(54) СТЕНД ДЛЯ ПОДАЧИ, СБОРКИ И. СВАРКИ
ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕНД ДЛЯ СБОРКИ ПОД СВАРКУ И СВАРКИ ПОВОРОТНЫХ СТЫКОВ ТРУБ | 1972 |
|
SU422559A1 |
| Стенд для сборки и вращения в процессе сварки кольцевых стыков обечаек | 1977 |
|
SU732109A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ | 1992 |
|
RU2021092C1 |
| Установка для сборки и сварки обечаек из сегментов | 1988 |
|
SU1816255A3 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ ТЕРМИЧЕСКОЙ РЕЗКИ ЗАГОТОВОК ИЗ ТРУБ | 1991 |
|
RU2071399C1 |
| СЕКЦИЯ РОЛИКООПОР | 1996 |
|
RU2098252C1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ СТЫКОВ ТРУБ | 2005 |
|
RU2298129C1 |
| КАНТОВАТЕЛЬ ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ | 2004 |
|
RU2281844C2 |
| СБОРОЧНО-СВАРОЧНЫЙ СТАН | 2007 |
|
RU2359799C2 |
Изобретение относится к производству прямошовных и спирально.шовных труб HJiH круглого проката, ; а точнее к производству труб из мог нослойных и многослойных обечаек сваркой
Известен стенд для сборки и свар- ки, содержащий стойки с подъемными опорами для приводных и холос- тых роликов, при этом каждая опора снабжена механизмом ее поворота 1} ,;
Однако данный стенд не обеспечивает продольного перемещения труб, а механизм поворота опор выполнен в виде зубчато-реечной передачи. Кроме того, известгай стенд содержит также ручные винтовые подъемные домкраты, что также усложняет конструкцию.
Наиболее близким к изобретению по технической сущности и достигаемому результату является стенд для подачи сборки и сварки труб, содержащий сварочную головку, центратор
