(54) ХОЛОДНОВЫСАДОЧНЫЙ МйОГОПОЗШКЮНЯЫЙ АВТОМАТ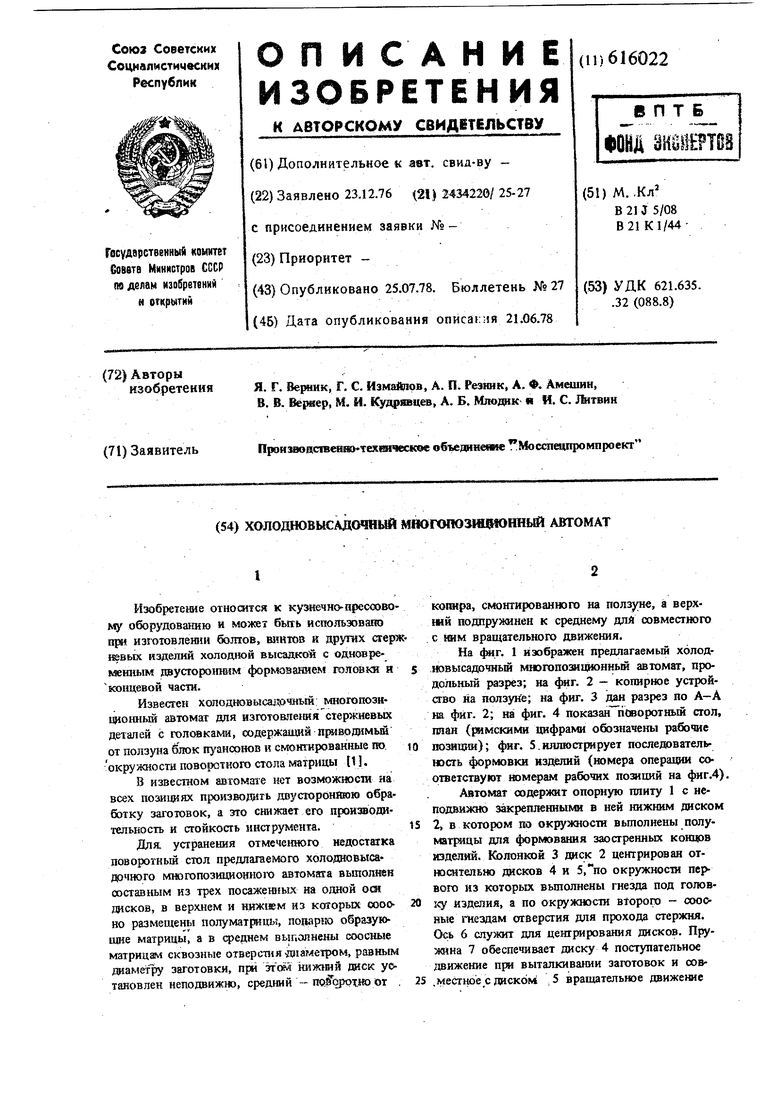
| название | год | авторы | номер документа |
|---|---|---|---|
| Холодновысадочный автомат | 1980 |
|
SU940991A1 |
| Холодновысадочный автомат | 1979 |
|
SU829293A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ГИБКИ ГАЕЧНОГО КЛЮЧА | 2011 |
|
RU2460602C1 |
| Автомат для штамповки из заготовок стержневых деталей | 1980 |
|
SU1053942A1 |
| Холодновысадочный автомат для изготовления полупустотелых заклепок | 1989 |
|
SU1632599A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА | 2023 |
|
RU2819479C1 |
| Механизм переноса заготовок многопозиционных холодновысадочных автоматов | 1978 |
|
SU740374A1 |
| АВТОМАТ ДЛЯ ОБРАБОТКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2021070C1 |
| Двухударный однопозиционный автомат для холодной высадки деталей стержневого типа | 1982 |
|
SU1084102A1 |
| ЗОЮЗНАЯ \Ь;;,П:НТй^-|?ШМ?04(Ц 1^нЬЛуТЕНД- j | 1972 |
|
SU331839A1 |
Изобретеше относится к кузнечно-нресоовому оборудовашю и может быть использовано при изготовлении болтов, шштов к других стервгвых изделий холодной высадкой с одновремеш1ым дэусторо5П№ М формованием голойкя и ковдевой части.
