(54) СПОСОБ гаДРОСТАТИЧЕСКОГО ПРЕССОВАНИЯ ИЗДЕШЙ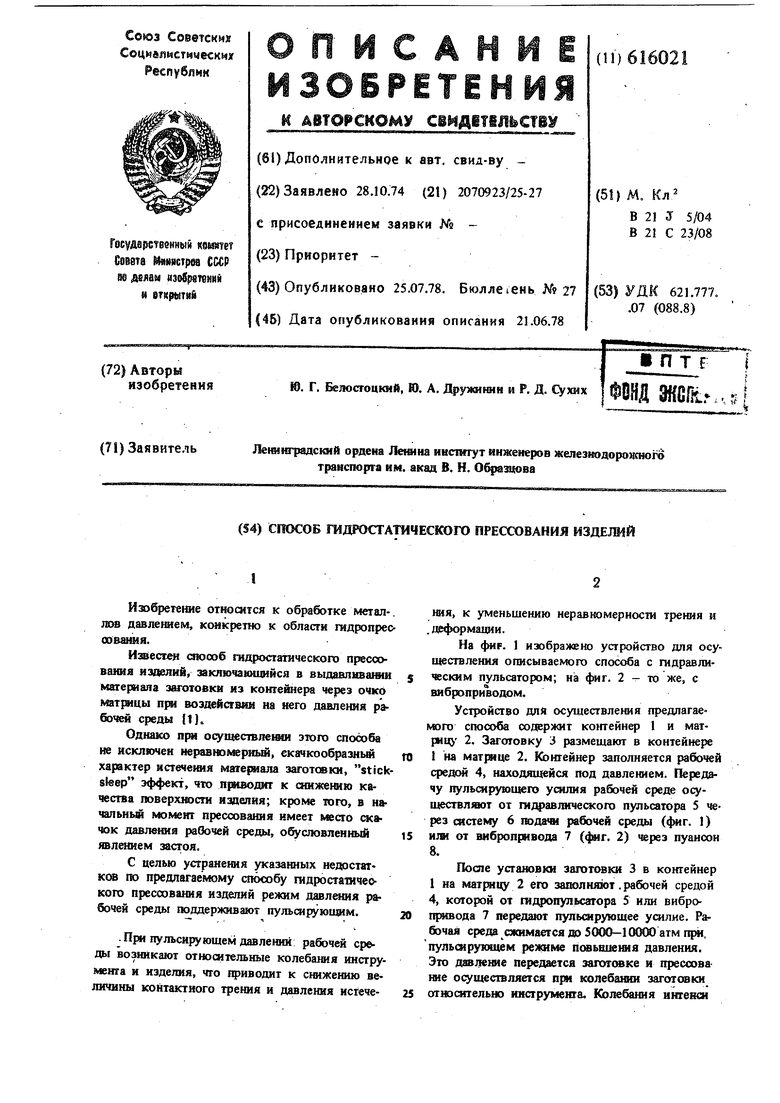
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гидропрессования с противодавлением | 1978 |
|
SU782902A1 |
| Устройство для гидромеханического прессования изделий | 1981 |
|
SU1165524A1 |
| Способ изготовления углеродных заготовок и пресс для его осуществления | 1990 |
|
SU1736922A1 |
| Машина для вибрационной обработки деталей | 1978 |
|
SU742116A1 |
| Устройство для выдавливания длинномерных изделий | 1990 |
|
SU1810155A1 |
| Устройство для гидропрессования с противодавлением | 1982 |
|
SU1049153A1 |
| Инструмент к прессу для гидростатического прессования изделий | 1980 |
|
SU984600A1 |
| Устройство для гидропрессования штучных заготовок | 1987 |
|
SU1581451A1 |
| Тампонажное устройство | 1988 |
|
SU1652509A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОМЕХАНИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЯ | 1994 |
|
RU2096107C1 |
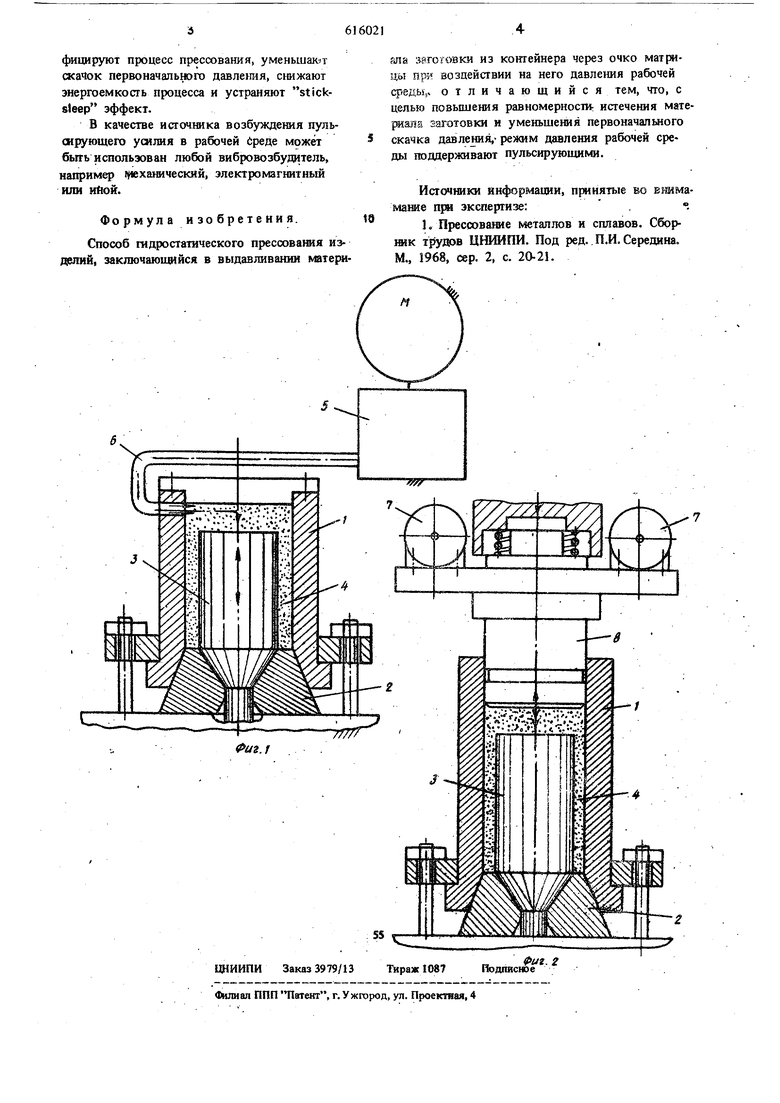
Изобретеиие относится к обработке металИОВ дав;юнием, коикрепю к области шдропрео сова1шя. Известен (яюооб гадростатического п(жсооваиия изоелий, заключаюидайся в выдавл1ша1«и материала заготовки из контейнера через очко матрщы п{Я1 воздействии на него давления рабочей среды ПК Однако ар ос ществлеюш этого способа ие исключен ие :твномерный, екачкообразиьш характер истече1в1я мзаеряаля заготовки, stick steep эффект, что приводит