ки 5. Количество и конструкции секций могут быть и другими.
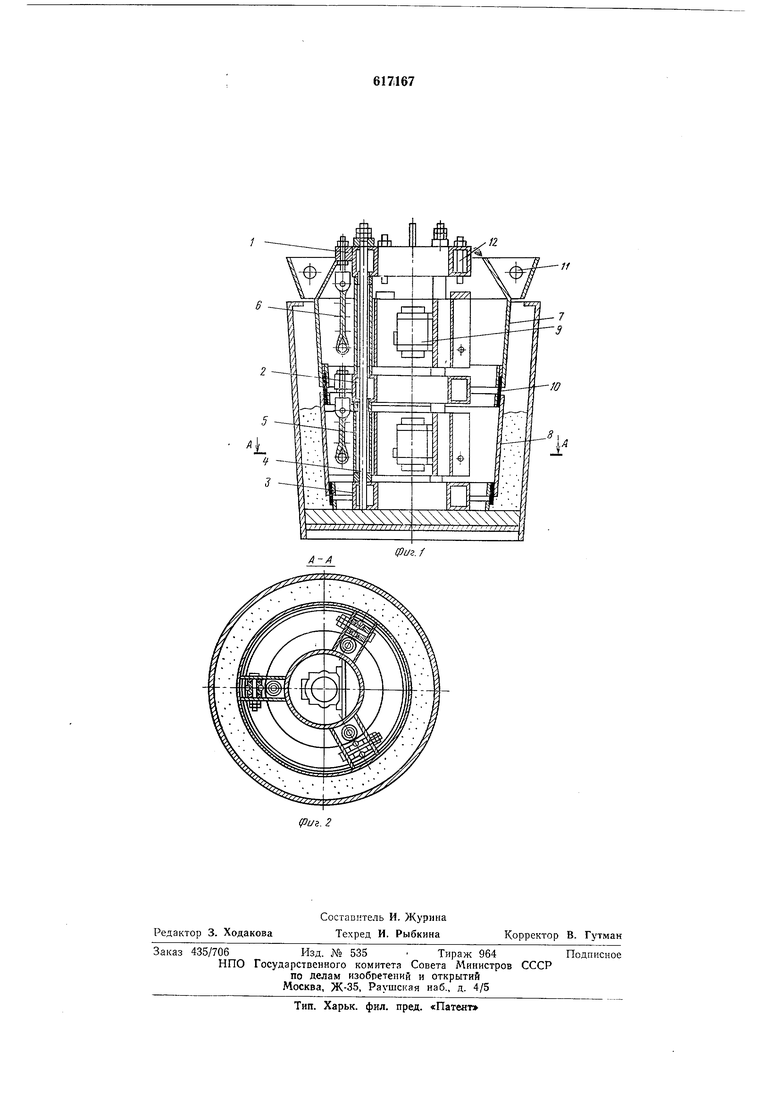
Нижний 3 элемеит является опорным, а к верхнему / и среднему 2 на канатах 6 подвешены -секции 7 и 5, наружная -конфигурация которых подобна .внутренней конфигурации футеровки ковша. Секция 7 и S снабжены вибраторами 9, установленными соосно ковшу. По верхнему периметру нижней секции 8 укреплен упругий выступаюшии элемент 10, свободно входящий iB .паз верхней секции 7.
В верхней секции 7 имеются отверстия // для захвата крюками. Верхний 1 элемент корпуса снабжен упорными штырями 12.
Шаблон ра:ботает следующим образом.
При Включении вибраторов корлус остается неподвижным, а -секции вибрируют, уплотняя засыпаемый футеровочный материал. Сначала подключается вибратор 9 нижней секции 8, затем - верхней секции 7. В конце цикла отключение 1вибраторов 9 производится -в той же .последовательности. При извлечении шабло-на из ковша усилие прикладывается к верхней секции 7 (отверстия // в ребрах воронки). В-ерхняя секция 7 отрывается от футеровки и поднимается до упора -в штыри 12 .Kopinyca шаблона, после чего корпус начинает подниматься и через канаты 6 передает усилие на нижнюю .секцию 8, отрывая ее от футеРО.ВКИ. Поэтацное извлечение шаблона позволяет уменьшить усилие отрыва.
Применение тредложенного шаблона -позволяет получать качественную монолитную футеровку металлургических ковшей.
Формула :ИЗО|бретения
1.Шаблон для изготовления футеровки металлургических емкостей, состоящий из корпуса и Секций с вибраторами, отличаюЩийся тем, что, с целью обеспечения равномерной плотности футеровки, К0р.пус шабло-на выполнен в виде полой коробчатой конструкции, элементы которой соединены между собой наПравляющим стержнем и .на которых
при помощи канатов .подвешены секции, при этом по периметру одной из примыкающих одна к другой секций выполнен паз, а другая секция снабжена входящим в паз выступающим элементом.
2.Шаблон по п. 1, отличающийся тем, что, с целью герметизации внутренней 1ПОЛОСТИ Шаблона, выступающий элемент вы1полнен из упругого материала.
И-сточники информации, принятые во в-нимание При экспертизе:
1. Авторское свидетельство СССР № 43:5067, кл. В 22 D 41/00, 197.3.
2. Авторское свидетельство СССР № 260836, кл. В 22 D 41/02, 1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаблон для изготовления футеровки металлургических емкостей | 1978 |
|
SU735384A2 |
| Шаблон для футеровки металлургических ковшей | 1987 |
|
SU1565578A1 |
| Устройство для футеровки металлургических ковшей | 1977 |
|
SU737129A1 |
| Шаблон для футеровки металлургических ковшей | 1978 |
|
SU865523A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ НАБИВНОЙ ФУТЕРОВКИ | 1991 |
|
RU2027545C1 |
| Шаблон для изготовления футеровки | 1982 |
|
SU1085670A1 |
| Устройство для изготовления футеровки | 1977 |
|
SU627917A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛОБА ДЛЯ ТРАНСПОРТИРОВКИ ЖИДКОГО МЕТАЛЛА | 2003 |
|
RU2284243C2 |
| Устройство для изготовления монолитной футеровки ковшей с конической надставкой | 1982 |
|
SU1156849A1 |
| Шаблон | 1979 |
|
SU863177A1 |