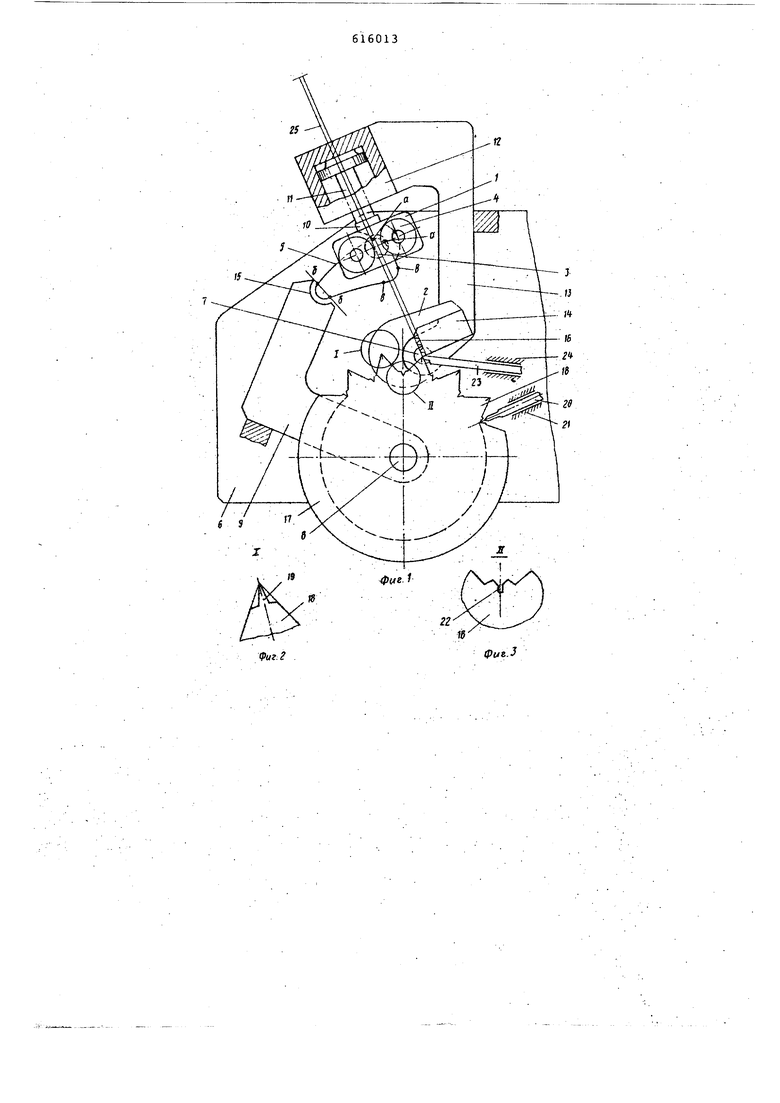
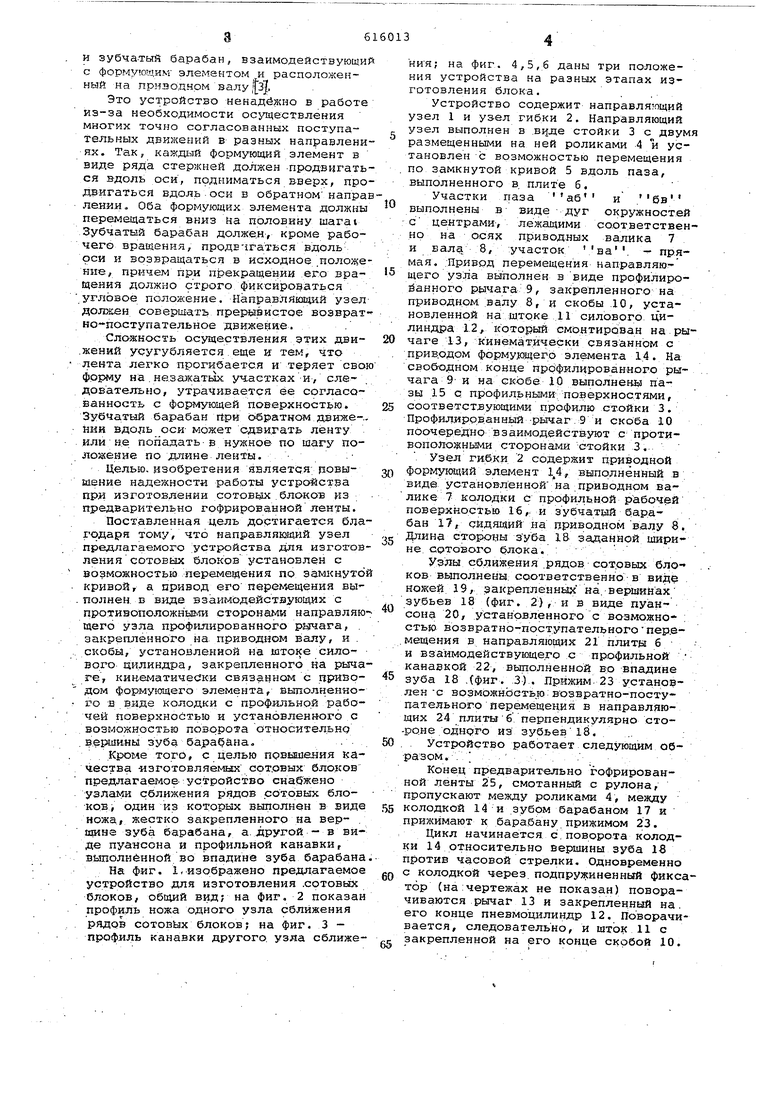
. , . . Изобретение относится к оОработке металлов давлением и может быть использовано в различных отраслях проколшленности при изготовлении сотовых блоков.. Известно устройство для изготовле ния сотовых блоков, содержащее пооче редно перемещающиеся подвижные элемен:ты, перегибакядие ленту относитель но Неподвижных элементов. Подвижные и неподвижные.элементы соединены в . . Такое устройство сложно по конструкцииг так как каждый ряд элемент тов должен перемещаться по своий направляющим и иметь свой привоя. Ио .количеству рядов требуется соответствуюиее количество рулонов ленты. . Для сматывания с рулона лента в месте перегиба должна поджиматься в нуж ный момент к подвижным элементам, что невозможно осуществить при .изготовлении мелких сотов. . Известно устройство для гофрирования листа, содержащее штамп, сндб-г женный фиксатором для удержания заготовки в неподвижном состоянии на ёремя формовки очередного гофра, пуа сон и матрицу, выполненную в виде многогнездного барабана. Приводы фик сатора и пуансона разделены. При рабочем движении пуансона фиксатор не.подвижен и предотвра1цает сдвиг уже отформованного гофра. После отвода пуансона.и фиксатора от матрицы (барабана) последняя поворачивается на шаг. Пуансон и фиксатор перемещаются прямолинейно 2. Такое устройство не может быть использовано для наготовления сотовых блоков из предварительно.отфогялованной ленты, так как гофрирование происходит либо ва счет утонения материала, либо путем .продольного перемелеиия листа инструмент, а утонение материала или перемещеиие его инструментом вдоль ленты на рушает профиль предварительно изготовленных гофр, перегиб же Судет происходить не в середине перемычки между сот;ами, как требуется, а по местам перегиба в соты/ так как эти места ослаблены предварительной формовкой. Известно наиболее близкое к изобретению устройство для изготовления сотовых блоков, содержащее направляют щий узел, выполненный в стойки с вумя размещенными на ней роликами и ривода перемещения, и уэел гибки соержащий приводной фостуюошй элемент и зубча-тыЯ барабан, взаимодействующий с формующим элементом и расположенный на приэоднрм . Это устройство ненадёжно в работе из-за зeoбкoдимocти ос лцествления многих точно согласованных поступательных движений в разных направлени ях. Так, каждый формующий элемент в виде ряда стержней должен -продвигать ся вдоль оси, подниматься вверх, про двигаться вдоль оси в обратномнаорав ленки. Оба формующих элемента должны перемещаться вниз ма половину шага .