(21)3955938/25-27
(22)10.07.85
(46) 23.03.88. Бюл. № 1 1
(71)Краматорский индустриальный ий- ститут
(72)И.П.Шелаев, В.О.Кононенко, В.А.Ходос, А.Н.Анохин и В.Д.Барка- лов
(53)621.735,9 (088.8)
(56)Охрименко Я.М. Технология куз- нечно-штамповочного производства.
М.: Машиностроение, 1976, с. 193. .
(54)СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПУСТОТЕЛЫХ ПОКОВОК
(57)Изобретение относится к обработке металлов давлением и может быть использовано при технологии изготовления полых поковок большого диаметра и большой высоты. Цель - уменьшение конусности и снижение нагрузки на оправку при раскатке. Раскатку осуществляют отдельными участками. Сначала раскатывают участок, примы кающий к одному торцу поковки, затем такой же участок, примыкающий к дру гому торцу поковки. В такой же последовательности раскатывают следукг- шяе участки. Оставшийся центральный участок раскатывают также поочередно. Расчет длины учасков проводится на основании условий раскатки. Способ позволяет снитьи нагрузку на оправки, повысить их стойкость, уменьшить их количество со сниженнем себестоимости поковки, увеличить качество поковок за счет исключения конус- ности. 5 ил.
9
(Л

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых цилиндрических поковок | 1982 |
|
SU1169785A1 |
| Способ изготовления кольцевых поковок | 1988 |
|
SU1540917A1 |
| Способ изготовления поковок дисков | 1988 |
|
SU1579626A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК ДЛЯ ПОДШИПНИКОВ МЕТОДАМИ СВОБОДНОЙ КОВКИ | 2003 |
|
RU2247622C2 |
| Способ изготовления кольцевых поковок | 1988 |
|
SU1574345A1 |
| Устройство для кузнечной раскатки кольцевых заготовок | 1991 |
|
SU1808454A1 |
| Способ ковки полых поковок | 1983 |
|
SU1204309A1 |
| Способ изготовления кольцевых поковок из полых слитков | 1990 |
|
SU1738465A1 |
| Способ изготовления полых цилиндрических поковок | 1981 |
|
SU1017421A1 |
| СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК ДЕТАЛЕЙ ЗАМКА БУРИЛЬНОЙ КОЛОННЫ | 2011 |
|
RU2465980C1 |

00 00
ю ел
Од
