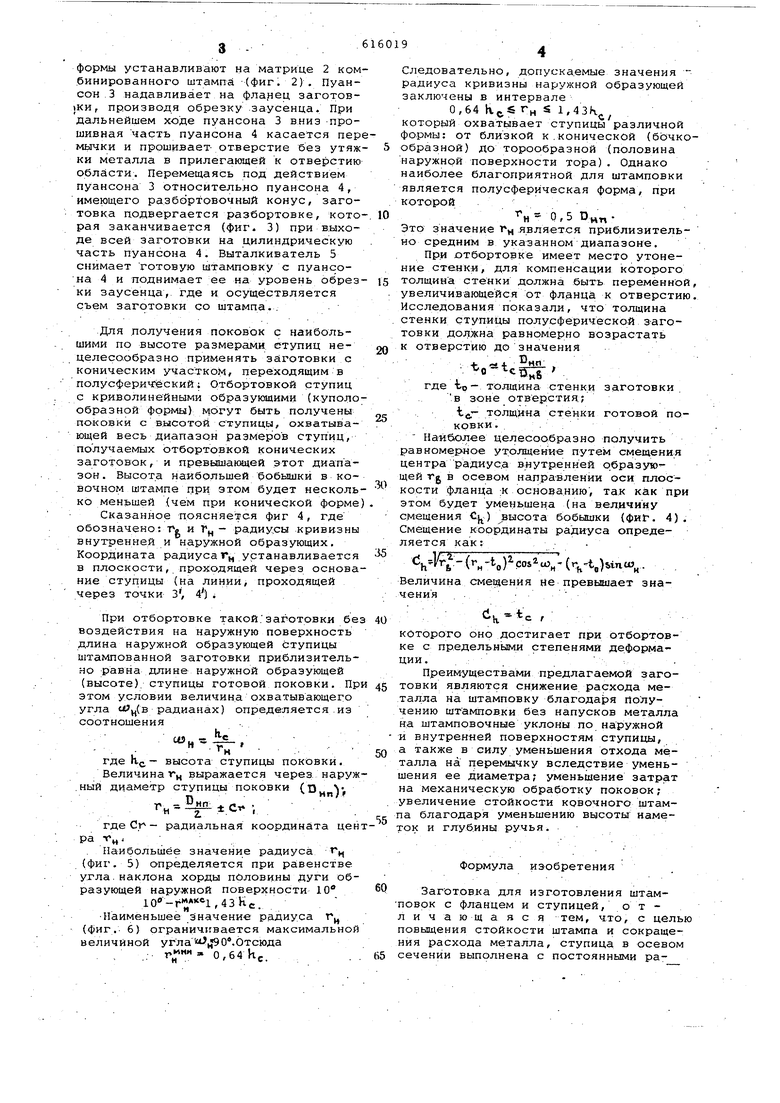
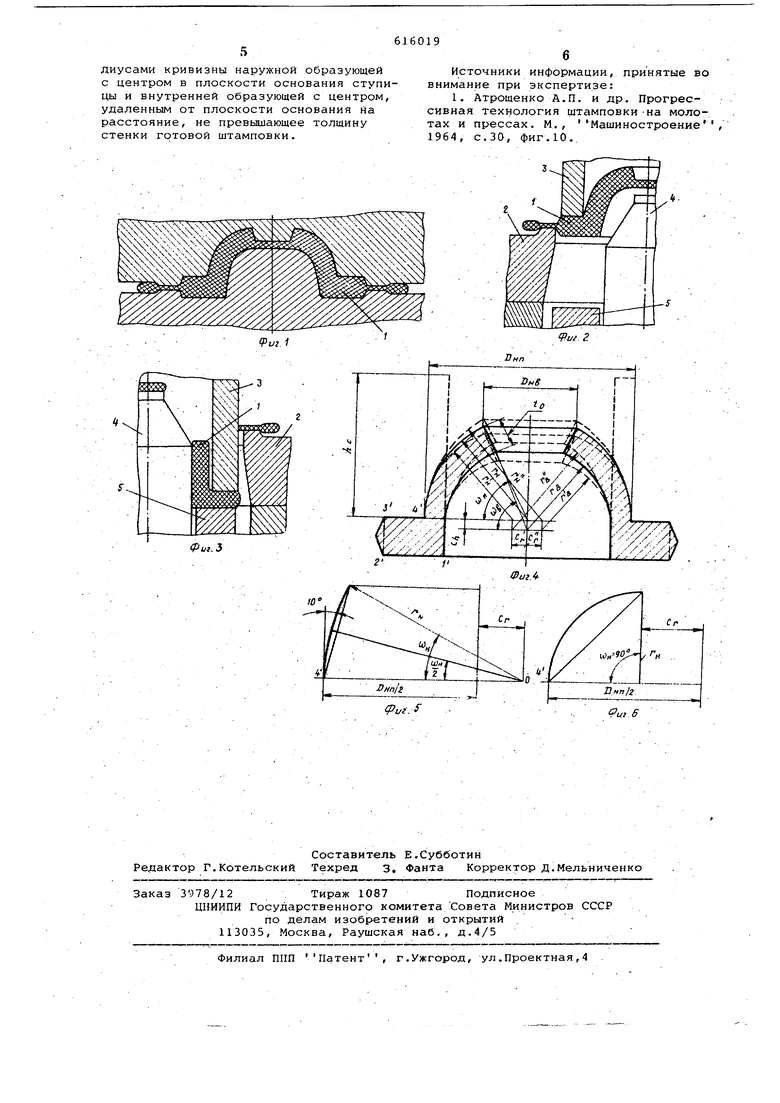
формы устанавливают на матрице 2 ком бинированного штампа -(фиг. 2). Пуансон. 3 надавливает на фланец заготов ки, производя обрезку заусенца. При дальнейшем ходе пуансона 3 вниз -прошивная часть пуансона 4 касается пер мычки и прошивает- отверстие без утяж ки металла в прилегающей к отверстию области. Перемещаясь под действием пуансона 3 относительно пуансона 4, имеющего разбортовочный конус, заготовка подвергается разбортовке, кото рая заканчивается (фиг. 3) при выходе всей заготовки на цилиндрическую часть пуансона 4. Выталкиватель 5 снимает готовую штамповку с пуансона 4 и поднимает ее на уровень обрез ки заусенца, где и осуществляется съем заготовки со штампа.. - Для .получения поковок с наибольшими по высоте размерами, етупиц нецелесо.образно применять заготовки с коническим участком, переходящим в полусферичёский; Отбортовкой ступиц с криволинейными образующими (куполо образной формы) могут быть получены поковки с В.ЫСОТОЙ ступицы, охватывающей весь диапазон размеров ступиц, получаемых отбортовкой конических заготов-ок, и превьанаквдей этот диапазон. Высота наибольшей бобышки в ковочном штампе при этом будет несколь ко меньшей {чем при конической форме Сказанное поясняется фиг 4, где обозначено: г и Т - радиусы кривизны внутренней и наружной образующих. Координата радиусаг ,уртанавливается в плоскости, проходящей через основа ние ступицы (на линии, проходящей через точки 3, 4) . . При отбортовке такой;заготовки бе воздействия на наружную поверхность длина наружной образующей ступицы штампованной заготовки приблизительно равна длине наружной образующей (высоте), ступицы готовой поковки. Пр этом условии величина охватывающего угла 05ц(в радианах) опреде-ляется .из соотношения .. «5.. Jbc, г| « .- , - - где K.J,, - высота ступицы поковки. Величина Гц выражается через наруж ный диаметр ступицы поковки (и., V, Пип/f Гн где Сг - радиальная координата цен Ра „. Наибольшее значение радиуса г (фиг. 5) определяется при ра:венстве угла.наклона хорды половины дуги образующей нару-жной поверхности 10 10°-г;;; , 43 Не. -Наименьшее значение радиуса г (фиг.