Изобретение относится к оборудованию шюшсй промышленности, оно предназначено для сборки покрышек диагональной конструкции или первой стадии сборки покрышек типа Р . .
Известно устройство для сборки пок{илшек пневматических шин, содержащее смонтированные на приводном валу сборочного стана основной сборочный барабан, образованный радиально раздвижным секторами, устатювленные по его торцам вспомогатейьньш сборочные барабаны, наружная, поверхность которых образована шарнирно установленными на ступице радиально подвижными секторами j ljОднако fe .рзвестном устройстве наружная поверхность всиомогательных барабанов в процессе разжатия преобразуется из цилиндрическсй в коническую Поэтому при наложении кордного материала на разжатые йа|рабаны отсутствует опорная поверхность, необходимая для дублирования свисающих со сбрроч 1НОГО барабана слоев корца.
Известно и другое устройство для сборки покрышек пневматических шиВэ содержащее смонтированные на приводном валу сборочного станка основной сброчный барабан, образованный раднально раздвижными секторами, установленные по его торцам вспомогательные сборочные барабаны, образованные радиально разжимными секторами, механизмы для радиального разжима секторов в виде смонтированных на приводном валу кольцевь х силовых цилиндров с шарнирно связанными с ними поворотными рычагами, на которых шарннрно закреплены радиально разжимные сектора вспомогв тельных барабанов Д- Это устройство является наиболее близким к предлагаем мому, ..
Однако хотя радиально разжимные сектора вспомогательных барабанов, и образуют наружную цилиндрическую поверхность как в сжатом, так а в разжатом положении Н обеспечивают удобство наложения слоев корда, в этом случае затруднено использование рычажных механизмов для обжатия слоев корда по заплечикам барабана при полуплоском методе сборки. Для обеспечения качественного обжатия (предотвращения складкообразования) обжимные рычаги должны захватывать слои корда при разжатом вспомогательном барабане, а в процессе обжатия перемещаться радиально к центру одновременно с секторами вспомогательных барабанов.
Поэтому целесообразно, чтобы наружная поверхность вспомогательных барабанов в разжатом состоянии имела форму усеченного конуса с цилиндрической частью, обращенной к основному сборочному барабану. Тогда цилиндрическая часть наружной поверхности вспомогательных барабанов обеспечивает опору для свисающих слоев корда, а внешняя конусная часть наружной поверхности обеспечивает удобство обслуживания устройства и захвати обжимными рьгчагами слоев корда.
Целью изобретения является обеспечение качественного обжима слоев корда по заплечикам основного барабана при полуплоском методе сборки покрыщек пневматических шин.
Для достижения этой цели в предлагаемом устройстве вспомогательные сборочные барабаны снабжены смонтированными на поворотныхрычагах дополнительными секторами, щарнирно связанньт. ми с радиально разжимными секторами, взаимодействующими с установленными на поворотных рычагах регулировочными винтами.
Для обеспече1гая осевого перемещения вспомогательных барабанов при изменении ширины раздвига основного сборочного барабана на п|эиводном валу установлены гайки с наружным кольцевым пазом, взаимодействующим со стопорными болтами, установленными на корпусах силовых цилиндров.
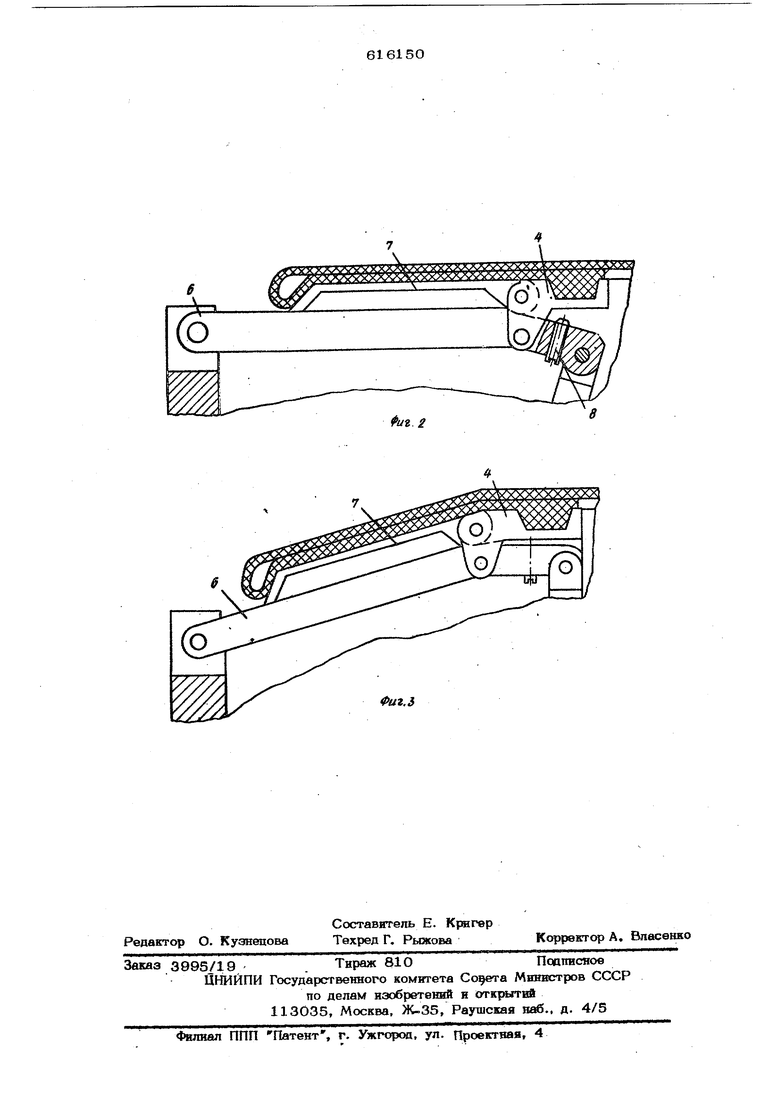
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - радиально райжимные сектора и дополнительные сектора в исходном положении; на фиг. 3 - то же, в рабочем положении