1C
Изобретение относится к обработке металлов давлением и может быть не-- пользовано при изготовлении раскаг- кой высоких пустотелых поковок типа обечаек.
Цель ияобретения - уменьшение ко- нуснести и снижение нагрузки на оп равку при раскатке высоких поковок.
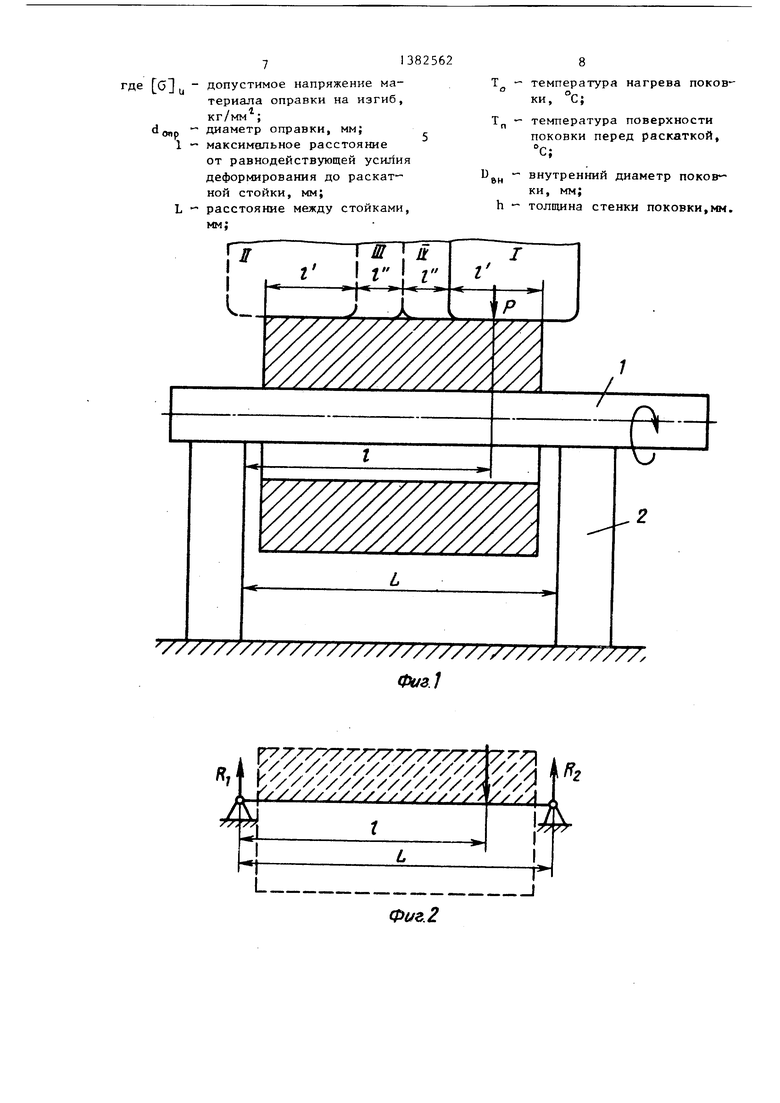
На фиг.1 показана последователь ность раскатки заготовки по всей вы соте двумя парами кольцевых учасг ков, вначале со стороны торцов (пози ции I, II), а затем середины заготов ки (позиции III, IV), при одинаковой длине участков каждой пары; на фиг.2 расчетная схема нагрузки оправки, расположенной на стойках; на фиг.З - схема нагружения оправки на начальном этапе раскатывания; на фиг.4 расчетная схема нагружения оправки при деформировании участков со стороны торцов; на фиг.З - схема нагружепия оправки при раскатке средних участков.
Предложенный способ осуществляют следующим образом.
Полую заготовку после операции протяжки устанавливают на оправку 1 (фиг.1), расположенную на раскатных стойках 2, и осуществляют раскатку по всей высоте парами кольцевых.участков, начиная со стороны торцов (фиг.1, позиции I, II). Изготовить высокую заготовку раскаткой с перекрытием бойком всей ее высоты не удается ввиду сильного изгиба оправки из-за большого изгибающего момента и выхода ее из строя. В общем виде нагружения оправки усилием де- формирования со стороны бойка (фиг.2 изгибаюпшй момент определяется формулой
М
Р(1 - -i-)l.
.В случае приложения нагрузки по ере, - -ь
изгибающий МОдине опор при мент равен
м.,г Р( - -ГВследствие большого расстояния между опорами выполнимость процесса
1
(1 )-1
1000(20000 - 16Т„ - 4,14Тп + 1,10.. + 5,37h)
раскатки высоких пустотелых поковок определяется способностью оправки вы держать изгибающий момент без разрушения. Напряжения от изгиба в оправке не должны превышать допустимых. Напряжения изгиба определяются форму
лой
Р( --i-)
1
«--г----г--- Ии.
где W - момент сопротивления изгибу сечения оправки. .
15
Для круглой оправки W О,Idonp этому
по
Р(1 - -i-)1
Cl
O.