Известен хоподновысщдачньш; многопознинонньш автомат для изготовлешя стержневых деталей с головками, содержащий п ыводимый от ползуна ёлок пуансонов и смонгкрованные по. окружности поворстиого стола матрицы {1.
В известном автомате нет возможносга на всех позициях производить двустороннюю обработку заготовок, а это снижает его производительность и стойкость инструмента.
Для устранения отмеченного недостатка поворотный стол предлагаемого холодновысадочного многопозиционного автомета вьшолдан составным из трех посаженных на одной ош дисков, в верхнем и нижтем из коггорых соооно размещены полумат|Н ць, подарно образуюцдге матрицы, а в среднем выполнены соосные MBTpHuavi сквозные отверстия днаме1ром, равным деаме ру заготовки, прл этдай нижний даек установлен неподвижно, средний - nofopotMo от
копира, смонтированного на ползуне, а верхний подаружинен к среднему дли совместного с шм вращательного движения.
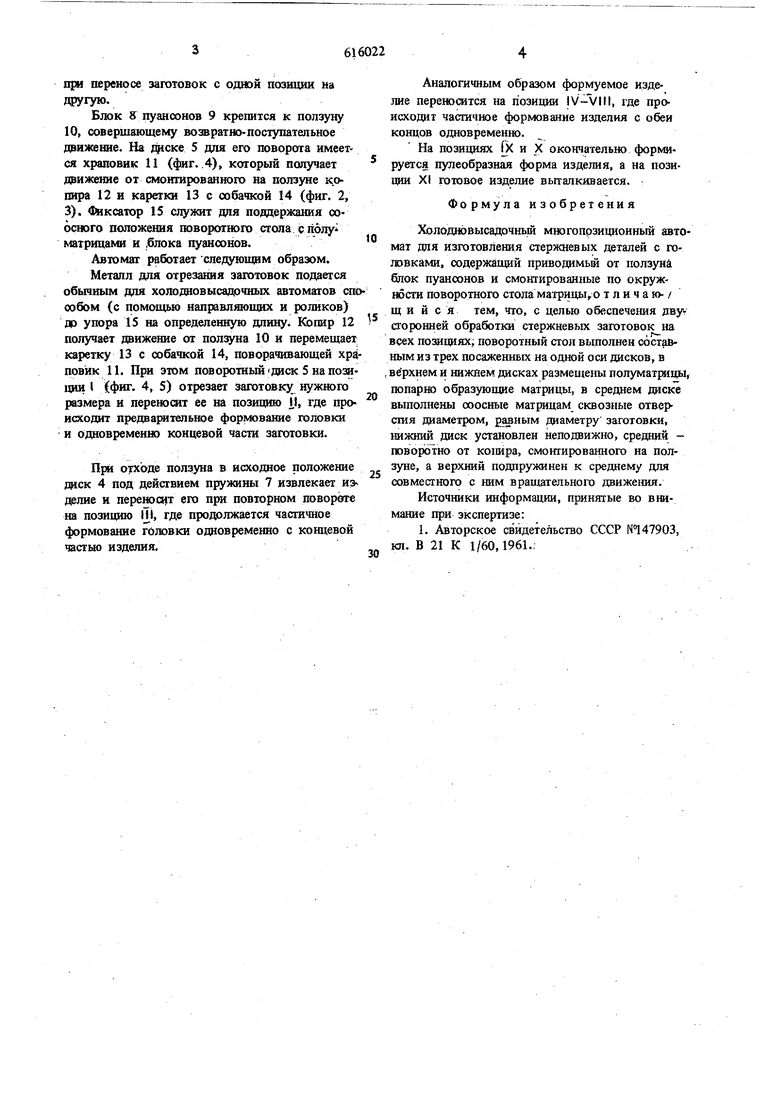
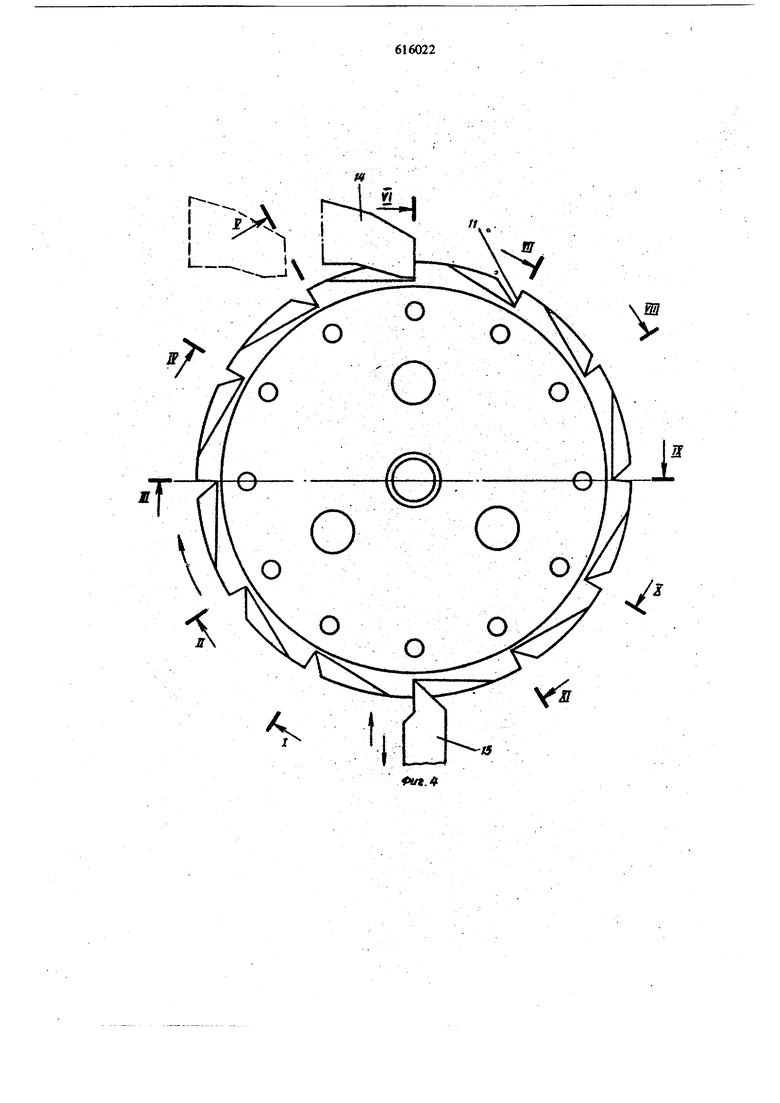
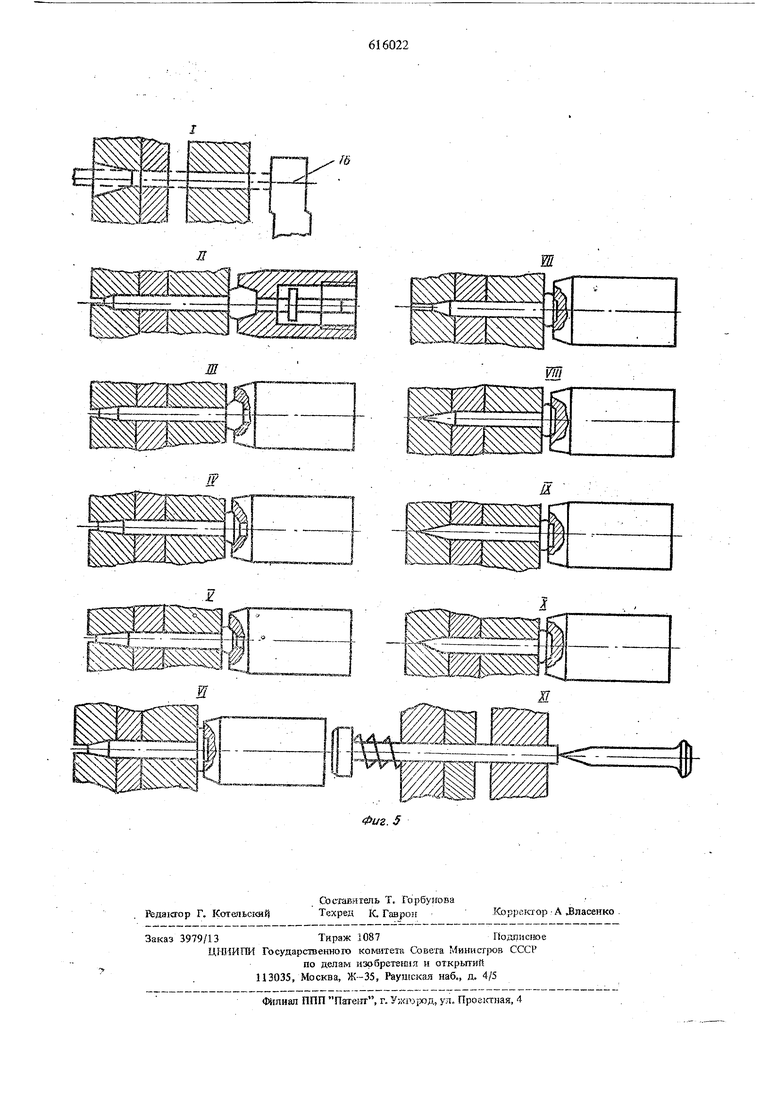
На фаг, 1 изображен предлагаемый холодновысадочный многопозищюнный автомат, продольный разрез; на фиг. 2 - копирное устройство на ползуне; на фиг. 3 дан разрез по А-А на фИг. 2; на фиг. 4 показан 110воротный стол, план (римскими цифрами обозначены рабочие №)3Huisc); фиг. 5.нллюст «рует последователь юсть формовки ИЗДЕЛИЙ (номера операции соответствуют номершл рабочих позиций на фиг.4)
