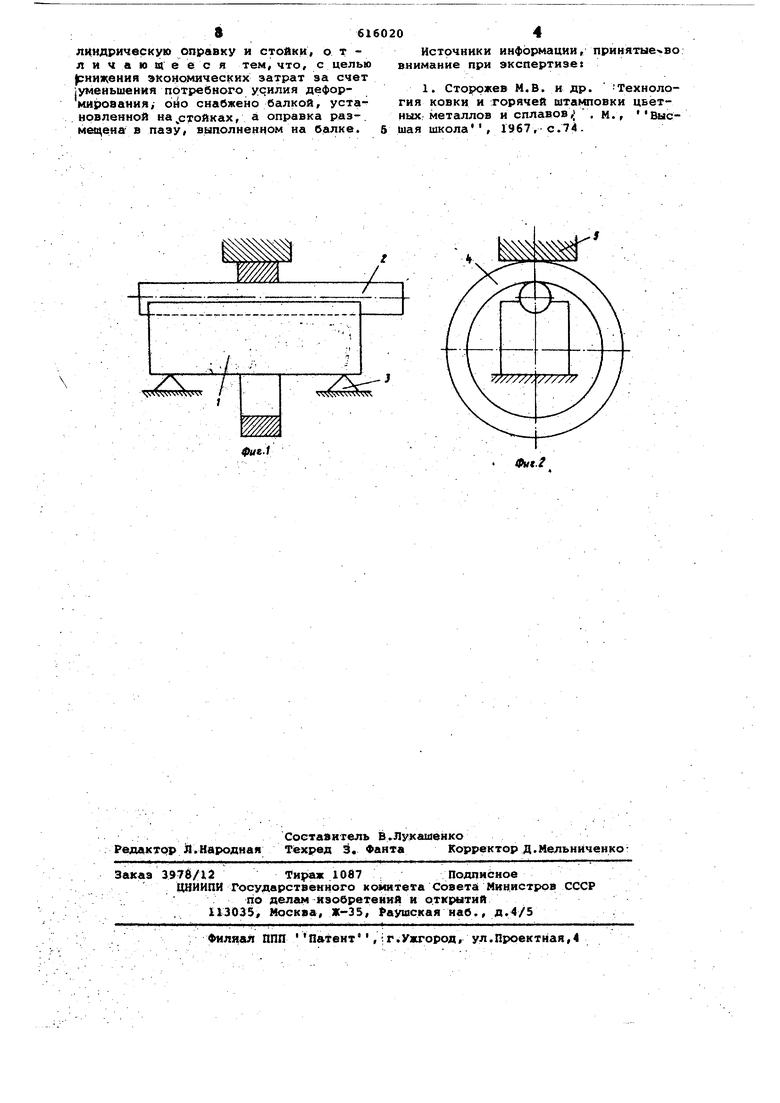
. 1 Изобретение относится к обработке металлов давлением, а именно к устройствам для раскатки поковок на ковочных прессах... Известно устройство для раскатки поковок на ковочных прессах, содержащее цилиндрическую оправку и стойки Ш . Однако для качественного долговре менного использования известного уст ройства требуется оправка определенных параметров. При этом с увеличением диаметра отправки растет и потребноё усилие деформирования исполь зуемого пресса, т.е. возрастают экономические затраты на проведение про цесса обработки поковок. С целью снижения экономических затрат за счет уменьшения потребного усилия деформирования предложенное устройство снабжено балкой, установленной на стойках, а оправка размещена в пазу, выполненном на балке. Таким образом непосредственно оправка может шшеть меньший, чем требовалось бы диаметр и быть при этом разгруженной от действия напряжений из.гиба и среза. ; . 2 . . На фиг. 1 изображено устройство, вид сбоку; на фиг. 2 - то же, вид с торца. Устройство содержит балку 1 с пазом, в котором размещена оправка 2. Балка 1 установлена на стойкгих 3. Процесс раскатки поковок на предложенном устройстве осуществляется следукхцим образом. На оправку,устанавливается обрабатываемая заготовка 4, деформирование которой производится бойком 5 пресса. Для очередной подачи заготовки под боек оправка 2 приводится о вращение, балка 1 при этом остается неподвижной.. При каждом обжатии заготовки оправка 2 благодаря наличию балки 1 разгружена от в.пиянйя напряжений изгиба и среза.