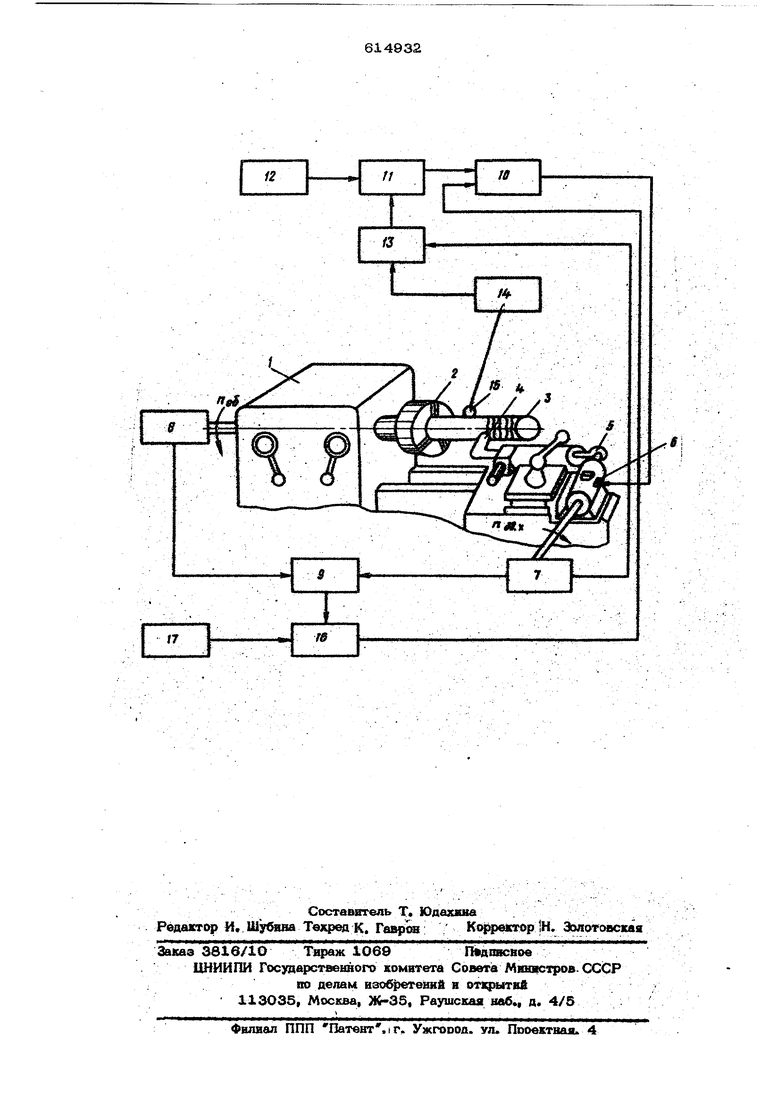
Изобретение отнсжитса к области м швностроения н {фяборостроення в может быть вспользовано для образования на деталях машин и 11}жборов регулщ)ного ;мв1форельефа, получаемого с помощью уосложенной кннематвкв. J обрабатывающего Евструмента. Известно устройство для вибрашонно то обкатывания, содержащее ц&тчя. угло «ых перемеш шй регулируемого двигать ля ввброголовкн, датчик угловых перемеще 1ЙВЙ шпвнде)ш, нзм ; 1ггель отношения обо отов двигателей и гарясторвый регуляк ггор ij. Данная система контроля и ручной рег| лнровки режима работы виброголовки |бует федварвтел19вого расчета режиьва ра |боты в зависимости от диаметра обраба {тываемой детали я постоянной поднастро1 im в фоцессе работы, так как неавачитель |ные колебатш отношения оборотов двига ггелей приведут к изменению вида и форм ;образуемого регулщшого микрорельефа Вид и форма образуемого микрорель ,фа непосредственно зависят от отношенш оборотов регулируемого ДБИгател«а8 {Сообщающего обрабатывающему инструмент рту олредопенное число двойных ходов, к числу оборотов обрабатываемой детали, ко iropoe можно представить в виде i-tU-iib Л Г 1 1 делая часть. {i - дробная часть. Целая часть i отнощш1НЯ в большей степени влияет непосредственно на -размер элементов регулярного микрорельф |фа, И| следовательно, на плотность высту|пов или впадин. От дробной части ) i oтнoшед ия зависит вид микрорельефа, фор ма его алементов я направление мшсро неровностей, 1фичем определенный вид ми1форельефа бывает только при строго фиксированных заранее известных значенв «МЭксплуатационные свойства поверхвос гей с регулцшым микрорельефом зaввcяt как от вида ми орельефа, формы его елд ментов и направления микронеровностей. определенных дробной частью | i отно шения, так и от размеров элементов PMFJ определяемых целой частью i отношеНИН. Поэтому необходимо независимо ре гулировать как целые гД , так и дробные i значения отношения (. Целью предлагаемого изобретения является автоматический выбор режима работы виброголбвки, обеспечивающего полу чение стабильного микрорельефа поверхности одного и того же вида с элементами РМР одинаковой формы, одного направления и, практически; одного размера независимо от размера обрабатываемой детали и влияния дестабилизирующих факторов. Цель достигается тем, что производитт ся раздельная и независимая регулировка целой и дробной части отнощения скоростей двигателей. При таком регулировании тирнсторный регулятор имеет вход сту - пёнчатого и вход плавного регулирования, при этом вход ступенчатого регулирования Соединен с выходом блока сравнения це- лых значений оборотов регулируемого двигателя, входы которого соединены с задающим устройством целых значений оборотов регулируемого двигателя и счетчиком целого числа оборотов регулируемого двигателя за единицу длины обрабатываемой ДП тали, при этом последний связан как с датчиком угловых перемещений двигателя виброголовки, так и чер)ез измеритель длины окружности обрабатываемой детали с ощупывающим роликом, а вход плавного регулирования тиристорного регулятора соединен с выходом блока уравнения