Экспериментальные исследования изменения усилий раскатки Р в крупных натурных поковках и обработка этих материалов на ЭВМ позволили получить зависимость усилия (в килограммах) от всех параметров
д
0
5
5
0
Р 1000 (20000 - 16 TO - 4,14
+ IJDen где Tg Т. п
D.,. + 5,37h. + 0,571),
Тптемпература нагрева поковки,
С (1200-1260); температура поверхности поковки, °С (780-1070);
в«
внутренний диаметр поковки, мм (850-3500); h - толщина стенки поковки, мм , (285-1124);
1 - длина деформируемого участка поковки под бойком, мм (680- 3500). Исходя из зависимости Р f(l ), получена формула по определению значения длины обжимаемого участка 1 , допускаемой прочностью материала оправки на изгиб. В предельном случае
Р 1000(20000 - 16То - 4,14Т„ -- ,10вн 5,37h « 0,571)
. - (I --i-).l
Отсюда длина обжимаемого участка 1 , допускаемая прочностью материала оправки на изгиб, равна
Раскатку в паре кольцевых участко со стороны торцов (фиг.1, позиции I, II), в том числе и для остальных пар (фиг.1, гтоэиияи III, IV) следует осу П1ествлять при одинаковой длине участков в паре. Приложение нагрузки при раскатке на нечетных участках приводит к отклонению плоскости торцов заготовки от вертикального положения на определенный угол. Деформирование заготовки на четных кольцевых участках при такой же длине, как и на нечетных, приводит к повороту заготовки в обратном направлении на такой же угол и возврату в вертикальное положение .
Раскатка кольцевыми участками при различной длине участков в парах вызывает появление конусности, что является нежелательным. После раскатки двумя кольцевыми участками со стороны торцов осуществляют раскатку середины заготовки (фиг.1, поз. III, IV). Изгибающий момент оправки при раскатке середины заготовки на позициях III, IV больше, чем при раскатке со стороны торцов на позициях I, II. ков
Поэтому длина кольцевых участ- ,/| 1 , допускаемая прочностью материала оправки на изгиб, меньше, чем l .
Исходя из анализа расчетов длин кольцевых участков при раскатке крупных высоких пустотелых поковок, следует, что вследствие малой длины уча-
570
Исходными данными для расчета дли ны кольцевых участков раскатки на начальном этапе являются: TQ 1200°С, Т„ 1050°С., Вв„ 12500 мм, h 425 мм, О Зи 15 кг/мм, расстоя ох«1 т АППП t.n.1 г
пр
ние между стойками L 6000 мм, dgp.
1 100 м. В расчете на выполнение раскатки двумя кольцевыми участками по всей высоте заготовки длиной уча 5 0л1 1122
,, L: Jiii
- 1000(20000 - 161200 - 4,14-1050 + 1 , 1 1250+5,37425)
3285 мм
0
5
0
5
0
5
стков в болыш1нстве случаев для раскатки середины заготовки ся два участка. Однако могут быть случаи, когда можно обойтись одним участком длиной 1 , или он может вовсе отсутствовать.
Пример. Поковку обечайки с нарухным диаметров 2360i 26 мм,внутренним диаметром 1720 ± 26 мм, высотой 5500 ±100 мм куют из слитка массой 145000 кг на гидравлическом прессе усилием 15000 тс. Материал - сталь 15Х211МФЛ, масса поковки 97000 кг.
В первом выносе слиток биллетиру ют на диаметр 1960 мм и вырубают блок длиной А550 ьгм. Во втором выносе блок осаживают до высоты 2000 мм, прошивают пустотелым прошивнем диаметром 950 мм и раскатывают заготовку до внутреннего диаметра 1300 мм на оправке диаметром 900 мм с перекрытием плоскостью бойка всей высоты заготовки. В третьем выносе осуществляют получение протяжкой с оправкой заготовки наружным диаметром 2100 мм, внутренним 1250 мм и длиной 5500 мм. В четвертом выносе после нагрева до Тр 1200 С осуществляют раскатку полученной заготовки до поковочных размеров на оправке диаметром 1100 мм. Раскатку осуществляют парами кольцевых участков вначале со стороны торцов, а затем середины заготовки при одинаковой длине участков каждой пары, определяемой по формуле
стков 2750 мм максимальное расстоя - ние от равнодействующей усилия деформирования на участках до опоры равно 4500 мм. Схема нагружения оправки на начальном этапе раскатки показана на фиг.З.