и установленные на основании вдоль стендапо обе стороны сварочной головки стойки с опорами для приводных и холостых роликов, при этом опоры роликов, расположенные по од1гу сторону сварочнойголовки, снабжены механизмами подъема 2.
Недостатком известного стенда является наличие группы роликов, осуществляюпщх только подачу из10делия, и группы роликов, осуществляющих вращение изделия, при этом каждая группа роликов снабжена индивидуальным приводом, что усложняет конструкцию.
IS
Цель изобретения - упрощение конструкции путем применения единого привода для продольного перемещения и вращения труб.
Цель достигается тем, что стенд
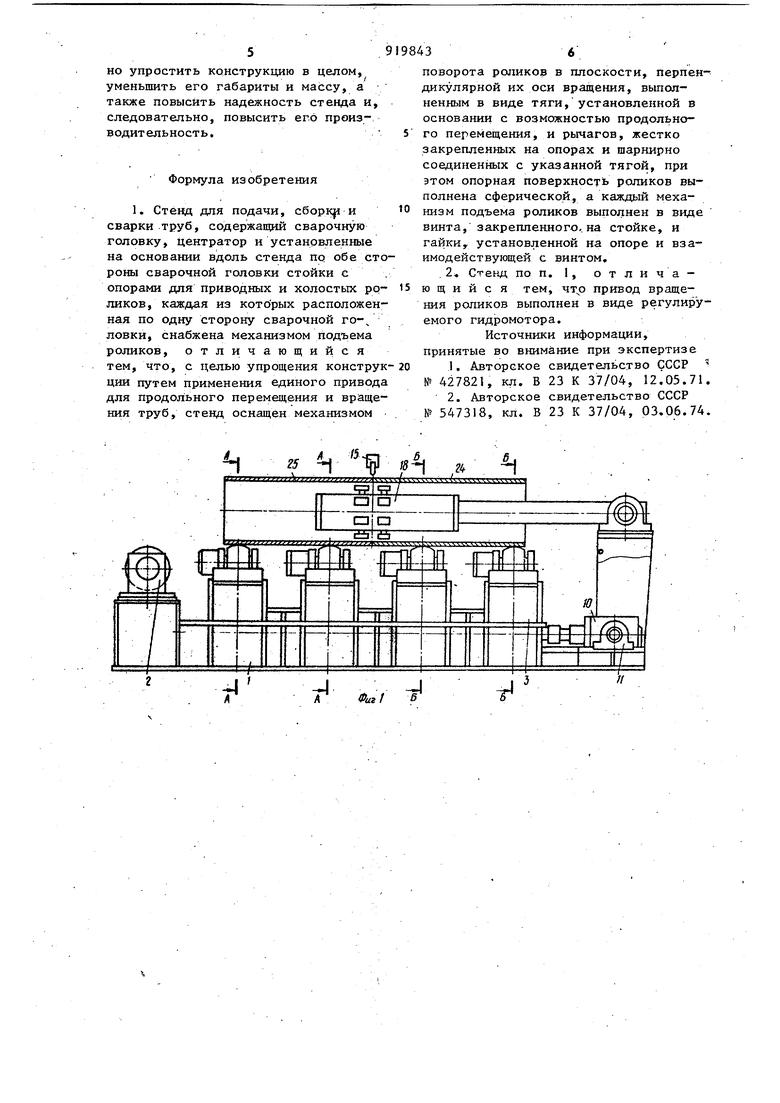
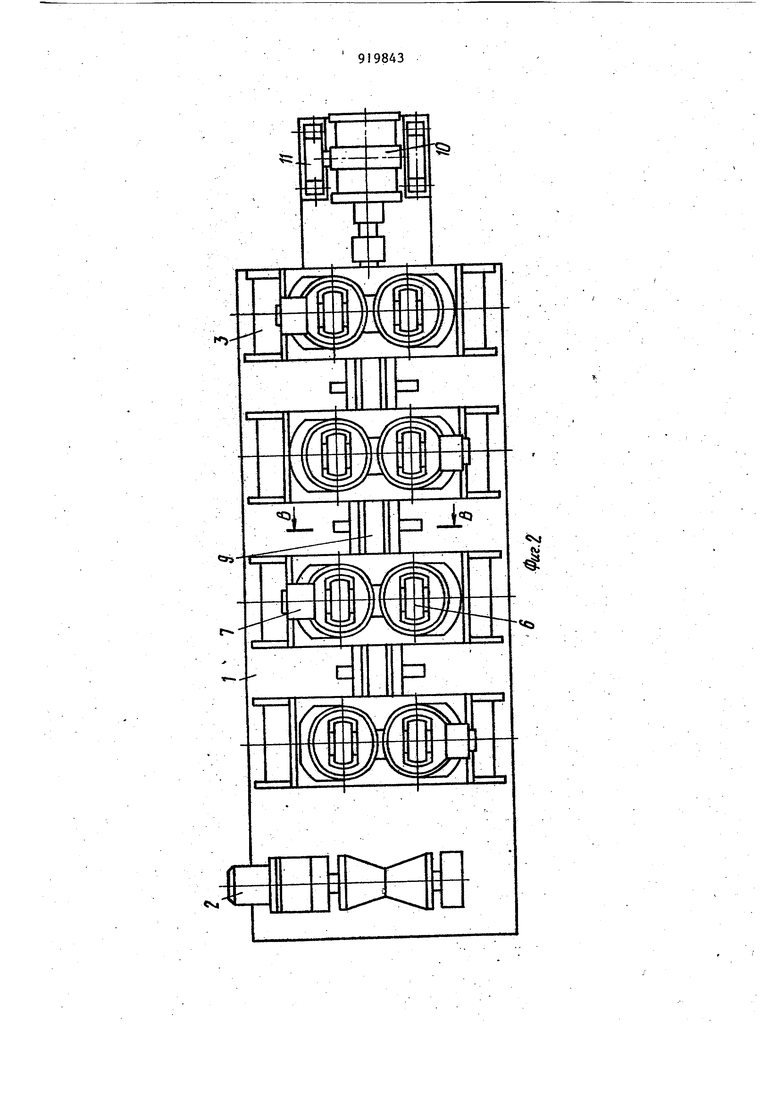
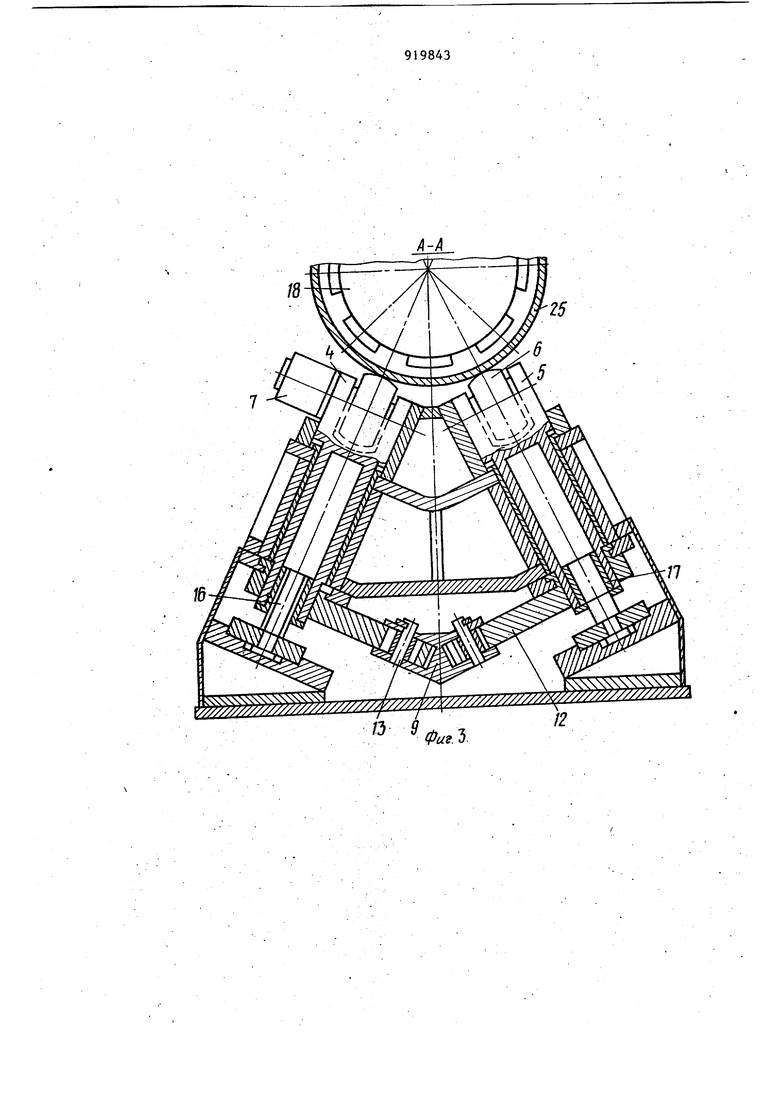
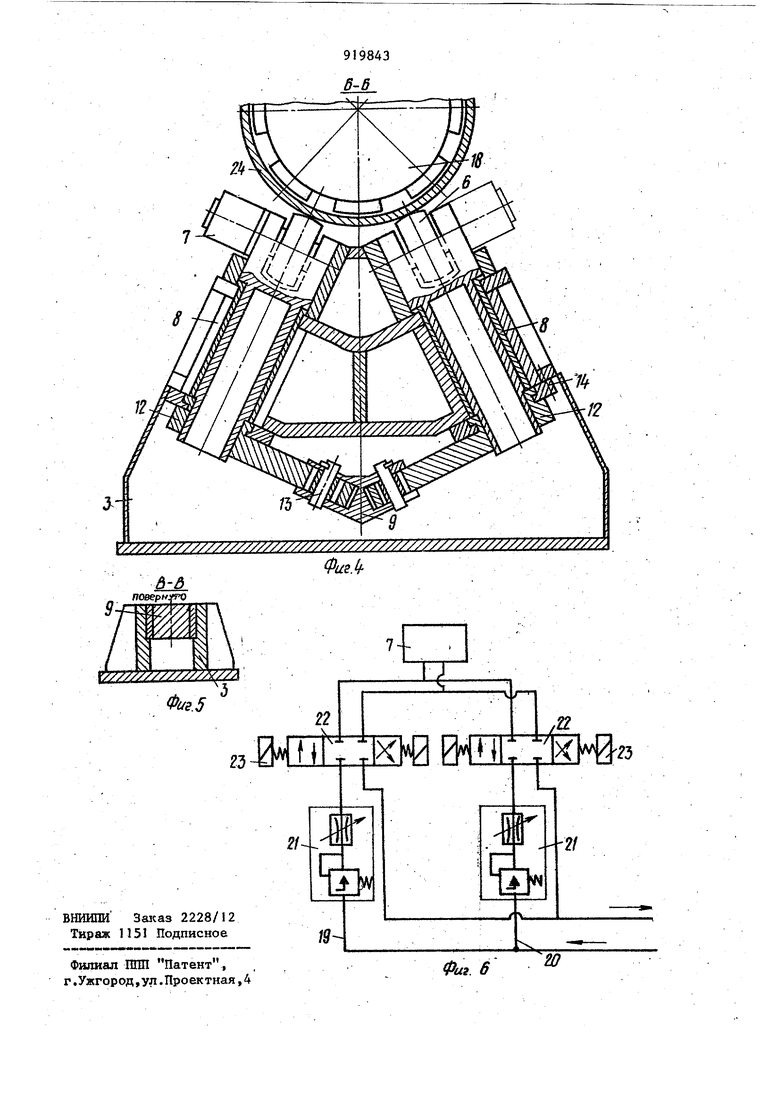
20 для подачи, сборки и сварки труб, содержащий сварочную головку центратор и установленные на основании вдоль стенда по обе стороны сва 3 рочной головки стойки с опорами для приводных и холостых роликов, каждая .из которых, расположенная по одну сторону сварочной головки, снабжена механизмом подъема роликов, осиащен механизмом поворота роликов в плоскости, перпендикулярной их оси вращения, выполненным в виде тяги, установленной в основан;и с возможностью продольного перемещения, и рычагов, жестко закрепленных на опорах и шарнирно соединенных с указанной тягой, при этом опорная поверхность роликов выполнена сферической, а механизм подъема роликов вьшолнен в виде винта, закрепленного на стойке, и гайки, установленной на опоре и взаимодействующей с винтом. Кроме того, привод