Предметом настоящего изобретения является устройство для нанесения металлического покрытия на изделия. Принцип работы устройства следующий;
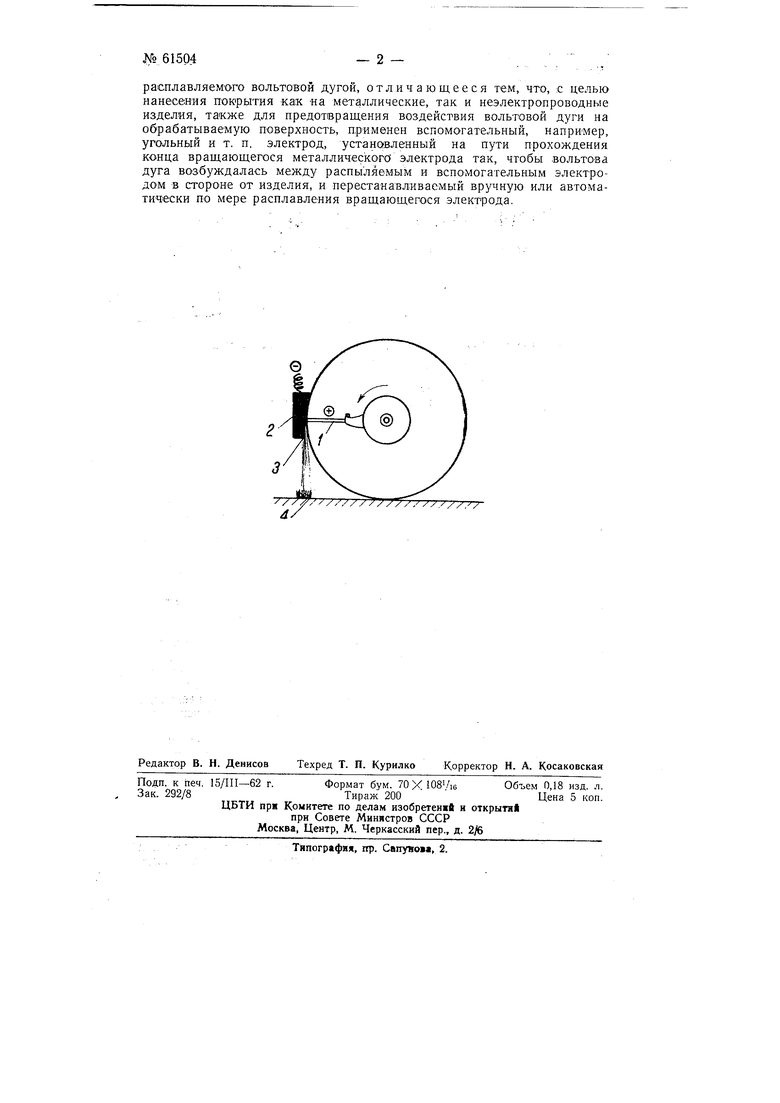
Ряд стержней или пластин, устанавливаемых на вращающемся валу, последовательно замыкаются, а затем размыкаются с образованием Вольтовой дуги между вращающимися и неподвижным электрода1ми, изготовленными из угля, вольфрама или иного тугоплавкого проводника. Неподвижный электрод может также быть полым медным, внутри охлаждаемым. Вследствие действия центробежной силы капли расплавленного металла с вращающихся электродов отрываются и с большой скоростью наносятся на покрываемую поверхность.
Предлагаемое устройство схематически изображено на чертеже. Здесь У - вращающийся электрод, 2 - неподвижный угольный электрод, 5 - искровой промежуток, 4 - обрабатываемая поверхность.
От известных уже подобного рода устройств с центробежным распылением расплавляемого вольтовой дугой ил-и иным образом металла предлагаемое устройство отличается тем, что в нем применен вспомогательный угольный или иной тугоплавкий неподвижный электрод, установленный на пути прохождения конца вращающегося электрода так, что вольтова дуга возбуждается распыляемым и вспомогательным электродом в стороне от изделия.
Такое устройство дает возможность наносить покрытие как на Металлические, так и «а неэлектропр01водные изделия, а также предотвращает воздействие вольтовой дуги на обрабатываемую поверхность. Регулировка вольтовой дуги производится автоматически вручную.
Предмет изобретения
Устройство для нанесения металлического покрытия на изделия путем центробежного распыления металла вращающегося электрода.
№61504
расплавляемого вольтовой дугой, отличающееся тем, что, .с целью нанесения покрытия как на металлические, так и неэлектропроводные изделия, также для предотвращения воздействия вольтовой дуги на обрабатываемую поверхность, применен вспомогательный, например, угольный и т. п. электрод, установленный на пути прохождения конца вращающегося металлического электрода так, чтобы вольтова дуга возбуждалась между распыляемым и вспомогательным электродоМ в стороне от изделия, и перестаи а вливаемы и вручную или автоматически по мере расплавления вращающегося электрода.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ азотирования изделий | 1939 |
|
SU56373A2 |
| БИБЛИОТЕКА I | 1971 |
|
SU307876A1 |
| Способ азотирования изделий | 1937 |
|
SU53326A1 |
| Способ нанесения металлических покрытий | 1937 |
|
SU57162A1 |
| Способ металлизации | 1930 |
|
SU26523A1 |
| СПОСОБ ПОЛУЧЕНИЯ СФЕРИЧЕСКИХ ГРАНУЛ ЖАРОПРОЧНЫХ И ХИМИЧЕСКИ АКТИВНЫХ МЕТАЛЛОВ И СПЛАВОВ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИСХОДНОЙ РАСХОДУЕМОЙ ЗАГОТОВКИ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2008 |
|
RU2413595C2 |
| Способ изготовления шлифовальных инструментов | 1940 |
|
SU61530A1 |
| СПОСОБ ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ СВАРКИ | 1937 |
|
SU53628A1 |
| Устройство для электродуговой металлизации | 1980 |
|
SU863005A1 |
| Устройство для производства металлического порошка | 1984 |
|
SU1187917A1 |