- 6) ограничивается максимальной величиной угла1,90.6тсюда 1,ини , 0,64 KC. Следовательно, допускаемые значения - радиуса кривизны наружной образующей заключены в интервале 0,64 S 1,43К, который охватывает ступицы различной формы: от близкой к.конической (бочкообразной) до торообразной (половина наружной поверхности тора). Однако наиболее благоприятной для штамповки является полусферическая форма, при которой „-0,5 D „„ Это значение 1 является приблизительно средним в указанном диапазоне. При отбортовке имеет место утонение стенки, для компенсации которого толщина стенки должна быть переменной, увеличиваквдейся от фланца к отверстию. Исследования показали, что толщина стенки ступицы полусферическо-й з-аготовки должна равномерно возрастать к отверстию до значения o tcglгде tp- толщина стенки заготовки в зоне отверстия.; teT .толщина стенки готовой поковки . . . . Наиболее целесообразно получить равномерное утолщение путем смещения центра радиуса внутренней образующей rg в осевом направлении оси плоскости фланца :К основанию, так как при этом будет уменьшена (на вел.ичину смещения Cj) высота бобышки (фиг. 4). Смещение координаты радиуса определяется как: - - . (н-Ч)с«.н()ь%Величина смей1ениЯ не превышает значения . . : . ,: . - которого оно достигает при отбортовке с предельными степенями деформации. : Преимуществами предлагаемой заготовки являются снижение расхода ме.талла на штамповку благодаря получению штамповки без напусков металла на штамповочные уклоны по наружной и внутренней поверхностям ступицы, а также в силу уменьшения отхода металла на перемычку вследствие уменьшения ее диаметра уменьшение затрат на механическую обработку поковок; увеличение стойкости ковочного штампа благодаря уменьшению высоты наметок и глуб.ины ручья. . Формула изобретения Заготовка для изготовления штамповок с фланцем и ступицей, отличающаяся тем, что, с целью повыщения стойкости штампа и сокращения расхода металла, ступица в осевом сечении выполнена с постоянными радиусами кривизны наружной образующей с центром в плоскости основания ступицы и внутренней образующей с центром, удаленньом от плоскости основания на расстояние, не превьшающее толщину стенки ГОТОВОЙ штамповки.