Предложенная- конструкция устройства позволяет использовать оправку меньшего диаметра и уменьшить потребное усилие обжатия, за счет чего обеспечивается снижение экономических затрат на проведение процесса раскатки поковок.. Формула иаабретения Устройство ДЛИ расКатки поковок на ковочных прессах, содержащее цилйндрическую оправку и стойки, о т л и ч а ю ц е б с я тем, что, е целью унижения экономических затрат за счет .уменьшения потребного усилия деформироаания, ойо снабжено балкой, установленной на зхойках, а оправка раз-. в пазу, выполненном на балке. Источники информации, принятые.во внимание при экспертизе: 1. Сторржев М.В. и др. Технология ковки и торячей штамповки цветных металлов и сплавов,; , м., Шлсшая школа , 1967, с.74.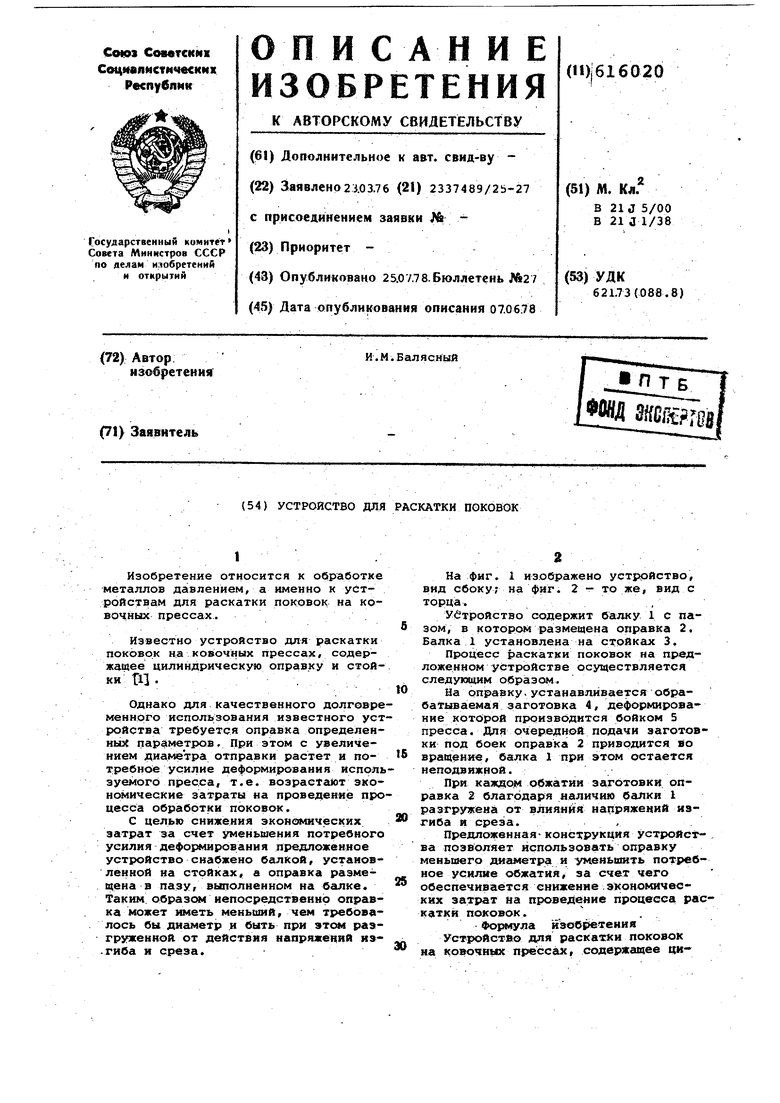
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ раскатки полых цилиндрических заготовок | 1988 |
|
SU1620200A1 |
| ИНСТРУМЕНТ ДЛЯ РАСКАТКИ КОЛЬЦЕВЫХ ЗАГОТОВОК | 1994 |
|
RU2071861C1 |
| Способ изготовления кольцевых поковок | 1988 |
|
SU1574345A1 |
| Способ изготовления крупногабаритных пустотелых поковок | 1985 |
|
SU1382562A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК ПРЯМОУГОЛЬНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2007 |
|
RU2362648C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ СФЕРИЧЕСКИХ ПОКОВОК | 2015 |
|
RU2601840C2 |
| УСТРОЙСТВО ДЛЯ КОВКИ ПОКОВОК КОЛЕЦ | 1992 |
|
RU2009758C1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| Устройство для раскатки изделий вне зоны пресса | 1985 |
|
SU1402401A1 |
| Способ изготовления кольцевых поковок из полых слитков | 1990 |
|
SU1738465A1 |
-fe
фие.1
Фи(.г