Автомат содержит опорную плнту 1 с неподш1жно з репленными в ней нижним диском 2, в котором по окружности вьшолнены полукатрщы для формовшшя заостренных концов изделмо. Колонкой 3 диск 2 центрирован относмтелыю дисков 4 и 5,по окружности первого из которых вьшолнены гнезда под головку изделия, а по окружности второго - сооо нь гнездам отверстия для прохода стержня. Ось 6 служит для центрирования дисков. ПруЖ4на 7 обеспечивает диску 4 поступательное движение при выталкивании заготовок и сов. местное с диском ,5 вращательное движение при переносе заготовок с одной позиции на цругую, Блок 5 пуансонов 9 крепится к ползут 10, совершающему возвратно-поступательное движение. На даске 5 для его поворота имеется храповик 11 (фиг. .4), который получает движение от смонтированного на ползуне к.опира 12 и каретки 13 с собачкой 14 (фиг. 2, 3). (Еиксатор 15 служит для поддержания соосного положения поворотюго стопа с полу матрицами и .блока пуансонов. Автомат работает следующим образом. Металл для отрезания заготовок подается обычным для холодновысадочных автоматов спо собом (с направляющих и роликов) до упора 15 на определенную длину Копир 12 получает движение от ползуна 10 и перемещает каретку 13 с собачкой 14, поворачивающей храповик 11. При этом поворотныйДИСК 5 на позиции I (фиг. 4, 5) отрезает заготовку нужного размера и переносит ее на позицию И, где происходит предва1 1тельное формование головки и