вращения роли ков выполнен в виде регулируемого гидромотора. На фиг, 1 изображен стенд, общий вид; на фиг, 2 - то же, вид сверху; на фиг, 3 - сечение А-А на фиг, , . на фиг, 4 - сечение Б-Б на фиг,1; на фиг, 5 - сечение В-В на фиг, 2; на фиг, 6 - схема управления гидромотором. Стенд содержит основание 1, на котором смонтированы транспортный ролик 2 и стойки 3 с опорами 4 и 5 для роликов 6, Опора 4 снабжена регулируемым гидромотором 7 для враще ния роликов. Ролики выполнены сфери ческими а опоры 4 и 5 установлены во втулках 8 стоек. Стенд снабжен механизмом поворота роликов в плоскости, перпендикулярной оси их враще{шя, выполненным в виде установленной на основании тяги 9, закрепленной на штоке гидроцилиндра 10, установленного в подшипниках скольжения 11, и закрепленных на опорах 4 и 5 рычагов 12, соединенных посредством осей 13 с тягой 9, Рычаги 12 удерживаются от выпадания полукольцами 14, закрепленными на стойках 3. Ролики, расположенные по одн сторону сварочной головки 15, снабжены механизмами их подъема, выполненными в виде винтов 16, закрепленных на стойках, и,гаек 17, смон тированных в опорах 4 и 5« Кроме того, стенд оснащен центратором 18, К гидромоторам 7 жидкость под давле нием подается от насосной станции (не показана) через трубопроводы 9 и 20 с дросселями 21, распредели 4 телями 22, снабженными электромагнитными катушками 23, Свариваемые трубы (обечайки) обозначены позициями 24 и 25, Стенд работает сЛедуняцим образом. Труба 24 надвигается на центратор 18 и зажимается, подается вторая труба 25 до упора в задний торец -первой обечайки- и зажимается, В