Изобретение относится к обработке металлов давлением, а именно к изготовлению кузнечной раскаткой кольцевых поковок двутаврового профиля.
Цель изобретения - экономия металла за счет получения двутаврового профиля поковки с наружными и внутренними полками.
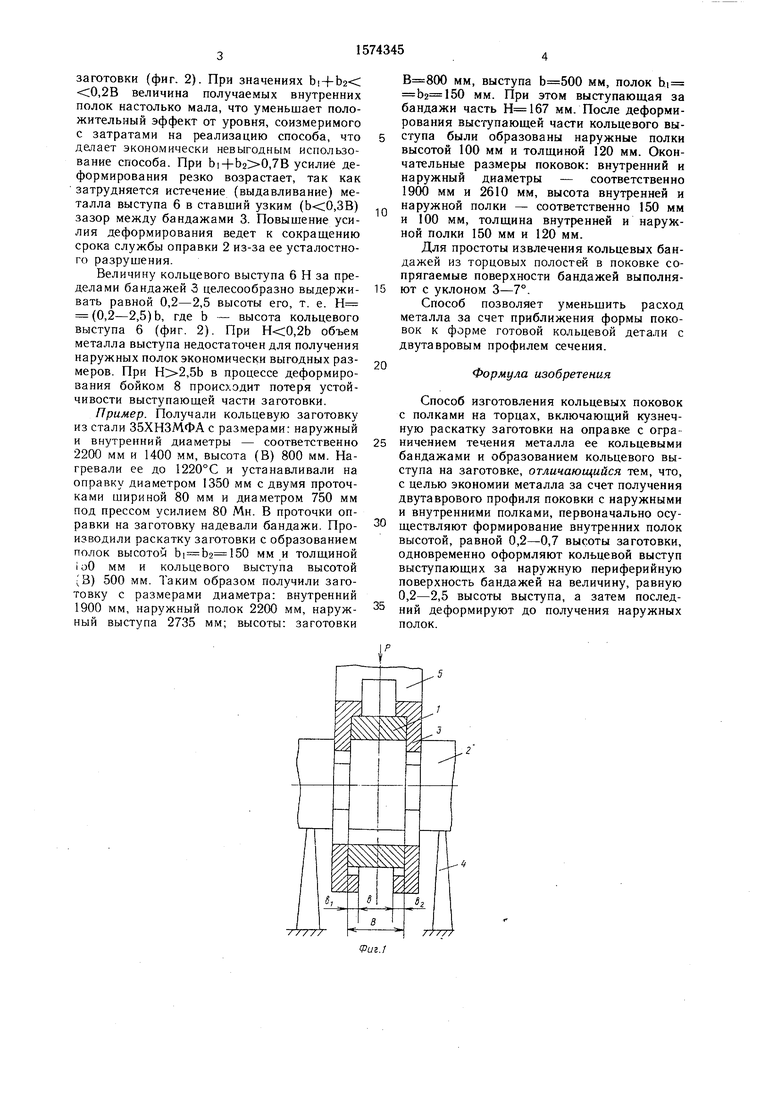
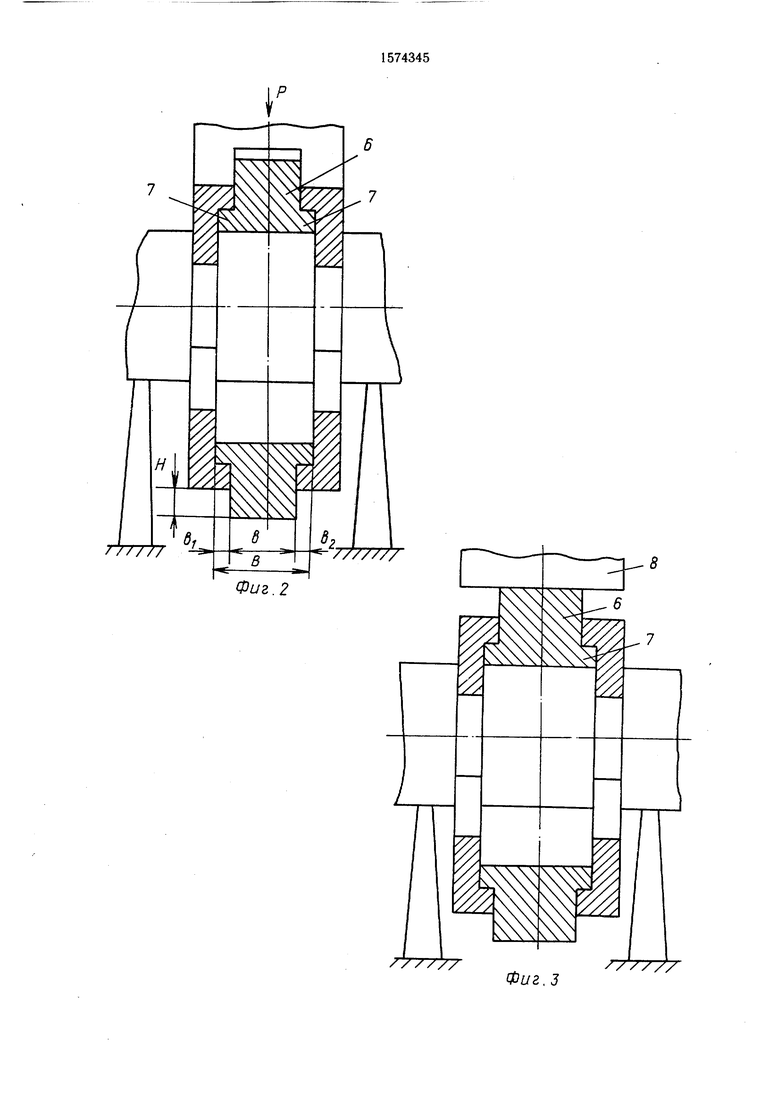
