1
Изобретение относится к обработке металлов давлением и может быть использовано в кузнечно-штамповочном производстве при изготовлении поковок типа фланцев со ступицей, натрубков и т. п.
Цель изобретения - повышение экономичности процесса путем экономии металла, уменьшения деформирующего усилия и упрощения используемой оснастки.
На чертеже показан процесс получения поковки: слева - перед отбортовкой ступицы (по окончании прощивки отверстия); справа - конечный момент процесса (после обрезки облоя).
Способ осуществляют следующим образом.
Предварительно отщтампованную поковку 1 в виде конической чаши с плоским дном глубиной, равной высоте ступицы окончательной поковки, укладывают облоем на матрицу 2 таким образом, что при этом плоская ее часть опирается на пуансон-матрицу 3 внутренней поверхностью.
В начале хода ползуна пресса прошивают отверстие прощивником 4. При дальнейшем ходе пресса пуансон 5 надавливает на поковку в зоне, близкой к пуансон-матрице 3, в результате чего происходит отбортовка ступицы. После перехода внутренней части поковки на цилиндрическую поверхность пуансон-матрицы и выравнивания фланцевой части обрезается облой. Затем готовую поковку 6 выталкивают из щтампа с помощью системы тяг.
Пример. Исходную заготовку из стали 38ХС, отрезанную на пресс-ножницах, нагревают до ковочной температуры 1120°С и передают на паровоздушный штамповочный молот с массой падающих частей 10 т. На молотовом штампе ее осаживают на 30% и укладывают в чистовой ручей штампа, в котором штампуют предварительную поковку в виде конической чаши диамет15
12487122
ром 400 мм плоским дном глубиной 50 мм. Затем поковку передают в другой штамп, где прошивают отверстие, отбортовывают ступицу высотой 50 мм и обрезают облой. Условие равенства глубины предваритель ной поковки высоте отбортованной ступицы объясняется следующим.
При увеличении глубины конической чаши больще высоты ступицы происходит оформление ступичной части поковки до
10 выравнивания фланца. В результате после оформления ступицы фланцевая часть поковки продолжает выпрямляться в стесненных условиях .между матрицей и пуансон- матрицей, что приводит к снятию поковки в зоне облоя, т.е. к браку.
Уменьшение глубины конической чаши по сравнению с высотой ступицы окончательной поковки приводит к выравниванию фланцевой части до оформления ступицы поковки. В результате после обрезки облоя
2Q поковка зависает на пуансон-матрице, а фланцевая часть выворачивается в сторону пуансон-матрицы, т.е. поковка также получается бракованной.
Изобретение не требует использования сложной технологической оснастки, так как
25 не требуется прижим для удержания фланцевой части поковки в процессе отбортовки ступицы. Ввиду отсутствия прижима уменьшается деформирующее усилие, поскольку в предлагаемом способе оно требуется только для отбортовки ступицы (без удержания
30 фланца) и для обрезки облоя. Особое значение это приобретает при изготовлении крупногабаритных поковок. Торец ступицы после отбортовки получается ровным в отличие от известного способа, при использовании которого торец ступицы получается ско35 шенным к ее внутренней поверхности. Поэтому поковки, получаемые по предлагаемому способу, как правило не требуют подрезки торца, что ведет к экономии металла.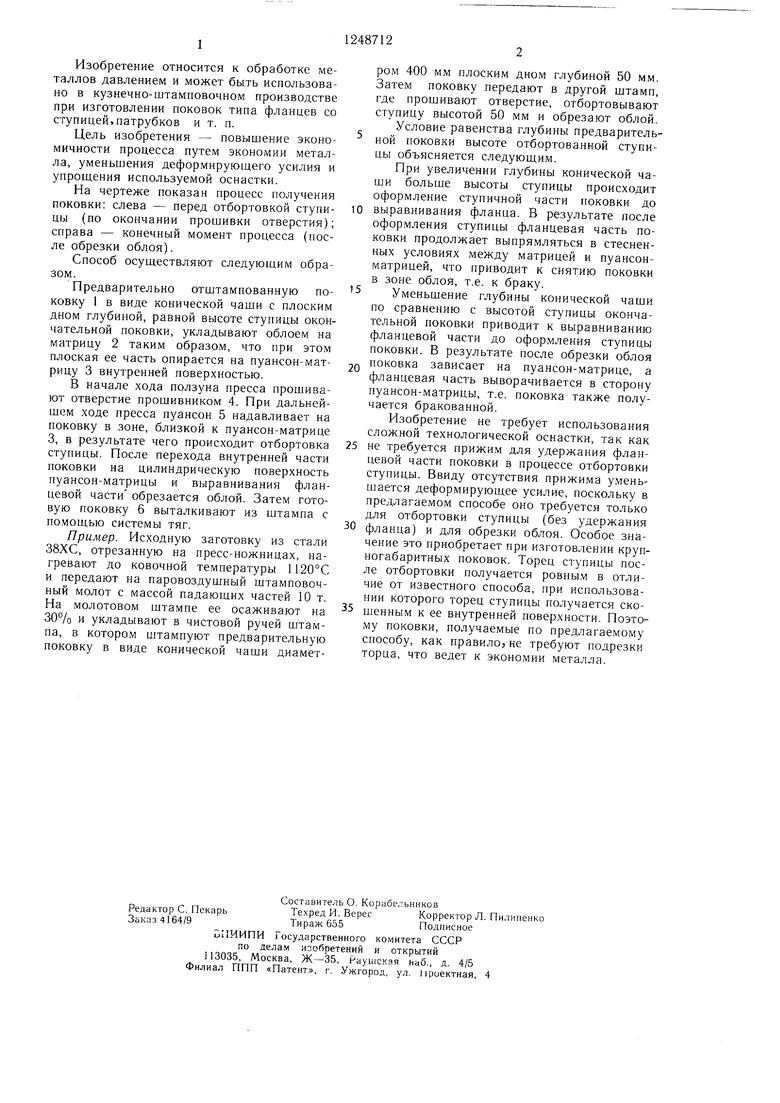
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| Способ изготовления кольцевых поковок | 1983 |
|
SU1156770A1 |
| Способ изготовления поковок | 1980 |
|
SU946766A1 |
| Штамп для обрезки облоя,прошивки и раздачи поковок | 1979 |
|
SU878404A1 |
| Способ штамповки поковок фланцев воротниковых | 2018 |
|
RU2680337C1 |
| Способ изготовления поковок | 1979 |
|
SU804158A1 |
| Способ изготовления кольцевых поковок | 1987 |
|
SU1433611A1 |
| Штамп для обрезки облоя и обжима поковок | 1983 |
|
SU1159707A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С ОТРОСТКАМИ | 2001 |
|
RU2212974C2 |
| Способ изготовления патрубков сфлАНцЕМ | 1978 |
|
SU841772A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