дробного отнощения числа оборотов двигателя виброголовки к числу оборотов двигателя щпинделя, входы которого соединены с задающим устройством дробного отношения и измерителем дробных отношений. Изобретение поясняется чертежом, где ;условно изображен станор: 1, в патрон 2 ;которого установлена деталь 3, обрабаты- ваемая осциллирующим инструментом 4, соединенным через эксцентрик 5 с регулируемым двигателем 6, на валу которого установлен датчик 7 угловых перемещений Выход последнего, вместе, с выходом да1 чшса 8 угловых перемещений щпинделя соединены с измерителем 9 отнощения числа оборотой двигателя виброголовки к числу оборотов двигателя шпинделя. Вход ступенчатого регулирования тиристорного ретулятора 10 двигателя виброголовки соединен с блоком 11 сравнения целых значений оборотов регулируемого двигателя, оборотов регулируемого двигателя за единицу длины окружности обрабатываемой детали и со счетчиком 13 целого числа оборотов регулируемого двигателя вибро/оловки за единицу длины окружности об лбатываемой детали. Счетчик целого чиола оборотов соединен с датчиком угловых , .перемещений регулируемого двигателя и через измеритель 14 длины окружности обрабатываемой детали - с ощупывающим роликом 15. Эход плавного регулирования тиристорного регулятора двигателя виброголовки соединен с блоком 16 сравнения чробного отношения числа оборотов двига- геля виброголовки к числу оборотов двигателя щпинделя. Входы блока сравнения со.единены с задающим устройством 17 дро ного отношения числа оборотов двигателя виброголовки к числу оборотов щпинделя и измерителю отношения оборотов. Устройство работает следующим Образом. На станке 1 закрепленная в патрон 2 деталь 3 обрабатывается при помощи осциллирующего инструмента 4, приводимо го в движение через эксцентрик 5 регулируемым двигателем 6. С датчика 7 урловых перемещений регулируемого двига- .теля и с датчика 8 угловых перемещений ипинделя сигналы поступают в измерительд отнощения оборотов двигателя. Для попучения необходимой точности отсчета датчик угловых перемещений выдает за ; дин оборот регулируемого двигателя 1ОО импульсов. Таким образом,. измеряется от чощение скоростей двигателей с двумя ;знаками после запятой. Регулирование числа оборотов двига теля виброголовки осуществляется при по мощи тиристорного регулятора 1О, имею щего две степени регулирования: ступе яатое и плавное регулирование. СтупенчаjToe регулирование осуществляется при помощи сигнала рассогласования, поступающего с блока 11 сравнения целых значений оборотов регулируемого двигателя. Сигнал рассогласования образуется при сравнении данных, поступающих с задающего устройства 12 целых значений обо ротов регулируемого двигателя и счетчика 13 целого числа i оборотов регулируемого двигателя виброголовки за единицу длины окружности обрабатываемой детали. Синхронизация начала и конца счета числа оборотов регулируемого двигателя осуществляется при помощи измерителя 14 длины OKpjTKHOcTH детали, cBHoaif.