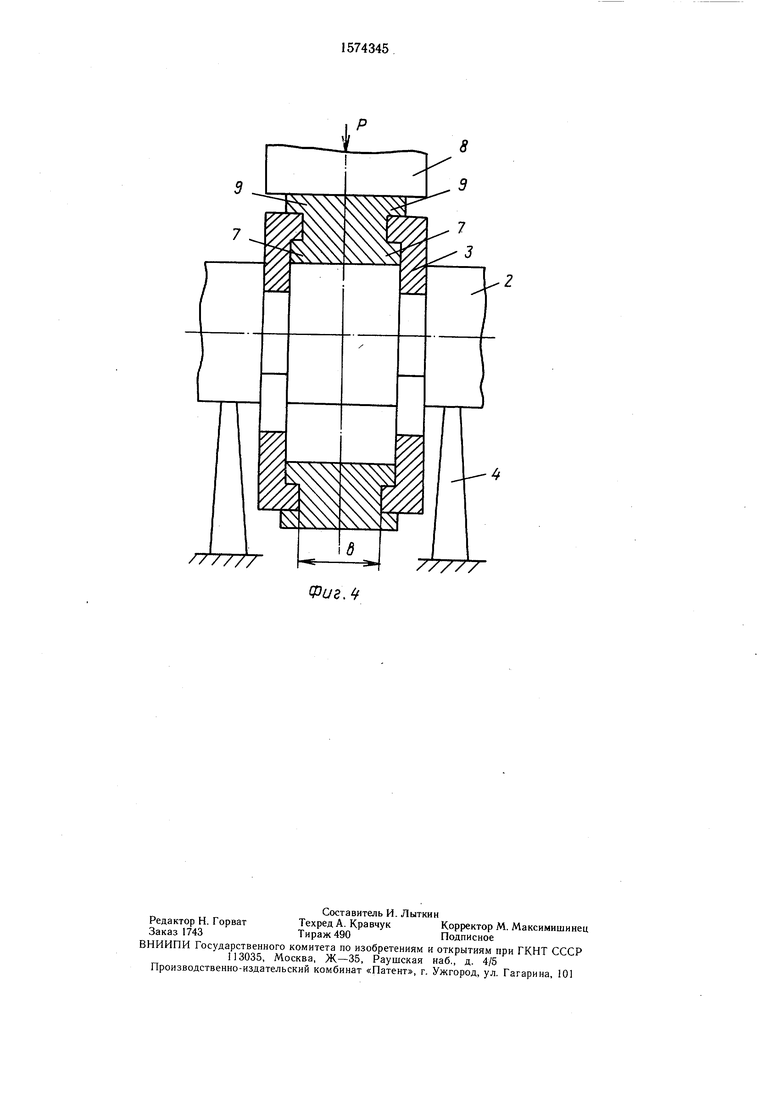
На фиг. 1 изображено исходное положение инструмента и заготовки; на фиг. 2 - положение в конце образования внутренней полки и кольцевого выступа; на фиг. 3 и 4 - положение соответственно в начале и в конце получения наружных полок.
Способ осуществляют следующим образом.