к снижению ка%ства поверхности изделия; кроме того, в иачальньА MOMetrr нрессоваиия имеет место цавпеияя рабочей среды, обусловлеииый явлением застоя. С целью устранения указанных иедостатков 1Ю предлагаемому способу гидростахичеокого прессования изделий режим рабочей среды Еюддерживают пульсирующим. .П1Ж пульсирующем давлении: рабочей среды возникают относительные колеба}шя инаруменга и изделия, что {фиводит к сшжению величины коИтактиого треиия и давления истечения, к уменьшению нерзвномерносга трения и деформации. На фир. 1 изображено устройство для осуществления описываемого способа с гидравлическим пульсатором; на фиг. 2 - то же, с виброприводом. Устройство для осуществления предлагаеого способа содержит контейнер 1 и матрмц 2. Заготовку 3 размещают в контейнере 1 на матрице 2. Контейнер заполняется рабочей средой 4, находящейся под давлением. Передачу пульосрующего усилия рабочей среде осуществляют от гищ авлического пульсатора 5 через систему 6 подаш рабочей среды (фиг. 1) или от ш|бропривода 7 (фиг. 2) через пуансон 8. После установки заготсжки 3 в контейнер 1 на матртцу 2 его заполняют. рабочей средой 4, которой от гадропульсатора 5 или виброщягаода 7 передают пульсирующее усилие. Рабочая среда сжимается до 5(КЮ-10(ХЮ атм щт, пульс рукяцем режиме псюьвиегая давления. Это давлеше передается заготовке и прессова ние осуществляется при колебании заготовки отю(жтельно инструмента. Колебания ннтенси