Зубчатый барабан долже.н кроме рабочего вращения, продЕчгатвся вдоль оси и возвращаться в исходное .положе ние, причем при прекращении .его вращения должно строго фиксироваться угловое положение. Направлйшдай узел долзкен совершать прерьавистое возвратНС-поступательное движение. Сложность осуществления этих двн.жений усугубляется.еще и тем, что лента легко прогибаетс.я и теряет свою форму на .не.зажатьлх уч,асхках-и, еле- , довательно, утрачивается ее согласованность с формующей поверхностью. Зубчатый барабан rtpH обратном.движе-., НИИ вдоль ОСИ может сдвигать ленту . . .или и.е попадать - в нужное по шагу положение по длине леифы. Целью, изобретения является; ровышение надежности работы устройства при изготовлении сотовьях .блоко в из предварительно гофрированной ленты. Поставленная цель дортигается бла годаря тому, что направляющий узел предлагаемого устройства для изгоагов лениясотовых блоков установлен с аозможностью перемещения по замкнуто кривой, а привод его перемещения вы. полней, в виде взаимодействующих с противоположныг/ги сторонами направляю щего узла профилированного рачага, . закрепленного на. приводном валу, и . .. скобы, установленной на итоке силового цилиндра, закрепленного на рыча ге, кинематически связанном с прмво дом формующего элемента, внполненно го в виде колодки с профильной рабочей поверхностью и устааовленн-ого с возможностью поворота относительнр . в.ершииы зуба барабана . .Кроме того, с целью повышения ка. чества изготовляемых сот.овых блоков предлагаемое- устройство снабжено узлами сближения рядов сотовых блоКОБ, один из которых выполнен в виде ножа, жестко закрепленного на вер- . щине зуба барабана, а. лругой - в виде пуансона и профильной канавки, выполненнойво впадине зуба барабана На фиг. 1,-изображено предлагаемое устройство для изготовления сотовых блоков/ общий вид; на фиг. 2 показан профиль ножа одного узла сближения рядов сотовых блоков; на фиг. 3 - профиль канавки другого, узла сближе64 ниЯ; на фиг. 4,5,6 даны три положения устройства на разных этапах изготовления блока. , ., Устройство содержит направляощий узел 1 и уз-ел гибки 2. Направляющий узел выполнен в .