(54) ШПИНДЕЛЬНАЯ БАБКА ДЛЯ СТАНКОВ С ЧПУ
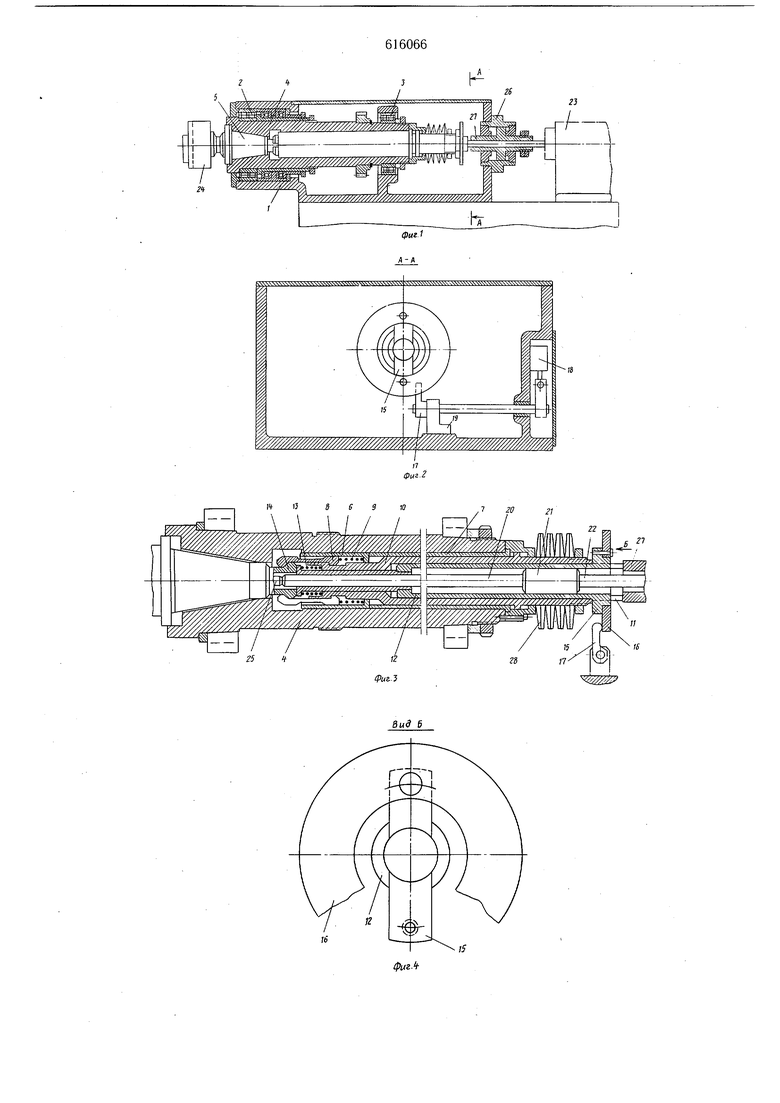
конусным отверстием для автоматической установки сменного инструмента 5. В внутренней полости шпинделя 4 расположены две направляющие втулки 6 и 7 (фиг. 3). Плавающая втулка 6 служит для направления захватов 8, поджатых пружиной 9 к захватно1му бурту тяговой трубы .10, предназначенной для зажима инструмента 5. Труба 10 имеет продольные прорези 11. В трубе 10 расположен контактный элемент, выполненный в виде втулки- 12, подпружиненной пружиной 13 и состоящей для облегчения сборки из двух жестко связанных между собой элементов. Передний торец втулки 12 при незажатом инструменте 5 касается торца его хвостовика 14, а конец втулки 12 выполнен в виде выступов 15, которые проходят через продольные прорези 11 тяговой трубы 10 так, что втулка 12 может перемещаться вдоль оси щпинделя независимо от положения трубы 10. На выступах 15 с помощью центр рующего буртика укреплено кольцо 16, взаимодействующее через систему рычагов 17 с датчиком 18 (фиг. 2), предназначенным для выдачи в устройство ЧПУ команды в момент касания инструментом поверхности обрабатываемой детали. Система рычагов 17 установлена в расточках корпуса 1 и кронщтейна 19. Внутри втулки 12 расположен толкатель 20, щарнирное соединение 21 и щток 22 привода 23 плансуппорта, которые взаимодействуют с плансуппортом 24 с приводной рейкой 25. На заднем торце корпуса 1 щпиндельной бабки расположен привод 26 отжима инструмента 5, шток 27 которого взаимодействует с торцом тяговой трубы 10 путем перемещения тяговой трубы и сжатия пакета тарельчатых пружин 28.