ного с ощупыва - iHM роликом 15. единицудли)1Ы окружности обрабатываемо детали позволяет получать примерно оди- наковые размеры элементов РМР независимо от диаметра обрабатываемой детали. Плавное регулирование числа оборотов двигателя виброголовки, необходимое для птабильного поддержания дробной части отношения оборотов, осуществляется при помощи сигнала рассогласования, образу.ющего в блоке 16 сравнения дробного от;нощения числа оборотов двигателя вибро- ГОЛОВКИ к числу оборотов двигателя щпинделя при сравнении сигнала с задающего устройства 17 дробного отношения и с из мерителя дробных отнощений. Использование предлагаемого устройства позволяет расщирить диапазон регу 1лирования и повысить производительность труда за счет автоматической поднастройки режима работы виброголовки. Формула изобретения Устройство для регулирования режима работы виброголовки, включающее в себя датчик угловых перемещений регулируемого двигателя виброголовки, датчик перемещений шпинделя, измеритель отношения числа оборотов двигателя виброголовЯи к числу оборотов двигателя щпин деля, тиристорный регулятор, о т л и ч ан ю щ е е с я тем, что, с целью автоматтического выбора и стабилизации режима работы виброголовки, обеспечивающего образование регулярного микрорельефа требуемого вида и формы, устройство снабжено блоком сравнения, задающим устрой ством и счетчиком целых значений оборо- тов регулируемого двигателя виброголо&ки, измерителем длины окружности обрабатываемой детали с ощупывающим роликом, блоком сравнения дробного отнощения, измерителем отношения и задающим устройством дробного отношения числа оборотов двигателей виброголовки и шпинд&ля, причем тиристорный регулятор выпол нен со входами ступенчатого и плавного регулирования, первый из которых соединен с выходом блока сравнения целых значений оборотов, входы которого соединены с задающим устройством целых значений оборотов и счетчиком целых значений обоЦ jpoTOB, соединенными, в свою очередь, с датчиком угловых перемещений двигателя виброголовки и через измеритель длины окружности обрабатываемой детали г с ощупывающим роликом, а второй - с выхЬдом блока сравнения дробного отношения t входы которого соединены с измерителем отношения и задающим устройством дробного отношения. Источники инфорк4аини, принятые вц вманне при экспертизе: 1. В. А. Контроль и регулнрование виброобкатки, Механизация и ав1;томатизация производства ,№ 10, 1975
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования режима работы виброголовки | 1977 |
|
SU622657A1 |
| Устройство для прецизионного напыления детонационных покрытий | 1981 |
|
SU993128A1 |
| Устройство для вибрационной обкатки зубчатых колес | 1978 |
|
SU871947A1 |
| СПОСОБ ПОВЫШЕНИЯ МАСЛОЕМКОСТИ ШАРИКОПОДШИПНИКА | 2012 |
|
RU2495287C1 |
| Устройство для контроля изделий с винтовой поверхностью | 1981 |
|
SU1013745A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ СТЕНДОМ ДЛЯ ШЕРОХОВКИ ПОВЕРХНОСТИ ЛИСТА | 1990 |
|
RU2009833C1 |
| Привод вращения копирного шпинделя станка | 1982 |
|
SU1038178A1 |
| ПРИВОДНОЕ УСТРОЙСТВО для РЕГУЛИРОВАНИЯ СКОРОСТИ НАМОТКИ ТЕКСТИЛЬНЫХ НИТЕЙ | 1973 |
|
SU396027A1 |
| ЦИФРОВОЙ ПРОПОРЦИОНАЛЬНО-ИНТЕГРАЛЬНЫЙ | 1973 |
|
SU377728A1 |
| Автоматизированный вариатор скорости | 1972 |
|
SU465506A1 |