Источники информации, принятые во внимание при экспертизе:
1, Атрощенко А.П. и др. Прогрессивная технология щтамповки-на молотах и прессах. М., Машиностроение , 1964, с.30, фиг.10.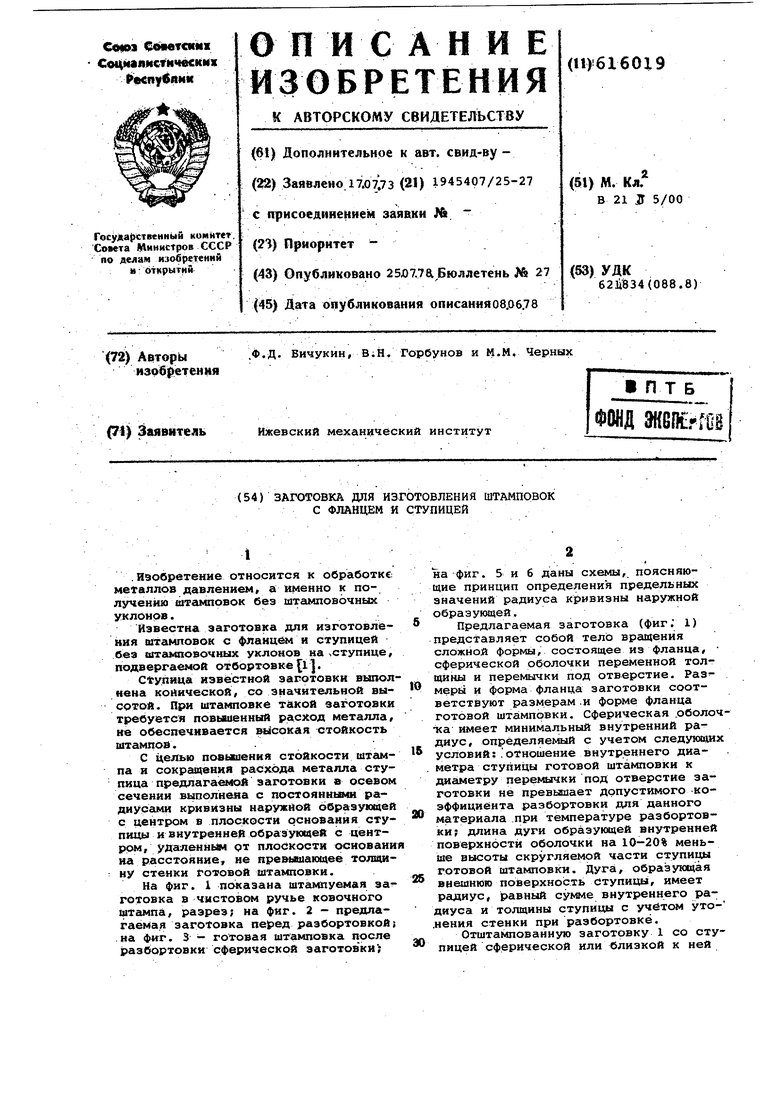
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ПОКОВОК ТИПА КРЕСТОВИН В ШТАМПЕ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ МАТРИЦ | 2009 |
|
RU2399456C1 |
| Способ изготовления изделий со сквозным отверстием и стаканов | 1987 |
|
SU1551469A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ФЛАНЦЕВЫХ ПОКОВОК | 2002 |
|
RU2217262C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ФЛАНЦЕВЫХ ПОКОВОК | 2000 |
|
RU2169632C1 |
| ШТАМП ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ОСЕСИММЕТРИЧНЫХ ПОКОВОК С ОДНИМ ПЛОСКИМ ТОРЦОМ | 2006 |
|
RU2346783C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА КРЫШЕК ИЛИ ДНИЩ | 2013 |
|
RU2567416C2 |
| ШТАМП С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ МАТРИЦ ДЛЯ ШТАМПОВКИ ПОКОВОК ТИПА КРЕСТОВИН | 2013 |
|
RU2550067C1 |
| Способ изготовления поковок фланцевых валов | 1986 |
|
SU1412868A1 |
| Способ изготовления поковок типа фланцев со ступицей | 1985 |
|
SU1248712A1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