Устройство содержит смонтированные на приводном валу 1 сборочного станка основной сборочный барабан 2, образованный радиально раэдвижными секторами 3, установленные по его торяхам вспомогательные сборочные барабаны, образованные радиально разжимными секторами 4. Каждый вспомогательный сборочный барабан имеет механизм для радиального разжима секторов 4 в виде смонтированных на приводном валу 1 кол1 цевых силовых цилиндров 5 с шарнирно связанными с ними поворотными рьмаг мй 6, на которых шарнирно закреплены радиально разжимные сектора 4. На пойоротных рычагах 6 установлены дополнительные сектора 7, щарнирно связанные с секторами 4. Сектора 4 взаимодействуют с установленными на поворот ных рычагах 6 регулировочными винтами 8.
На приводном- валу 1 установлены гайки 9 каждая с наружным кольцевым пазом а, вааимодействукщим со стопорными болтами 10, установленными на корпусах кольцевых силовых цилшщров 5.
Порщщ 11 силовых цилиндров 5 через тяги 12 связаны с дополнительными секторами 7, а поршни 13 силовых цилиндров 5 через тяги 14 - с поворотными рычагами 6.
На приводном валу 1 смонтированы шпонки 15 и 16.
Основной 2 и вспомогательные сборочные барабаны покрыты резиновой диа4 рагмой 17.
Устройство работает следующим образом. При разжатии секторов 3 основного сборочного барабана 2 разжимают сектора 4 и 7, поворачивая через тяги 14 рычаги 6. В процессе разжатия сектора 4 диафрагмой 17 поворачиваются до упора в регулировочные винты 8, положение которых определяется из условия, что сертора 4 должны образовывать цилиндрическую поверхность по наружному диаметру разжатых вспомогательных барабанов, а сектора 7 - коническую поверхность. На поверх-; ность разжатых барабанов накладывают слои корда так, что свисающий с основного сборочного барабана 2 материал располагается на наружной цилиндрической поверхности вспомогательных барабанов, образованной секторами 4,
Ширину секторов 4 выбирают из условия получения максимально возможной ширины накладываемых слоев.
Затем вспомогательные барабаны сюш дывают, слои корда обжимают по заплечикам основного сборочиого барабана 2, свжакут крьи&я.
Вспомогательные 6apa6atoi разжимаются, сектора 4 подпрессовьгвают диафрагму 17 к бортовым кольцам, обрати герметично замкнутые боковые камеры на диафрагме. В них подают воздух. Сектора 7 тягами 12 и поригаякш 11 разворачивают, перекатывая, поддутьге кам ры с наружной поверхности вспомогатепьных барабанов на основной сборочный
барабан, осуществляется заворот слоев корда на крыло.
Сектора 4 и 7 возвращаются в исходное положение, происходит разгерметизаоиа боковых камер, на собранный каркас нш{дадывают слои брекера и протектор. Складывают устройство и снимают готовую покрышку.
При плоском методе сборки слои кор..да накладывают на цилиндрическую поверхность, образованную сложенными ооновным и вспомогательными сборочными барабанами, причем полностью цилиндрическая поверхность сложенных вспомогательных барабанов достигается путем Подбора, ширины секторов 7, которые, у раясь торцами друг в друга, предот1зращают свое цаяьнейшее перемещение к центру барабана. При из енении раздвига основного барабана 2 ослабляют стопорные болты 10 и гайки 9 и перемещают их вместе с вспомогательными барабанами в нужном направлении. Когда нужный раздвйг достигнут, гайки 9 вновь зажимаются стопорными болтами 10,
Устройство позволяет осуществлять качественное дублирование и стыковку кордных материалов на цилиндрической поверхности и обеспечивает удобный захват и обжа1 йб обжимньгми рычагами слоев корда благодаря, образованию конусной поверхности. Все этр:пс«зволяет улучшт-ь контроль за точностью наложения, деталей на сборочньге барабаны, повышает качество собираемых покрышек, уменьшает их неоднородность, дисбаланс к увеличивает их ходимость.