вцде стойки 3 с двумя размещенными на ней роликами 4 и установлен с возможностью перемещения по замкнутой кривой 5 вдоль паза, выполненного в, плите 6. Участки паза аб выполнены В виде дуг окружност.ей С центрами-, лежащими соот.ветственно на осях приводных ва.лика 7 . и вала. 8, .участок .ва. прямая. .Привод перемещения направляю.щего узЛа выполнен ввиде профилиройанного рычага9, закрепленного на Приводн.ом ;валу 8, и скобы.10, установленной на ш.токе ..11 силового, цил.индра 12 который смонтирован на. рычаге 13, кинемат.йчески связанном с приводом формующего элемента 1.4 .На своб-одном конце нррфилированног.о ры- . чага 9 и на скобе 10 выполнены пазы 15 с профильньми. поверхностями, соответствующими профилю стойки 3. Профилиро.данньзй -рычаг. 9 и скоба 10 поочередно:взаимодействуют с противоположными сторонами СТОЙКИ 3. . Узел гиб.ки. 2 содержит приводной формующ-ий эл.емент 1,4., ваполнённый .в виде установленной на приводном валике 7 колодки с профильной рабочей поверхностью 16, и зубчатый барабан 1, сидящий .на приводном валу 8. Длина стороны зуба 18 заданной ширине, сотового блока.. : УЗЛЫ сб.лижения.рядов.сотовых бло- . ков вьшолнены. соответственной; в виде . ножей. 19,. закрепленных на.-вершийах зубьев 18 (фиг. 2), и в виде дуан- - . сон 20, установленного с возможно- : стью возвратно-поступательногоперемещения в направляющих 21 плитв 6 и взаимодействующе.го .с профильной . канавкой 22, выполненной в.о впадине зуба 18 .(фиг. .3-).. Прижим- 23 установленС возможн.Ьстью возвратно-поступательного Перемещения в направляющих 24 плиты6. перпендикулярно сто-роне.олвого из зубьев18. ... . Устройство работает следующим обра зом. . ; . . - . ;., - Конец предварительно гофрированной ленты 25, смотанньШ с рулона, пропускают между роликами 4, между колодкой 14 и зубом барабаном 17 и прижимают к .бара.бану прижимом 23. Цикл начинается с.поворота колодки 14 относительно вершины зуба 1В против часовой стрелки. Одновременно с колодкой через, подпружиненный фиксатор (на:чертежах не показан) поворачиваются .рычаг 13 и закрепленный на. его конце пневмоцилиндр 12. Поворачивается, следовательно, и шток 11 с закрепленной на его конце скобой 10.