Кольцевую заготовку 1 устанавливают на оправку 2. На торцы кольцевой заготовки 1 устанавливают кольцевые бандажи 3, фиксируемые от осевых смещений в проточках оправки 2 (фиг. 1). Оправку 2 устанавливают на опорах 4. Фигурным бойком 5, закрепленным на плунжере пресса (не показан), поочередно нажимают на кольцевые бандажи 3, деформируя заготовку 1, и пово(/
рачивают ее, подавая на очередное обжатие. После определенного числа обжатий и кантовок на раскатываемой заготовке 1 образуются кольцевой выступ 6 и внутренние полки 7. В процессе раскатки происходит увеличение радиальных размеров заготовки до касания наружных периферийных поверхностей полок 7 шириной bi и Ъ с внутренними периферийными поверхностями кольцевых бандажей 3. При этом кольцевой выступ 6 высотой b выступает над периферийной поверхностью бандажей 3 на величину Н (фиг. 2). Затем фигурный боек 5 меняют на боек 8 (фиг. 3) и производят дальнейшую раскатку, обжимая выступ 6 до получения наружных полок 9 (фиг 4). На втором этапе раскатки отсутствует увеличение радиальных размеров, а в области, выступающей за пределы кольцевых бандажей, происходит уменьшение наружных размеров и увеличение осевых.
Высоту внутренних полок 7 целесообразно выдерживать равной 0,2-0,7 высоты заготовки, т. е. bi + b2(0,2-0,7) В, где Ь, и D2 - высота внутренних полок; В - высота
ел i
Ј
00
pfcb ел
заготовки (фиг. 2). При значениях bi + b2 ,2В величина получаемых внутренних полок настолько мала, что уменьшает положительный эффект от уровня, соизмеримого с затратами на реализацию способа, что делает экономически невыгодным использование способа. При bi+b2 0,7B усилие деформирования резко возрастает, так как затрудняется истечение (выдавливание) металла выступа 6 в ставший узким (,ЗВ) зазор между бандажами 3. Повышение усилия деформирования ведет к сокращению срока службы оправки 2 из-за ее усталостного разрушения.
Величину кольцевого выступа 6 Н за пределами бандажей 3 целесообразно выдерживать равной 0,2-2,5 высоты его, т. е. Н (0,2-2,5) Ь, где b - высота кольцевого выступа б (фиг. 2). При ,2Ь объем металла выступа недостаточен для получения наружных полок экономически выгодных размеров. При ,5Ь в процессе деформирования бойком 8 происходит потеря устойчивости выступающей части заготовки.
Пример. Получали кольцевую заготовку из стали 35ХНЗМФА с размерами: наружный и внутренний диаметры - соответственно 2200 мм и 1400 мм, высота (В) 800 мм. Нагревали ее до 1220°С и устанавливали на оправку диаметром 1350 мм с двумя проточками шириной 80 мм и диаметром 750 мм под прессом усилием 80 Мн. В проточки оправки на заготовку надевали бандажи. Производили раскатку заготовки с образованием полок высотой мм и толщиной ioO мм и кольцевого выступа высотой (3) 500 мм. Таким образом получили заготовку с размерами диаметра: внутренний 1900 мм, наружный полок 2200 мм, наружный выступа 2735 мм; высоты: заготовки
мм, выступа мм, полок Ь мм. При этом выступающая за бандажи часть мм. После деформирования выступающей части кольцевого вы- ступа были образованы наружные полки высотой 100 мм и толщиной 120 мм. Окончательные размеры поковок: внутренний и наружный диаметры - соответственно 1900 мм и 2610 мм, высота внутренней и наружной полки - соответственно 150 мм и 100 мм, толщина внутренней и наружной полки 150 мм и 120 мм.
Для простоты извлечения кольцевых бандажей из торцовых полостей в поковке сопрягаемые поверхности бандажей выполня- ют с уклоном 3-7°.
Способ позволяет уменьшить расход металла за счет приближения формы поковок к форме готовой кольцевой детали с двутавровым профилем сечения.