Максимальная длина участков деформирования 1 , допускаемая прочностью оправки на изгиб равна
Так как 1 3285 мм и больше половины высоты, раскатку на начальном этапе осуществлпли по высоте заготовки двумя кольцевыми участками одинаконой длины, равной 2750 мм.
Исходными данными для расчета длины кольцевых участков раскатки на ко-
13825626
стойками 6000 мм, d
Раскатку на конечном ляют двумя парами ко вначале со стороны середины заготовки. нагруже1шя оправки п участков со стороны лена на фиг.4. Макси
1100 мм. Раскатку на конечном этапе осуществляют двумя парами кольцевых участков вначале со стороны торцов, а затем середины заготовки. Расчетная схема нагруже1шя оправки при деформировани участков со стороны торцов представлена на фиг.4. Максимальная длина
печном этапе являются: Т„ ,
О
1„ - 800 С, Вщ, 1720 мм, h 320 мм, Q кольцевых участков со стороны торцов ,у 15 кг/мм . Расстояние между равна
т,
Г 6
IS-Oa-HOO:... . ,000„0000-,6.
. i:J5iL °°°
2300 мм.
Оставшийся участок по середине заготовки величиной 5500 - 2-2300 900 мм раскатывают двумя кольцевыми участками длиной l 450 мм, так как допустимая длина участков также равна 450 мм. Схема нагружения оправки при раскатке средних участков представлена на фиг.5.
Раскатка при одинаковой длине участков согласно предложенному способу, как показала практика, необходима для исключения появления конусности. Раскатка парами кольцевых участков, начиная со стороны торцов при одинаковой длине участков каждой пары, приводит к одинаковым условиям деформирования заготовки, к исключению появления конусности. Здесь положительную роль играет также большая высота заготовки. Если вести раскатку кольцевыми участками по высоте заго- товки в одном направлении от одного торца к другому, то это вызывает рез-- кое появление конусности в поковке, особенно при деформировании заготовки на последнем кольцевом участке у торца. Заготовка в этот момент деформирования контактирует своей внутрен ней поверхностью с оправкой только на длине кольцевого участка. Деформирование в этом случае приводит к по вороту заготовки в вертикальной плоскости и конусности.
IfL 2iid np
, (1 - ) 1 1
1000(20000 - 16Т„ - 4,14Тр + IJOg + 5,37h)
стойками 6000 мм, d
1100 мм. Раскатку на конечном этапе осуществляют двумя парами кольцевых участков , вначале со стороны торцов, а затем середины заготовки. Расчетная схема нагруже1шя оправки при деформировании участков со стороны торцов представлена на фиг.4. Максимальная длина
1200 - 4,U 800 + 1,1-1720 + 5,37-320)
Применение способа раскатки парами кольцевых участков позволяет снизить нагрузку на оправку, тем самым увеличивая срок ее использования. Это увеличивает производительность за счет уменьшения смены оправок и их изготовления с уменьшением стоимости изделий. Применение способа позволяет увеличить качество поковок за счет исключения появления конусности при раскатке.
Формула изобретения
Способ изготовления крупногабаритных пустотелых поковок, включающий предварительную протяжку полой заготовки на оправке и последуюшую рас--- катку по всей высоте до поковочных размеров, отличающийся тем, что, с целью повышения качества изделий и повышения коэффициента использования материала заготовки за счет исключения конусности и снижения нагрузки на оправку при деформировании поковок, раскатку проводят парными кольцевыми участками от торцов к середине поковки при чередовании обжатий в каждой паре с одной стороны поковки на противоположную с одинаковой длиной участков каждой пары, при этом длина вдоль оси поковки кахщого обжимаемого участка определяется по формуле
х V // //// /// // /// /////у/У//////////
Ш
у/
И
I,I
Фиг.2
0t/8.J
/// // /// /////////
г
Ш
у//
k-«
Фиг.Ъ 5500
.
сригб
