Для изготовления деталей машин, имеющих сложный контур, в условиях массового производства применяются копировально-фрезерные станки, снабженные гидравлическим устройством для двухкоординатного копирования (например, станки моделей 624К, ОЗФС, станок фирмы Цинциннати). Известные двухкоординатные гидравлические устройства не обеспечивают постоянства результирующей скорости подачи.
Предлагаемое устройство не имеет указанного недостатка. Сущность изобретения заключается в то.м, что устройство имеет следящий датчик С эксцентрично расположенным щупом и четырьмя управляющими дросселями, два из которых управляют перемещением управляющего золотника одной координаты, а два других дросселя - перемещение.1 другого золотника, управляющего второй координатой. Дроссели расположены под углом 90°. Шпиндель следящего датчика имеет качательпое движение.
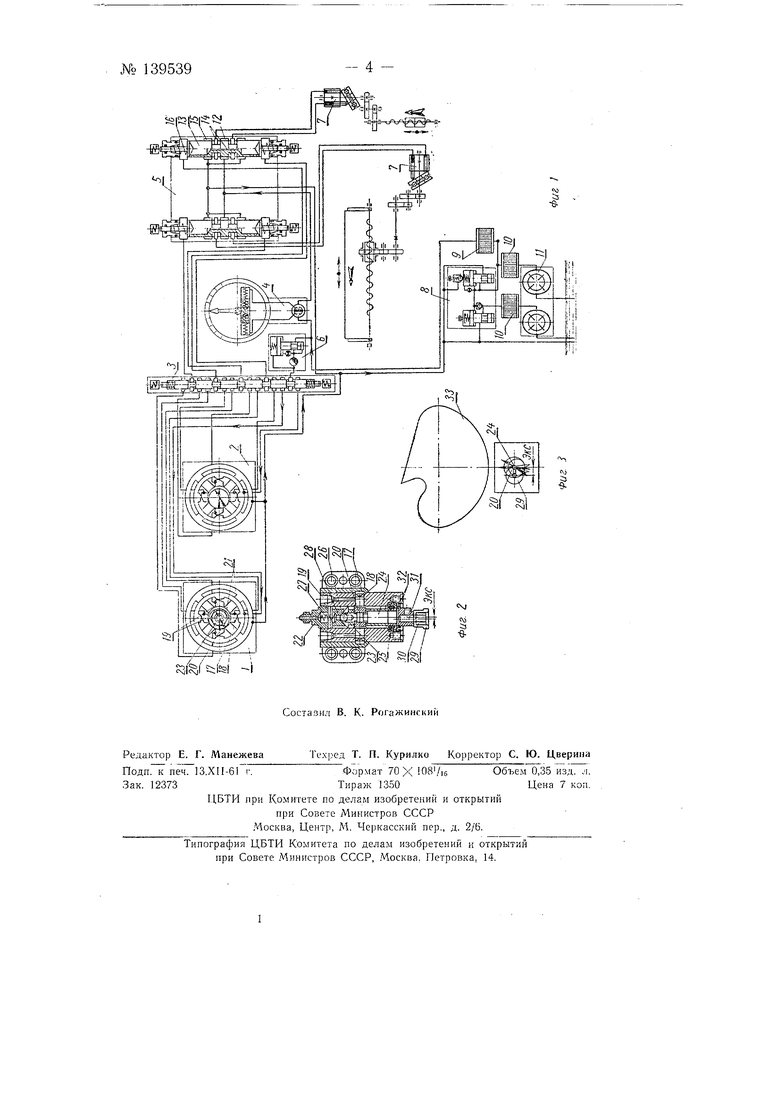
На фиг. 1 изображена принци 1иальная схема гидравлического устройства; на фиг. 2 - следящий датчик в разрезе; на фиг. 3 -кинематическая схема узла следящего датчика.
Устройство состоит из следующих основных частей: следящего датчика 1, ручного синусно-косинусного датчика 2, золотника 3 переключателя режимов, указателя 4 величины результирующей подачи, двухзолотниковой панели 5 исполнения команд, регулятора 6 величины результирующей подачи, гидродвигателей 7, разделительной панели 5, пластинчатых фильтров Я JO, лопастного сдвоенного насоса //.
Работа устройства заключается в следующем. Рабочая жидкость, нагнетаемая насосами // через фильтры 9 и JO, подходит к входным каналам 12 золотников 13 панели и далее через каналы 14, в зависимоеги от направления движения, задаваемого датчиками, подается в соответствующие полости исполнительных гидродвигателей 7. Каждый из золотников 13 панели управляет своим исполнительным гидродвигателем.