Одновременно концевой части заготовки. При отходе ползуна в исходное положение даек 4 под действием пружины 7 извлекает из делие и переносит его при повторном повороте на позицию Ж, где продолжается часгачное формование головки одновременно с концевой частые изделия, Аналогичным образом формуемое Изделие переносится на позиции jV-Vlll, где происходит частичное формование изделия с обей концов одновремен1ю. На позициях (Х и X окончательно формируется пулеобразная форма изделия, а на позиции Xt готовое изделие выталкивается. Формула изобретения ХолодновысаДочньш многопрзиционный автомат для изготовления стержневых деталей с головками, содержащий приводимый от ползунй блок пуансонов и смонтированные по окружности поворотного стола матрицыj о т л и ч а to- / щи и с я тем, что, с целью обеспече1шя двут сторонней обработки стержневых заготовок на всех позициях; поворотный стол вьшолнен составным и 3 трех посаженных на одной о си дисков, в верхнем и нижнем дисках размещены полуматрицы, попарно образующие матрицы, в среднем диске выполнены соосные матрицам сквозные отверсшя диаметром, диаметру заготовки, нижний диск установлен неподвижно, средний noBopolHO от ко1шра, смонтированного на ползуне, а верхний подпружинен к среднему для совместного с ним вращательного движения. Источники информации, принятые во внимание при зкспертизе: 1. Авторское свидетельство СССР №147903, кл. В 21 К 1/60,1961.;
Фи1.2
7///////
yi
