1
Изобретение относится к области станкостроения.
Известен способ fll регулирования включающий контроль и -.регулирование соотношения чисел оборотов регулируемого дви -ателя и двигателя шпинделя.
Этот способ контроля и ручной регулировки режима работы виброголовки требует предварительного расчета режима работы виброголовки в зависимости от диаметра обрабатываемой детали и постоянной поднастройки в процессе работы, так как незначительные колебания отношения оборотов двигателей приведут к изменению вида и форюл образуемого регулярного микрорельефа.
Вид и форма образуемого микрорельефа непоср.едственно зависит . от отношения числа оборотов регулируемого двигателя, сообщающего обрабатывающему инструменту осцилляцию, 1двJ кчислу оборотов обрабатываемой детали MOB которое можно представит в виде SjMUUf. + -J,
где i 3 целая часть i J
- дробная часть i. Целая часть отношения i в большей степени влияет непосредственно
на размер элементов регулярногомикрорельефа и, следовательно, на плотность выступов или впадин. От дробной части отношения { i зависит вид микрсфельефа, форма е7О элементов и направление микронеровностей, причем определенный вид микрорельефа бывает только при строго фиксированных заранее известных значениях 11Эксплуатационные свойства поверхностей с регулярным микрорельефом зависят как от вида лшкрорельефа, фаргла его элементов и направления микронеровностей, определенных дробной частью отношения ( i } ак и от размеров элементов РиР, определяемых целой частью отношения i . Следовательно, необходимо независимо регулировать целые t О .и дфобные значения { 1 I отнсшения 1.
Цель изобретения - автоматический выбсф и стабилизгошя режима работы виброголовки. Обеспечивающего обраэование регулярного микрОЕ ельефа требуемого вида и формы
Указанная цель достигается тем, что раздельно регулируют целую и дробную части отношения чисел оборотов двигателей виброголовки и шпинделя.
причем сигнгш подн&4тройки целой части формируют по рас9огласованию эат данного целого отношения чисел оборотов двигателей и измеренного целого числа оборотов двигателя виброгаловки за единицу окружности обрабатываемой детали, а сигнал подналадки дробной .части:- по рассогласованию заданного дрЬбного отношения с измеренным даобным значением отношения оборотов двигатв71ей.
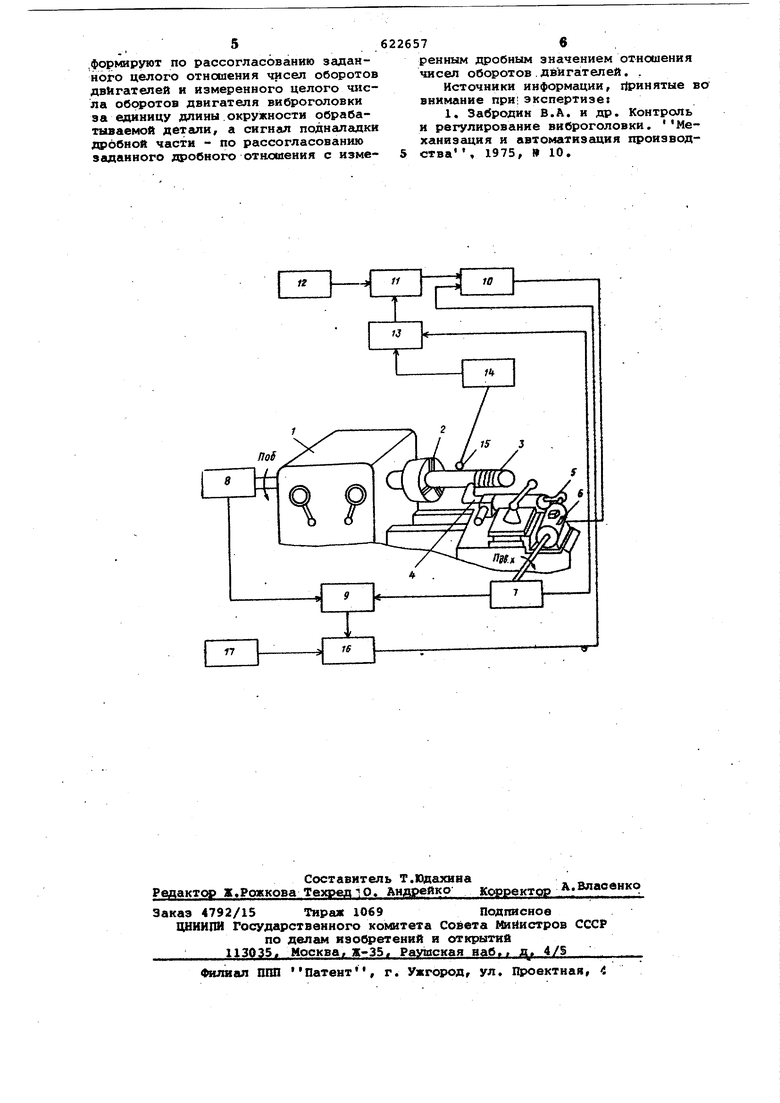
На чертеже представлело устройство для осуществления предложенного способа.;
Оно содержит станок 1, в Патроне которого устадовлена деталь 3, обрабатываемая осциллирующим инструментом 4, соединенным через эксцентрик 5 с регулируемым двигателем 6, на валу которого установлен датчик 7 угловых перемещений. Выход последнего вместе с выходом датчика 8 углобых перемещений шпинделя соединен с измерителем 9 отношения числа оборотов двигателя виброголовки к числу оборотов двигателя шпинделя. Один из выходов тиристорного регулятора 10 двигателя виброголовки соединен с блоком 11 сравнения целых значений оборотов регулируемого двигателя, при этом входы последнего соединены с задающим устройством 12 целых значений оборотов регулируемого двигателя за единицу длины окружности обрабатываемой детали и со счетчиком 1 целого числа оборотов регулируемого двигателя виброголовки за единицу длины окружности обрабатываемой детали .