этот момент приводные и неприводные ролики 6 повернуты с помощью гидроцилиндра 10 в положение транспортировки (фиг, 2-4). Далее в штоковую полость гидроцилиндра 10 подается давление, рычаги 12 поворачиваются совместно с опорами 4 и 5 на 90 , Оси сферических роликов 6 располагаются параллельно продольной оси обечайки (фиг, 1), В момент поворота опор 4 и 5 гидромоторы 7 выключены. Опоры 4 и 5, расположенные под прйсть(ковываемой трубой 25 (фиг, З) и кинемат 1чески св.ьзанные с винтом 16, при повороте на 90 опускаются на 1/4 шага резьбы. Для увеличения хода резьба, может быть выполнена одно-:- или трехзаходной, К месту стыка труб 24 и 25 подводится сварочная головка 15, включаются гидромоторы 7, которые приводят во вращение приводные ролики 6 со скоростью сварки. Производится с помощью сварочной головки 15 наложение кольцевого технологического сварного шва. После сварки гидромоторы 7 выключаются, трубы 24 и 25 разжимаются центратором 18, Подается давление в поршневую полость гидроципиндра 10, и опоры 4 и 5 с помощью тяги 9 поворачиваются на 90° в положение транспортировки сваренных труб 24 и 25, Часть роликов 6, оснащенных механизмами подъема одновременно с поворотом, поднима ются, В зависимости от длины труб и свариваемой из них плети (плеть состоит из 2-7 труб (обечаек), сваренные трубы или транспортируются с центратора, или надвигаются на центратор для сварки следующей трубы. Далее, цикл повторяется. Опускание опор 4 и 5 под пристыковываемой трубой в процессе наложения сварного шва необходимо для .