№ 139539--- 2 обеспечивающим движение соответствующего рабочего органа станка. Отработавщая жидкость через каналы 15 золотника 13 из исполнительных гидродвигателей поступает в сливную магистраль и возвращается в резервуар. В зависимости от величины гидростатических импульсов, подаваемых следящим датчиком / или ручным синусно-косинусным .датчиком 2, золотники 13 панели, преодолевая сопротивление пружин 16, отклоняются от среднего нейтрального положения на больщую или меньшую величину и, тем самым, дозируют количество потребляемой исполнительными гидродвигателями рабочей жидкости и распределяют ее соответственно значениям синуса и косинуса по составляющим движения. Потребляемая исполнительными гидродвигателями рабочая жидкость, протекая через приемный элемент указателя 4, в зависимости от величины ее расхода создает разность давления в противоположных полостях исполнительного цилиндра указателя. Движение плунжера передается на стрелку, которая показывает величину результирующей подачи по ко-, пируемому контуру. Одновременно рабочая жидкость через регулятор 6 величины результирующей подачи подводится к золотнику 3 переключения режимов. И далее подается к следующему датчику 1 или к ручному синусно-косинусному датчику 2. Затем рабочая жидкость поступает в подводящий канал /7 следящего датчика и через дроссели 18 в каналы /9, соединенные трубопроводами с соответствующими полостями золотников 13 панели 5. В зависимости от положения эксцентричного якоря 20 относительно каналов 19, на выходе из них открывается щель ббльщей или мёньщей величины, а следовательно, создается большее или меньшее статическое давление, которое в виде гидростатических импульсов передается по трубопроводам к соответствующим полостям золотников 13 и отклоняет их от среднего нейтрального положения на величину, пропорциональную величине этих импульсов. Абсолютная величина гидростатических импульсов определяется количеством подводимой к каналам 19 рабочей жидкости, которое регулируется в широких пределах регулятором 6 величины результирующей подачи. Вытекающая из каналов 19 рабочая жидкость поступает в отводящий канал 21 и через штуцер 22 отводится в сливную магистраль и возвращается в резервуар.
Эксцентричный якорь 20 при помощи гайки 23 закреплен на шпинделе 24 и может вместе с ним поворачиваться в сферическом щариковом подщипнике 25 и шариковой опоре 26. Шпиндель 24, кроме вращательного движения, может качаться в сферическом подшипнике 25, сжимая при этом пружину 27 за счет выдавливания шарика опоры 26 из шпинделя 24 плунжера 28. Щуп 29 устанавливается на игольчатом подшипнике 30 на оси 31, которая размещена эксцентрично относительно осм шпинделя 24. В нижней части шпиндель 24 имеет эластичное уплотнение 32.
Эксцентрисите оси щупа 29 и эксцентриситет якоря 20, определяющий направление рассогласования, имеют относительное угловое смещение, заранее устанавливаемое при монтаже следящего датчика / так, что направление рассогласования всегда направлено на копируемый контур 33, чем обеспечивается безотрывное контактирование щупа 29 с контуром. При включении в работу следящего датчика 1, направление движения датчика будет совпадать с направлением рассогласования до тех пор, пока щуп не коснется копируемого контура. В последнем случае возникнет вращающий момент за счет усилия нажима щупа на контур и шпиндель 24 вместе с якорем 20 повернется до совпадения напра. ления эксцентриситета оси щупа с нормалью, а следовательно, повернугся вектор рассогласования и вектор результирующей. После этого направление движения будет совпадать с направлением результирующей.
то есть по касательной в точке контакта щупа с контуром, а векторная разность будет отрабатываться за счет наклона шпинделя 24 и приближения якоря 20 к противоположному каналу 19. По мере изменения направления касательной в точке контакта щупа 29 с копируемым контуром 33, шпиндель 24 будет разворачиваться, ориентируясь направлением эксцентриситета оси щупа 29 по нормали, сохраняя векторную разность постоянной и обеспечивая тем самым слежение за копируемым контуром.
Экспериментальный Научно-исследовательский институт металлорежущих станков (ЭНИМС) в своем заключении дает положительный отзыв о настоящем изобретении.
ПреДдМет изобретения
Двухкоординатное гидравлическое устройство к копировально-фрезерным станкам, отличающееся тем, что, с целью получения постоянства результирующей скорости подачи, применен следящй датчик с четырьмя дросселями, расположенными под углом в 90°. и шпинделем, ; меющим качательное движение.
- 3 -№ 139539