Скоба 10 своим пазом 15 ведет стойку 3 с двумя роликами 4 по участку аб. Лента 25 перегибается колодкой 14 вокруг зуба 18 барабана 17, а ролики 4 ведут отрезок, ленты вокруг оси поворота колодки 14.
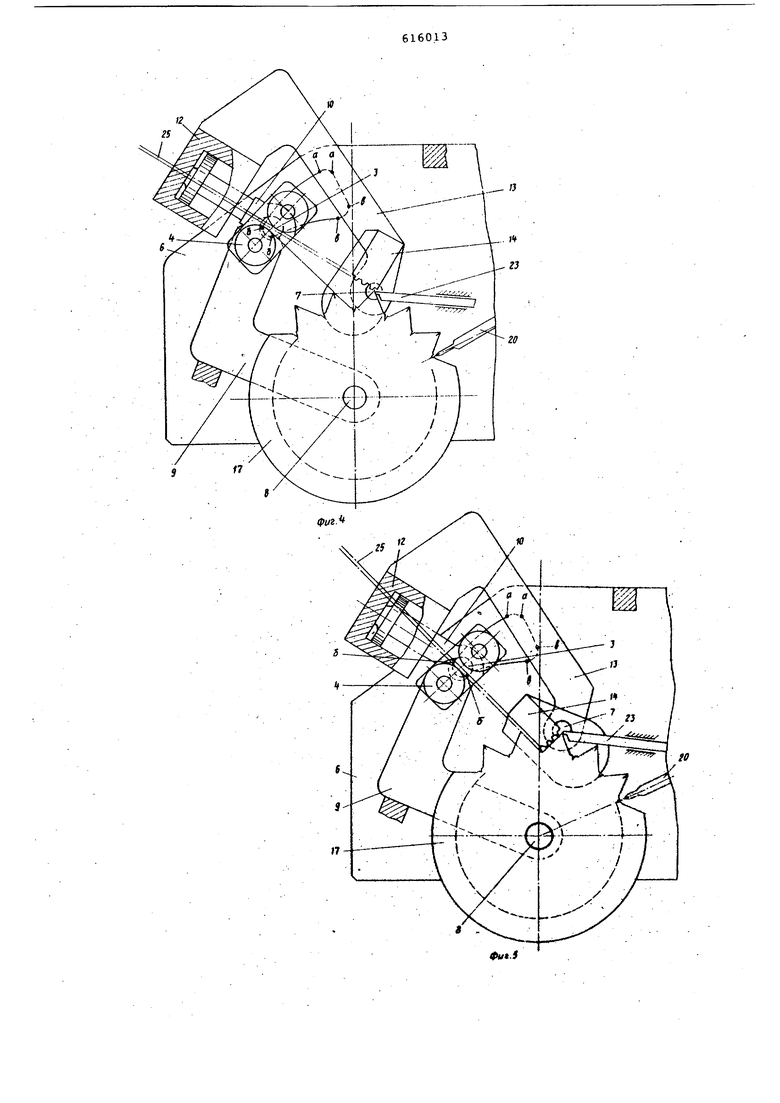
В промежуточном положении (фиг.4) стойка 3 упирается в паз 15 профилированного рычах а 9 и движение рычага 13, стойки 3 и роликов 4 прекращается в момент, когда зазор между роликами 4 лежит на одной прямой;- со стороны одной из впадин барабана 17. Так как усилие, поворачивающее колодку 14, при этом не снимается, то она продолжает поворачиваться и -подпру жиненный шариковый -фиксатор (на чертежах яе.показан), соединяющий колоД ку в .угловом лолоясении. с рычагом 13,. выжимается. Продолжая поворот, колодка 14 перегибает ленту 25-до упора в. сторону зуба 18 барабана 17 (фиг..5) При .этом лента ,25 приж.имается к .боковымповерхяос.тям ножа 19.,; осуществ.ляющего предварительное сближеиие рядов сотовых блок.ов в местах перегиба-вокруг вершины зуба барабана 17.
