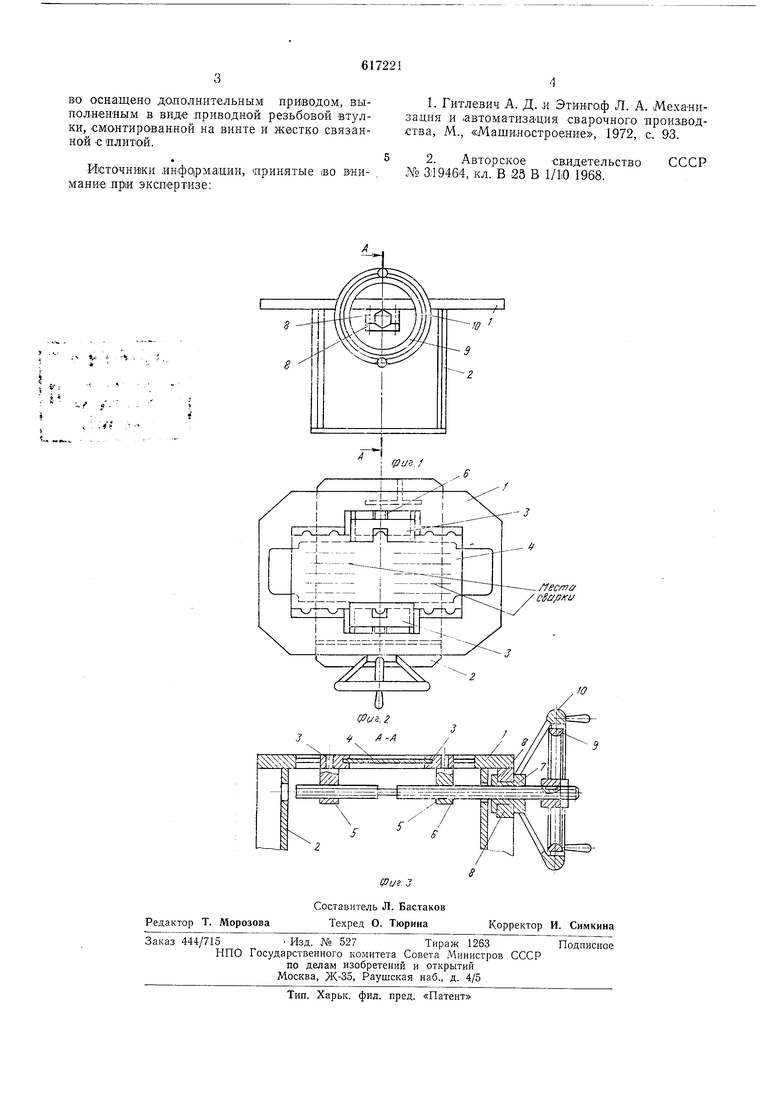
Изобретение относится к области сварки и может быть использовано для фиксации и перемещения свариваемого изделия под сварочн|ую головку. Известно устройство, содержащее контур«ую плиту и двусторонний винтовой прижим с махо;ви1КОгМ 1. Однако данное устройство совмещает свариваемый щов со сварочной головкой .при помощи суппорта, .на котором установлен винтовой Прижим, что усложняет конструкцию устройства и снижает его Произ1В01Д1Ительность. Также H3iBecTH( устройство, содержащее плиту с зажимами, смонтирован-ными на винте с левой и правой резьбой, и ручной привод поворота {2. Недостатком его является кевозможно-сгь перемещения стыка изделия к месту сварки. Цель изобретения - обеспечение перемеохения стыка к .месту сварки. Это достигается тем, что устройство оснащено дополнительным приводом, выполненным в виде приводной резьбовой втулки, смонтированной на винте и жестко связанной с плитой. На фиг. 1 показано устройство, общий вид; на фиг. 2 - то же, вид сверху; .на фиг. 3 - разрез Л-А на фиг. 1. Устройство для сборки изделия под сварку СОСТОИТ из плиты /, закрепленной на стойке 2, с зажимами 3, охватывающими свариваемое издели1е 4, смонтированными посредством гаек 5 с левой и пр.авой резьбой на винте б. Резьовая втулка 7 смонтирована на вигяте 6 и закре;плена в .плите / посредством разъем.ного к;ронщтейна S. На винте 6 закреплен ручной привод 9 пово.рота. На резьбовой втулке 7 закреплен приводной маховик 10. Работа устройства наминается с закладки свариваемого изделия 4 в плиту /. Затем, вращая ручной привод 5, производят фиксацию свариваемого изделия 4 зажимами 3. После фиксации, вращая приводным маховиком 10 резьбовую втулку 7, взаимодействующую с винтом 6, перемещают стык изделия 4 под св-арку. После сварки в обратном порядке производят расфиксадию изделия. Использова.ние данного устройства о беспечит удещевление изготовления в .два раза и повысит .производительность в 1,5 раза. Формула и 3 о б ;р е т б н и я Устройство для сборки изделия иод сварку, содержащее плиту с зажимами, смонтированным.и на винте с левой и .правой резьбой, .Г; ручной при1вод, закрепленный на винте, отличающееся тем, что, с целью обеспечения перемещения стыка .к месту сварки, устройст
| название | год | авторы | номер документа |
|---|---|---|---|
| Винто-рычажный прижим | 1978 |
|
SU740464A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ И КОЛЬЦЕВОЙ СВАРКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2024 |
|
RU2840538C1 |
| Устройство для автоматической сварки швов по линии пересечения двух цилиндрических поверхностей | 1980 |
|
SU941124A2 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU306922A1 |
| Устройство для сборки под сварку | 1980 |
|
SU941131A1 |
| Автомат для сварки неповоротных стыков труб изнутри | 1979 |
|
SU897443A1 |
| Стенд для подачи,сборки и сварки труб | 1979 |
|
SU919843A1 |
| Стенд для сборки и вращения в процессе сварки кольцевых стыков обечаек | 1977 |
|
SU732109A1 |
| СТЕНД ДЛЯ СБОРКИ И СВАРКИ РАМЫ ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА | 2017 |
|
RU2680114C1 |