предотвращения возможности раскрытия (разлома) технологического стыка. Предложенный стенд позволяет за счет применения единого привода для пoдaчи и вращения роликов, значительно упростить конструкцию в целом, уменьшить его габариты и массу, а также повысить надежность стенда и, следовательно, повысить ег.6 производительность. Формула изобретения 1. Стенд для подачи, сборку и сварки труб, содержащий сварочную головку, центратор и установленные на основании вдоль стенда по обе сто роны сварочной головки стойки с опорами для приводных и холостых PQликов, каждая из которых расположенная по одну сторону сварочной го-/ ловки, снабжена механизмом подъема роликов, отличающийся тем, что, с целью упрощения конструк ции путем применения единого привод для продольного перемещения и вращения труб, стенд оснащен механизмом поворота роликов в плоскости, перпендикулярной их оси вращения, выполненным в виде тяги, установленной в основании с возможностью продольного перемещения, и рычагов, жестко закрепленных на опорах и шарнирно соединенных с указанной тягой, при этом опорная поверхность роликов выполнена сферической, а каждьй механизм подъема роликов выполнен в виде винта, закрепленного,, на стойке, и гайки, установленной на опоре и взаимодействующей с винтом, .2« Стенд по п. 1, отличающий с я тем, чт) привод вращения роликов выполнен в виде регулируемого гидромотора. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 427821, кл. В 23 К 37/04, 12.05.71. 2.Авторское свидетельство СССР № 547318, кл. В 23 К 37/04, 03.06.74.
9 Фиг. Ъ
Y // 7///////////7/////7//////7///////////////// ////////y// 7/////j
as.if A
noBepwjf