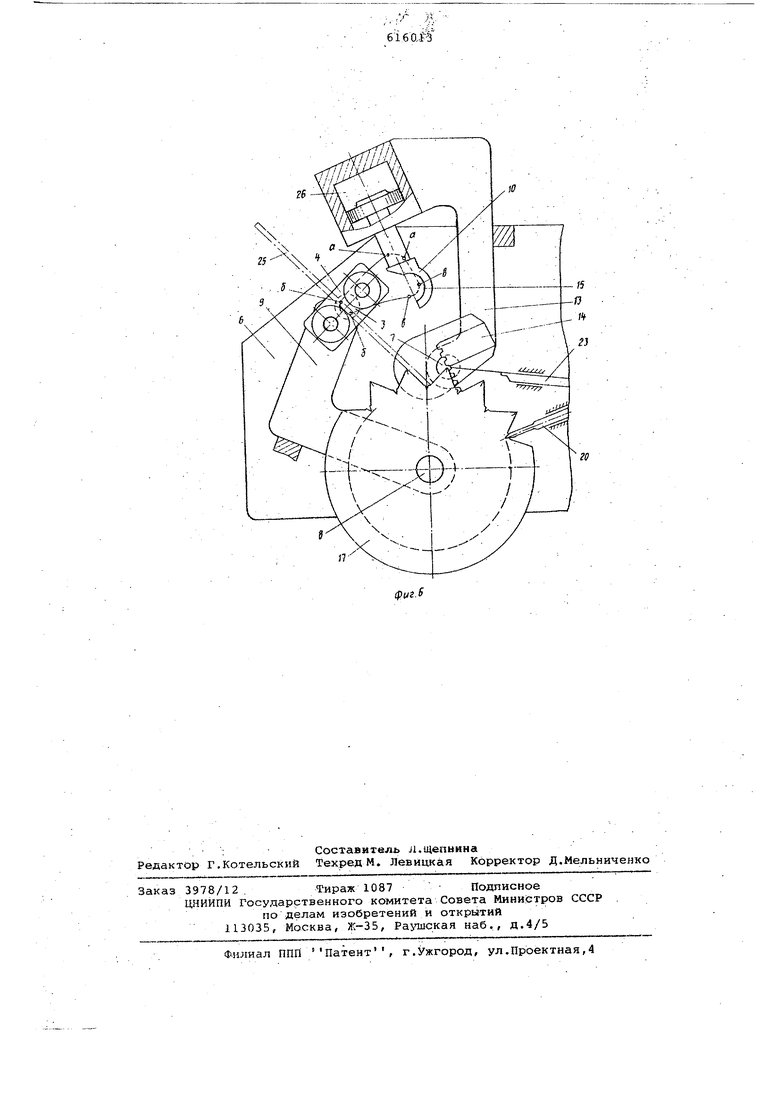
После этого начинается пово.рот колодки 14 в обратном направлении. В положении., аналогичном показанному ма.фиг.- 4 (по-другому расположен .только прогнутьай участок ленты) , подпружиненный шариковый.фиксатор заскакивает в .рычаг 13-и в дальнейшем поворот КОЛОДКИ: 14 прюисхрдит вместе с рычагом 13, цилиндром 12 и скобдй-10 (стойка .3 с роликами 4 остается в пазу 15 .профилированног.р рьМага 9) . В конце этого п.оБорота колодка 3,4, рычаг 13 и. цилиндр 12 возйращаются в исходное положение, прижим 23 отводится от -барабана 17. Одновременно прдшот воздух в поршневую полость 26 цилиндра. 12.. Поршень цилийдра 12, выдайгает скобу 10. В это же пуансон 20 перемедаясь в. н правляющцх 21, взаимодействует с пазом 22 во впадине зуба 18 и производит сближение рядое сотовых блоков (Фиг.6). Затем пуансон .20 и прижим 23 отходят в исходное положение.