0
Формула изобретения
Способ изготовления кольцевых поковок с полками на торцах, включающий кузнечную раскатку заготовки на оправке с ограничением течения металла ее кольцевыми бандажами и образованием кольцевого выступа на заготовке, отличающийся тем, что, с целью экономии металла за счет получения двутаврового профиля поковки с наружными и внутренними полками, первоначально осуществляют формирование внутренних полок высотой, равной 0,2-0,7 высоты заготовки, одновременно оформляют кольцевой выступ выступающих за наружную периферийную поверхность бандажей на величину, равную 0,2-2,5 высоты выступа, а затем последний деформируют до получения наружных полок.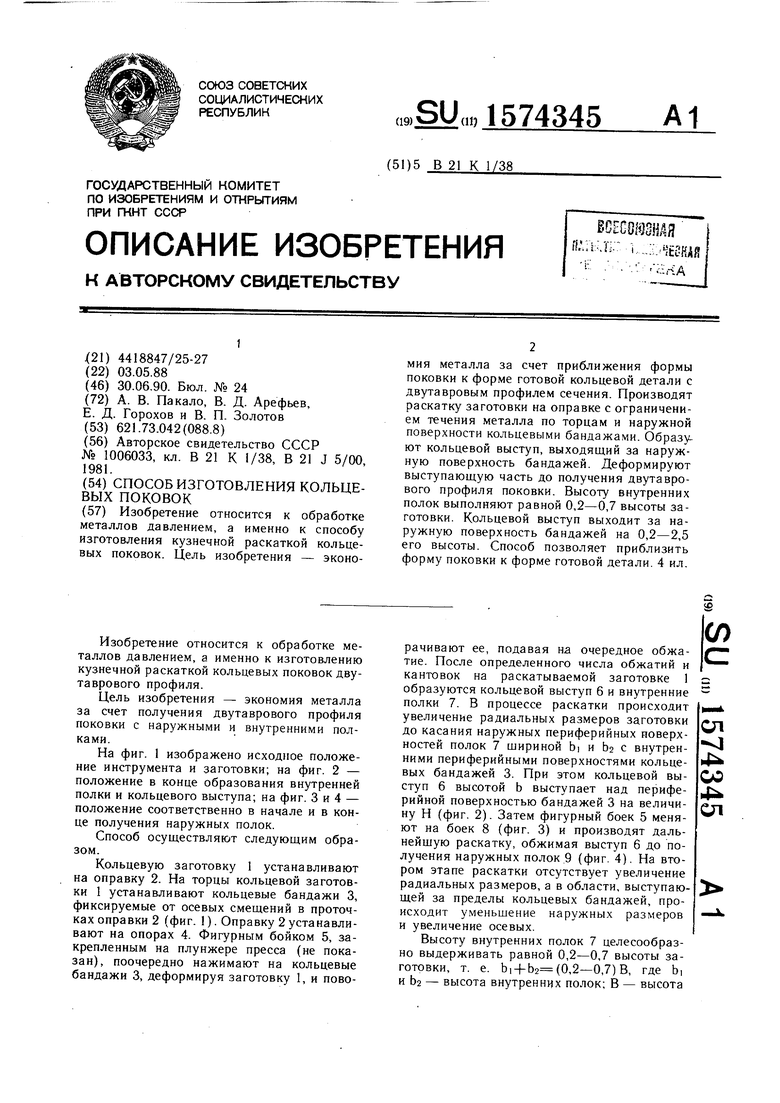
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления кольцевых поковок | 1980 |
|
SU897373A1 |
| Способ изготовления кольцевых поковок | 1988 |
|
SU1540917A1 |
| Способ изготовления кольцевых поковок | 1980 |
|
SU902960A1 |
| Устройство для раскатки кольцевых поковок | 1981 |
|
SU1006033A1 |
| Способ изготовления кольцевых поковок | 1981 |
|
SU956123A1 |
| Способ ковки полых поковок | 1983 |
|
SU1204309A1 |
| Способ изготовления полых конических поковок | 1986 |
|
SU1470414A1 |
| Способ изготовления полых поковок | 1981 |
|
SU963662A1 |
| Способ изготовления полых поковок типа шаровых сосудов с кольцевым выступом | 1988 |
|
SU1540905A1 |
| Способ изготовления кольцевых поковок | 1980 |
|
SU889250A1 |
Изобретение относится к обработке металлов давлением, а именно к способу изготовления кузнечной раскатной кольцевых поковок. Цель изобретения - экономия металла за счет приближения формы поковки к форме готовой кольцевой детали с двутавровым профилем сечения. Производят раскатку заготовки на оправке с ограничением течения металла по торцам и наружной поверхности кольцевыми бандажами. Образуют кольцевой выступ, выходящий за наружную поверхность бандажей. Деформируют выступающую часть до получения двутаврового профиля поковки. Высоту внутренних полок выполняют равной 0,2...0,7 высоты заготовки. Кольцевой выступ выходит за наружную поверхность бандажей на 0,2...2,5 его высоты. Способ позволяет приблизить форму поковки к форме готовой детали. 4 ил.
8
////7/
Фиг Л
| Устройство для раскатки кольцевых поковок | 1981 |
|
SU1006033A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
