Изобретение относится к области трубопроводного транспорта и может быть использовано при строительстве трубопроводов из металлических труб, футерованных, для обеспечения их внутренней противокоррозионной защиты, пластмассовой оболочкой.
Известно устройство для футерования металлической трубы пластмассовой оболочкой, содержащее средство для захвата оголовка пластмассовой оболочки, тяговое средство, канат, соединяющий эти средства между собой, и обжимающую фильеру. Причем рабочая часть фильеры имеет в поперечном сечении форму круга, диаметр которого меньше внутреннего диаметра металлической трубы (см. , например, книгу З.А. Гринберга и др. "Стальные трубы, футерованные полиэтиленом", М. , "Металлургия", 1973 г., стр.56, рис.24; стр.57, рис.25; стр. 58, рис.26).
Данное техническое решение является наиболее близким к предлагаемому устройству и принято за прототип.
Футерование металлической трубы пластмассовой оболочкой, осуществляемое посредством описанного устройства, основано на релаксационной природе высокоэластичной деформации материала оболочки.
С использованием этого устройства пластмассовую оболочку, наружный диаметр которой равен или незначительно превышает наружный диаметр металлической трубы, обжимают (волочением через фильеру) до диаметра, несколько меньшего внутреннего диаметра металлической трубы, и вводят внутрь последней. При этом деформация указанной оболочки в фильере происходит как в поперечном (уменьшение диаметра), так и в продольном (увеличение длины) направлениях. Последующая релаксация этой деформации с течением времени, при нахождение оболочки в металлической трубе, происходит в обратных направлениях - диаметр оболочки увеличивается (до внутреннего диаметра трубы), а ее длина уменьшается. В результате этого в стенке пластмассовой оболочки, вследствие того, что ее диаметр и длина не восстанавливаются полностью, возникают остаточные радиальные и осевые напряжения. Указанные остаточные напряжения снижают долговечность материала оболочки - ускоренное старение и разрушение материала под действием напряжений. Однако, если радиальные напряжения являются необходимыми, т.к. обеспечивают плотное прилегание оболочки к внутренней поверхности металлической трубы, чем собственно и достигается футерование последней, то осевые напряжения, не выполняя полезных функций, только отрицательно влияют на долговечность материала оболочки, а следовательно, и защищаемой ею металлической трубы.
Задачей, на решение которой направлено заявляемое изобретение, является повышение долговечности металлических труб, футерованных пластмассовой оболочкой.
Решение этой задачи обеспечивается техническим результатом, который может быть получен при осуществлении заявляемого изобретения и состоит в исключении осевых остаточных напряжений, возникающих в пластмассовой оболочке в процессе футерования ею металлической трубы и снижающих ее долговечность.
Это достигается тем, что в устройстве для футерования металлической трубы пластмассовой оболочкой, содержащем средство для захвата оголовка пластмассовой оболочки, тяговое средство, канат, соединяющий эти средства между собой, и обжимающую фильеру, рабочая часть обжимающей фильеры снабжена выступами, имеющими в поперечном сечение фильеры форму сегментов круга, а ее внутренний диаметр равен наружному диаметру пластмассовой оболочки.
При этом количество указанных выступов и их размеры для каждого типоразмера трубы и оболочки определяются экспериментальным путем, исходя из условий прочности оболочки, сохранения ее остойчивости (способности восстанавливать первоначальную форму после снятия действия внешних сил и без приложения действия сил со стороны, противоположной первоначальному воздействию), отсутствия ее удлинения при волочении через фильеру и получения в результате этого волочения уменьшения ее диаметра до величены, меньшей внутреннего диаметра трубы.
Причинно-следственная связь между совокупностью существенных признаков заявляемого устройства и достигаемым при его использовании техническим результатом состоит в следующем.
При волочении пластмассовой оболочки через фильеру заявляемого устройства деформация оболочки происходит в поперечном направление (уменьшение диаметра), а ее длина при этом практически не изменяется. Это обусловлено тем, что внутренний диаметр фильеры равен наружному диаметру оболочки, вследствие чего уменьшение диаметра последней до величены, меньшей внутреннего диаметра трубы, осуществляется только за счет деформации (вдавливания) выступами рабочей части фильеры участков оболочки внутрь ее. В результате этого при нахождении пластмассовой оболочки в металлической трубе с течением времени, вследствие релаксации указанной деформации ее материала, в ней возникают только радиальные остаточные напряжения, а осевые практически отсутствуют. При этом принятая форма выступов (сегмент круга), их предварительно определенные экспериментальным путем количество и размеры исключают повреждение оболочки и потерю ее остойчивости при ее волочении через фильеру.
Таким образом достигается технический результат, решающий поставленную задачу.
Проведенный заявителем анализ уровня техники не выявил аналога, характеризующегося признаками, тождественными (идентичными) всем существенным признакам заявляемого изобретения, что свидетельствует о соответствии последнего критерию "новизна".
Кроме того, выявленные заявителем источники информации, указывая на известность отличительных признаков заявляемого изобретения, не подтверждают известность их влияния на указанный заявителем достигаемый посредством его технический результат.
