ного диаметра сопряжено разрывом их в процессе волочения из-за высоких напряжений деформирования и сравнительно быстрого восстановления исходного диаметра. Этим обусловлено уменьшение диаметра пластмассовой трубы по сравнению со стандартными и ограничение длины футерованных труб 5-8 м.
Целью предлагаемого изобретения является повышение качества футерования за счет предотвраш,ения разрыва пластмассовой трубы в процессе волочения путем снижения осевых напряжений в ней.
Достигается это тем, что при волочении концы пластмассовой оболочки стягивают упругим эластичным элементом. Изобретение поясняется чертежом. Способ футерования металлической трубы нластмассовой оболочкой (трубой) осуществляют следуюш,им образом.
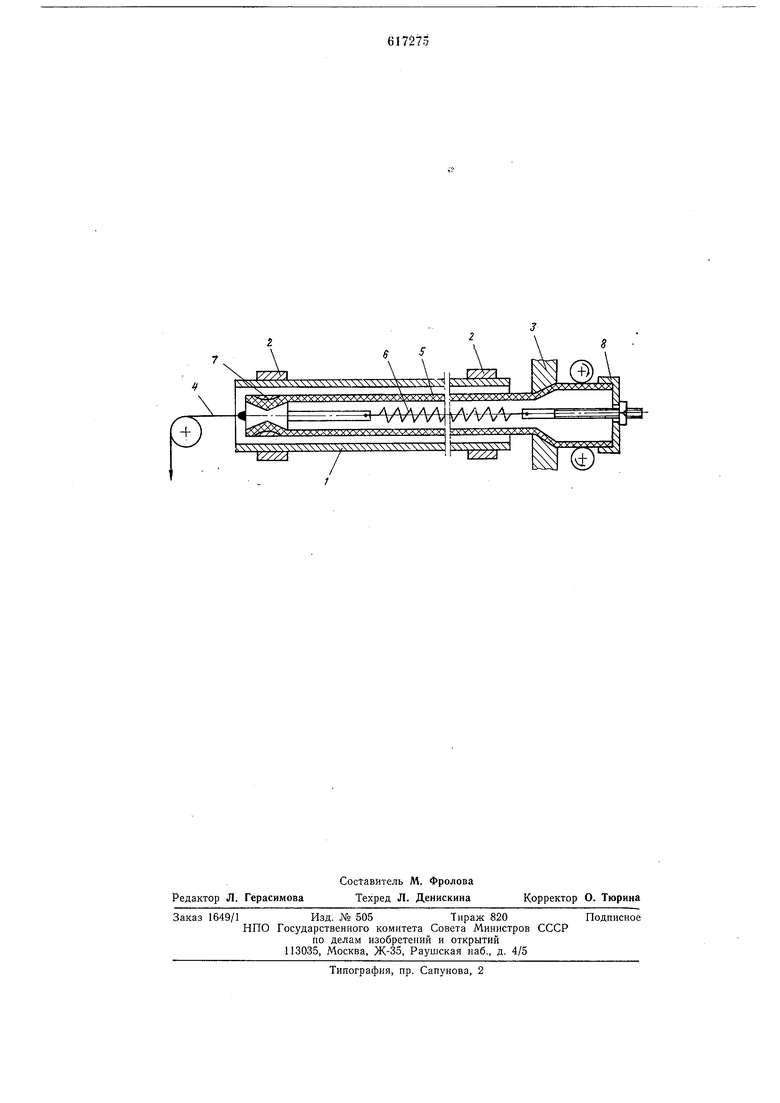
Подготовленную к фзтерованию металлическую трубу 1 (или плеть труб) устанавливают и укрепляют на стане в опорах 2 между лебедкой и фильерой 3.
Трос 4 от лебедки пропускают через трубу 1 и фильеру.
На рольганге за фильерой располагают пластмассовую оболочку 5 (трубу) соосно с металлической трубой 1 и вводят в нее упругий элемент 6.