Счетчик 13 целого числа оборотов соединен с датчиком 7 углов|1х перемещений регулируемого двигателя и через измеритель 14 длины окружности обрабатываемой детали с ощупывающим роликом 15. I
Другой вход тиристорного регулятора 10 двигателя вибрОголовки соедииен с блоком 16 сравнения дробного отношения числа оборотов двигателя виброголовки к числу оборотов двигателя шпинделя. Входы блока 16 сравнения соединены с задающиУ устрой- ством 17 даюбного отнесения числа оборотов двигателя виброголовки к числу оборотов шпинделя и измерителем отношения скоростей.
Устройство работает следукяцим образом.
На станке 1 закрепленная в патроне 2 деталь 3 обрабатывается при помощи осциллируккцего инструмента 4, приводимого в движение через эксцентрик 5 регулируемым двигателем 6 С датчика 7 угловых перемещений регулируемого двигателя и датчика 8 угловых перемещений шпинделя сигналы поступают в измерйт&;}ь 9 отношения скоростей двигателей.
Регулирование скорости вращения двигателя виброголовки осуществляется при помощи тиристорного регулятора 10, иметзщего 2 степени регулирования: ступенчатое и плавное.
Ступенчатое регулирование осущеб ствляется при помощи сигнала рассогласования, поступающего с блока И ; сравнения целых значений обсфотов регулируемого двигателя. Сигнал рассогласования образуется при сравнений
данных, поступающих с задающего устройства 12 целых значений оборотов регулируемого двигателя и счетчика 13 целого числа оборотов регулируемого . двигателя виброголовки за единицу
g длины окружности обрабатываемой детали. Синхронизация начала и конца счета числа оборотов регулируемого двигателя осуществляется при помощи измерителя 14 длины окружности детаяя,
0 связанного с ощупывающим роликом 15
Сохранение постоянного значения целых оборотов регулируемого двигателя за единицу длины окружности об. рабатываемой детали позволяет получ 1ть, примерно, одинаковые размеры элементов РМР независимо от размеров обрабатываемой детали.
Плавное регулирование числа оборотов двигателя виброголовки, необходимое для стабильного поддержания
дробной части отношения оборотов, осуществляется при помощи сигнала рассогласования, образующегося в блоке 16 сравнения дробного отнесения . числа оборотов двигателя виброголов5 ки к числу оборотов двигателя шпинделя при сравнении сигнала с задающего устройства 17 дробного отношения и с измерителя дробных отношений. Исполь;зование предлагаемого способа регулирования позволяет повысить производительность труда за счет автоматической поднастройки режима работы виброголовки и расширения диапазона регулирования и, кроме того,
5 обеспечивает стабильность параметров н характеристик регулярного микрорельефа независимо от различных дестабилизирующих факторов.
Формула изобретения
Способ регулирования режима работы виброголовки, включающий измерение и регулирование ртношения чисел
оборотов вращения двигателя виброголовки и двигателя шпинделя, отличающийся тем, что, с целью автоматического выбора и стабилизгщии режима работы вис юголовки,
обеспечивающего образование заданного микрорельефа поверхности изделия раздельно регулир5тет целую и дробную части отношения чисел двигателей висфоголовки и шпинделя, причем сигнал подйастройки целой части
.формируют по рассогласованию заданного целохю отношения чисел оборотов двигателей и измеренного целого числа оборотов двигателя виброголовки за единицу длины.окружности обрабатываемой детали, а сигнал подналадки /фобной части - по рассогласованию заданного дробного отношения с измеренным дробным значением отношения чисел оборотов.двигателей. .
Источники информации, г|ринятые во внимание при- экспертизе:
1. Забродин В.А. и др. Контроль и регулирование виброголовки. Механизация и автоматизгщия производства, 1975, 9 10.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования режима работы виброголовки | 1977 |
|
SU614932A1 |
| СПОСОБ ПОВЫШЕНИЯ МАСЛОЕМКОСТИ ШАРИКОПОДШИПНИКА | 2012 |
|
RU2495287C1 |
| Устройство для вибрационной обкатки зубчатых колес | 1978 |
|
SU871947A1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАЗОВАНИЯ ЧАСТИЧНОГО РЕГУЛЯРНОГО МИКРОРЕЛЬЕФА В ОТВЕРСТИЯХ | 2001 |
|
RU2200080C1 |
| Станок для вибрационного накатывания | 1976 |
|
SU653097A1 |
| Способ образования регулярного микрорельефа | 1984 |
|
SU1232491A1 |
| Устройство для автоматической подналадки резца | 1974 |
|
SU516471A1 |
| Способ поверхностного пластического деформирования | 2017 |
|
RU2657263C1 |
| Способ автоматической подналадки инструмента и устройство для его осуществления | 1986 |
|
SU1313649A1 |
| Способ регулирования режима работы виброголовки | 1981 |
|
SU965720A1 |