При автоматической установке инструмента 5 в щпиндель 4 конический хвостовик инструмента входит в конусное отверстие не до конца и остается в незажатом положении. При этом тяговая труба 10 находится в переднем положении под действием щтока 27 привода 26, захваты 8 находятся в положении, при котором они могут раскрыться во время установки выступов 15, а втулка 12 передним концом касается хвостовика 14, а своими .выступами 15 с помощью кольца 16 отжимает рычаг 17 и отключает датчик 18 касания. При таком положении механизмов соверщается подвод щпиндельной бабки с невращающимся щпинделем к обрабатываемой детали.
Начиная с момента касания инструментов поверхности обрабатываемой детали, инструмент 5 утапливается в конусное отверстие щпинделя 4, перемещая втулку 12 с кольцом 16. Последний, освобождая рычаг 17, включает датчик 18, который выдает в
устройство ЧПУ команду на начало торможения шпиндельной бабки. Торможение, управляемое устройством ЧПУ, происходит на участке пути, длина которого не более величины, необходимой для перемещения конического хвостовика инструмента 5 от положения его смены (незажатого) до зажатого положения в щпинделе. Послеторможения отводят щток 27 привода 26 и зажимают инструмент 5 с помощью тяговой трубы 10 и пакета тарельчатых пружин 28. После зажима инструмента 5 включается вращение шпинделя 4 и начинается рабочая подача щпиндельной бабки для обработки детали, при которой вместе со щпинделем вращается
устройство переключения привода подач и толкатель поперечной подачи плансуппорта. При работе станка на расточных операциях, производимых плансуппортом 24, поперечная подача плансуппорта осуществляется путем осевого перемещения толкателя 20 от привода 23 плансуппорта через щток 22 и шарнирное соединение 21.
После отвода щпиндельной бабки в исходное положение по команде от устройства ЧПУ инструмент 5 отжимается и перемещаетJ ся тяговой трубой 10 в положение смены. Втулка 12 под действием пружины 13 возвращается- в исходное положение, при котором кольцо 16 через систему рычагов 17 отключает датчик 18 касания. После этого цикл может повторяться.
Формула изобретения
1.Шпиндельная бабка для станков с ЧПУ, содержащая механизм автоматического
„ зажима инструмента с тяговой трубой и пакетом тарельчатых пружин и устройство переключения привода подачи с контактным элементом и датчиком касания, отличающаяся тем, что, с целью использования сменного
плансуппорта с приводящей рейкой для расточных работ с поперечной подачей ,резца, щпиндельная бабка снабжена для взаимодействия с приводящей рейкой толкателем, размещенным внутри контактного элемента, который выполнен в виде втулки с выступами на одном конце, а тяговая трубка снабжена продольными прорезями для выступов втулки.
2.Бабка по п. 1, отличающаяся тем, что, с целью взаимодействия втулки с датчиком касания при любом угловом положении щпинделя, втулка снабжена коль цом, жестко соединенным с выступами.
Источники информации, принятые во вни мание при экспертизе:
1. Авторское свидетельство СССР N0 316530, кл. В 23 в 49/00, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шпиндельное устройство | 1982 |
|
SU1084117A1 |
| Устройство для радиального перемещения вращающегося инструмента | 1980 |
|
SU931313A1 |
| Стенд для испытания шпиндельной бабки | 1985 |
|
SU1266679A1 |
| МЕХАНИЗМ ФИКСАЦИИ ИНСТРУЛ\ЕНТАЛЬНОЙ ОПРАВКИ С РАДИАЛЬНЫМ СУППОРТОМ В ШПИНДЕЛЕ СТАНКА | 1972 |
|
SU348301A1 |
| Устройство для автоматического крепления инструмента | 1986 |
|
SU1400792A1 |
| Металлорежущий станок с автоматической сменой инструмента | 1978 |
|
SU770736A1 |
| Фрезерно-расточный станок | 1974 |
|
SU525503A1 |
| ПРОГРАММНО-УПРАВЛЯЕМЫЙ ПЛАНСУППОРТ | 1990 |
|
RU2027577C1 |
| Плансуппортная головка с программным управлением | 1979 |
|
SU772737A1 |
| Шпиндельный узел | 1986 |
|
SU1743719A1 |