На переднем конце (по ходу волочения) пластмассовой оболочки 5 закрепляют зажим 7, предварительно соединенный с упругим элементом 6 и соединяют его с тросом 4.
На задний конец пластмассовой оболочки надевают колпак 8 и соединяют его с упругим элементом 4, создавая незначительное его натяжение.
С помощью троса лебедки производят волочение пластмассовой оболочки внутрь металлической через фильер до выхода из последней зажима, затем снимая нагрузку на трос реверсом лебедки, ослабляют упругий элемент.
Отделяют колпак от упругого элемента и трос от зажима. Отрезают конец пластмассовой трубы с залсимом и извлекают упругий элемент из футерованной трубы.
Футерованную трубу подвергают термической обработке в течение 1-2 ч при 80-100°С для ускорения релаксации напрял ений, например, в горячей воде.
Нри волочении пластмассовой оболочки через фильеру 3 она обжимается радиально и удлиняется. Одновременно удлиняется на ту величину и эластичный упругий элемент 4, за счет упругости которого колпаком 8 создается толкающее усилие на пластмассовую оболочку до фильеры прямо пропорциональное удлинению эластичного элемента. Это усилие снижает часть осевых напрял ений в пластмассовой оболочке в зоне деформации внутри фильеры, чем предотвращается ее разрыв при волочении.
Исследованиями установлено, что удлинение оболочки из нолиэтилена низкой нлотности диаметром ПО и толщиной стенок 4-6 мм нри волочении через фильеру диаметром 93-96 мм колеблется в пределах 2-10%. Из этого расчета подбирают длину упругого элемента из условия устойчивости пластмассовой трубы до фильеры.
Этим способом удается футеровать металлическую плеть труб с внутренним диаметром 100-102 мм, при наружном диаметре пластмассовой трубы ПО мм. Ири футеровании плетей металлических
труб возникает дополнительное усилие волочения за счет частичного восстановления диаметра пластмассовой оболочки после фильеры. При этих условиях данный способ еще более эффективен н позволяет получить футерованные плети труб длиной 30-35 м.
Формула изобретения
Способ футерования металлических труб пластмассовыми оболочками путем предварительного радиального деформирования пластмассовой оболочки волочением, установки ее в металлическую трубу с зазором
и термообработки с последующей выдержкой, отличающийся тем, что, с целью повышения качества футерования за счет нредотвращения разрыва пластмассовой трубы в процессе волочения путем снижеПИЯ осевых напряжений в ней, при волочении концы пластмассовой оболочки стягивают упругим эластичным элементом.
Источники информации, принятые во внимание при экспертизе
Гринберг 3. А. и др. Стальные трубы, футерованные полиэтиленом. М., «Металлургия, 1973, с. 39.
2. Гринберг 3. А. и др. Стальные трубы футерованные полиэтиленом. М., «Металлургия, 1973, с. 65-59.
k
)
+
Y///A
S 5
VWV-E
W
Y//7A
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФУТЕРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 1999 |
|
RU2163546C1 |
| СПОСОБ ФУТЕРОВАНИЯ ТРУБОПРОВОДА ЭЛАСТИЧНОЙ ОБОЛОЧКОЙ | 1992 |
|
RU2042517C1 |
| Устройство для волочения пластмассовых оболочек при футеровании металлических труб | 1981 |
|
SU1031744A1 |
| СПОСОБ ФУТЕРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 1991 |
|
RU2015910C1 |
| Устройство для волочения пластмассовых оболочек для футерования металлических труб | 1976 |
|
SU626848A1 |
| Способ изготовления футерованных термопластом металлических труб | 1976 |
|
SU585997A1 |
| Подборник лесосечных отходов | 1977 |
|
SU628848A1 |
| СПОСОБ УСТАНОВКИ НАКОНЕЧНИКА В ТРУБЕ, ФУТЕРОВАННОЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2002 |
|
RU2273790C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВАННОЙ ТРУБЫ | 1998 |
|
RU2141070C1 |
| СПОСОБ ФУТЕРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 1992 |
|
RU2005615C1 |