В дальнейшем начинается поворот прсгфилнрованного рычага 9 по часовой стрелке. Профилированный рычаг 9 ведет стойку 3 с роликами 4 по участку бв и через другой подпружинен:ный шариковый фикса.тор (на чер.тёжах также не показан), заведенный в одно из делительнаах отверстий барабана 17, поворачивает его. В конце хода стойка 3 упирается в скобу 10 и поворот прекращается.
Далее профилированный рычаг 9 возвращается в исходное положение (по-, ворот против часовой стрелки) . Барабан 17 при этом неподвижен, так как храповой механизм (на .чертежах не показан) не дает ему возможности вра Даться в обратном направлении. Фиксатор, соединявший профилированный рычаг 9 с барабаном 17, выжимается. Когда профилированный рычаг 9 приходит в исходное положение, -фиксатор заходит в следующее делительное отверстие в барабане 17. Одновременно подается воздух в штоковую полосвь цилиндра 12, шток 11 со скобой 10 и роликами 4 .возвращается в исходное положение. Цикл закончен.
Таким образ.ом, в течение цикла
вдбль замкнутого криволинейного паза 5 плиты 6 перемещается- стойка 3 с роликами 4, обеспечивая необходимое положение роликов для направления . ленты. - . - . .
Формула изобретения
1.Устройство для изготовления сотовыхблоков, содержащее направляющий
узел, выполненный в виде стойки с двумя размещенными на ней роликами и привода перемещения, и узел гибки, содержащий ПРИХОДНОЙ формующий элемент
и зубчатый барабан, взаимодействующий с -формующим элементом и расположенньй на приводйом валу, о тли - ч а ю щ е е с я тем, что, с целью . повышения надежности работы устройства при изготовлении сотовых блоков из предварительно гофрированной ленты, направляющий узел установлен с возможностью перемещения по замкнутой кривой, а привод его перемещения выполнен в виде взаимодействующих с про;тивоположнцми сторонами направляющего :узла.профилированного рычага, закрепленного .на приводном валу, и ск.обы, установленной на штоке силового цилиндра, закрепленного иа.рычаЬе, кинематически связанном с приводом формующего элемента, вьтолненного в виде колодки с профильной рабочей поверхностью и установленного с возможностью поворота относительно вегялины зуба барабана.. ..
2.Устройство по ti. 1, о т ли ч а ю и е е с я тем, что, е целью
повышения качества изготовляемых соjTOBHx блоков, оно снабжено узлс1ми сближения рядов сотовых блоков, один из KOTOtftJX выполнен в виде ножа, жестко закреп-ггенйого на вершине зуба бараб ана, а другой - в виде пуансоиа и профильной канавки, выполнениой во. впадине зуба барабана. .
Источники информации, принятые во внимание при экспертизе:
1. Патент Англии 1379979, кл. В 3 Б, 1975.
2.Авторское свидетельство СССР 104871,- кл. В 21 О 13/02, 1953.
3.Авторское свидетельство СССР 1 220203, кл. В 21 О 47/04, 1966.
9UZ:
12
tput.2
го
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления фильтров | 1978 |
|
SU737535A1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Устройство для изготовления электроизоляционных трубок | 1988 |
|
SU1686498A1 |
| Станок для изготовления проволочных деталей | 1979 |
|
SU897333A1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| УСТРОЙСТВО ДЛЯ БЕЗОСТАНОВОЧНОЙ ПОПЕРЕЧНОЙ РЕЗКИ ГОФРОКАРТОНА | 2004 |
|
RU2257282C1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Устройство для изготовления сотовогозАпОлНиТЕля ТРубчАТОй фОРМы | 1979 |
|
SU797827A1 |
| КЛИПСАТОР | 2000 |
|
RU2162638C1 |
| Устройство для установки радио-элЕМЕНТОВ HA пЕчАТНыЕ плАТы | 1979 |
|
SU834954A1 |