Формула изобретения
1. Устройство для сборки покрышек ; пневматических. шин, содержащее смонгв
рованные на приводном валу сборочного станка основной сборочный барабан, образованный радиально раздвижными секторами, установленные по его торцам
вспомогательные сборочные барабаны, образованные радиально разжимными секторами , механизмы для радиального разжима секторов в виде смонтированных на приводном валу кольцевых силовых цилиндров с шарнирно связанными с ними поворотными рычагами, на которых шарнирно закреплены радиально разжимные сектора вспомогательных барабанов, отличающееся тем, тго, с целью .обестечения качественного обжима слоев корда по заплечикам основного барабана при полуплоском методе сборки покрышек пневматических шин, вспомогательные сборочные барабаны снабжены смонтированkbiMH на поворотных рычагах дополнитеяьtDbiMH секторами. шарнирно связанными о радиально разжимными секторами, взаимодействующими с установленными на поворотньтх рычагах регулировочными винтами.
2, Устройство по п. 1, от л и чающееся тем, что, с целью обеспече-; НИИ осевого перемещения вспомбгательных барабанов при изменении цшрины раадвига основного сборочного барабана, на приводном валу-установлены гайки с наружным, кольцевым па зон взаимодействую щим со стопорными болтами, установленными на корпусах кольцевых силовых цилиндров.
Источники информации, принятые во внимание при экспертизе:
Г. Патент Франции № 1550624, кл. В 29 Н, 1968.
2. Авторское свидетельство СССР № 252594, кл. В 29 Н 17/16, 1968.
Фиг 2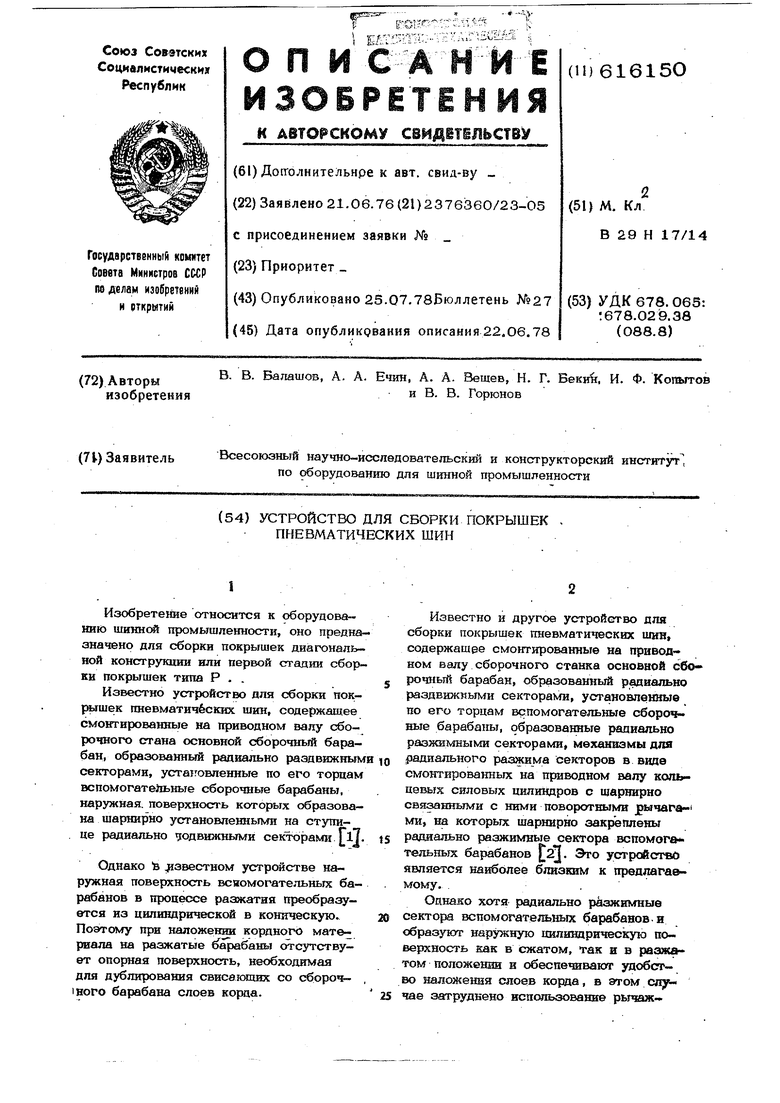
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки покрышек пневматических шин | 1983 |
|
SU1102682A1 |
| Устройство для сборки покрышек пневматических шин | 1979 |
|
SU870180A1 |
| Устройство для сборки и формования покрышек пневматических шин | 1983 |
|
SU1125140A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ БОРТА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1993 |
|
RU2051039C1 |
| Устройство для сборки покрышек пневматических шин | 1972 |
|
SU453027A1 |
| Барабан для сборки покрышек пневматических шин | 1979 |
|
SU927551A1 |
| Станок для сборки покрышек пневматических шин из уширенных слоев корда | 1968 |
|
SU292417A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 2002 |
|
RU2231445C2 |
| Барабан для сборки покрышек пневматических шин | 1980 |
|
SU937223A2 |
| Устройство для сборки покрышек пневматических шин | 1976 |
|
SU598296A1 |
Фиг,$