Это дает право заявителю утверждать о соответствии заявляемого изобретения критерию "изобретательский уровень".
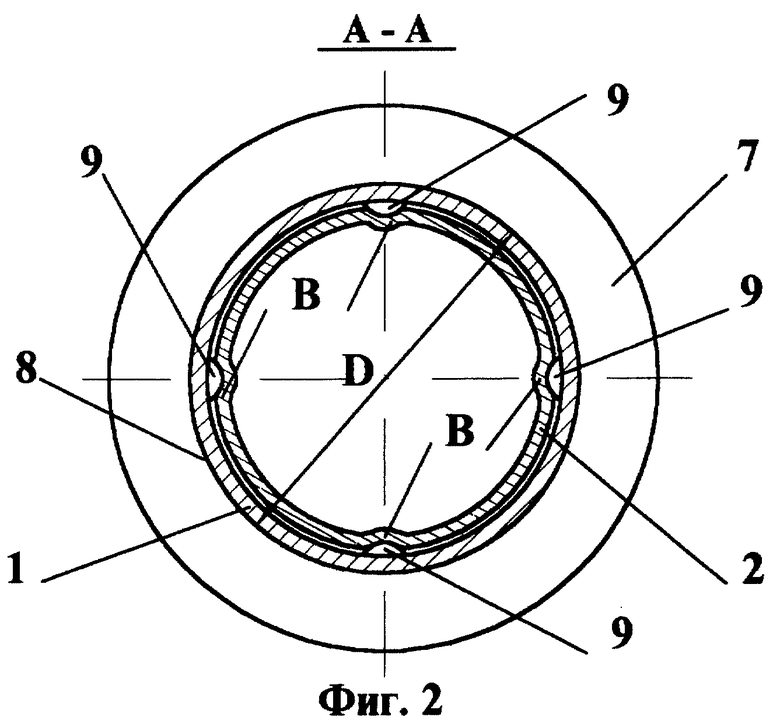
На фиг. 1 представлена принципиальная схема заявляемого устройства, на фиг. 2 - разрез А-А фиг. 1.
Устройство для футерования металлической трубы 1 пластмассовой оболочкой 2 содержит средство 3 для захвата оголовка 4 оболочки 2, тяговое средство 5, например лебедку, канат 6, соединяющий средства 3 и 5 между собой, и обжимающую фильеру 7. При этом рабочая часть 8 фильеры 7 снабжена четырьмя (один из возможных вариантов) выступами 9, имеющими в поперечном сечение фильеры 7 форму сегментов круга, а ее внутренний диаметр (D) равен наружному диаметру оболочки 2. Причем указанная форма выступов 9 обеспечена (один из возможных вариантов) запрессовкой шаров 10 в соответствующие пазы 11 в рабочей части 8 фильеры 7, расположенных в ней диагонально, на равных расстояниях друг от друга. Количество выступов 9 и их размеры для каждого типоразмера трубы 1 и оболочки 2 определяются экспериментальным путем, исходя из условий прочности оболочки 2, сохранения ее остойчивости, отсутствия ее удлинения при волочении через фильеру 7 и получения в результате этого волочения уменьшения ее диаметра до величены, меньшей внутреннего диаметра трубы 1. Для снижения вероятности повреждения оболочки 2 в процессе ее волочения через фильеру 7 шары 10 могут быть размещены в пазах 11 с возможностью вращения (на чертеже не показано).
Устройство работает следующим образом.
На конец предварительно подготовленной к футерованию трубы 1 (очищенной от ржавчины и обезжиренной) устанавливают фильеру 7. Канат 6 пропускают через трубу 1 и фильеру 7. Один из концов каната 6 соединяют с лебедкой 5, а другой - со средством 3, соединенным, в свою очередь, с оголовком 4 оболочки 2. Причем наружный диаметр оболочки 2 равен или несколько превышает наружный диаметр трубы 1. Посредством лебедки 5 последовательно осуществляют натяжение каната 6, волочение оболочки 2 через фильеру 7 и ее размещение в трубе 1. В процессе волочения через фильеру 7 оболочка 2 деформируется - вдавливается на участках, обозначенных на чертеже буквой В, выступами 9 рабочей части 8 фильеры 7 в поперечном (радиальном) направлении, за счет этого ее диаметр уменьшается до величены, меньшей внутреннего диаметра трубы 1, в результате чего она размещается в последней свободно. При этом, вследствие того, что внутренний диаметр фильеры 7 равен наружному диаметру оболочки 2, деформации оболочки 2 в продольном направление практически не происходит. Причем форма (сегмент круга в поперечном сечение) выступов 9, образованных шарами 10, запрессованными в пазы 11 рабочей части 8 фильеры 7, которые расположены в ней диагонально, на равных расстояниях друг от друга, а также предварительно определенные экспериментальным путем количество и размеры этих выступов 9 предотвращают механическое повреждение оболочки 2 и потерю ее остойчивости в процессе ее волочения через фильеру 7.
Последующая релаксация этой деформации с течением времени при нахождении оболочки 2 в трубе 1 происходит в обратном направлении - диаметр оболочки 2 увеличивается до внутреннего диаметра трубы 1. Причем скорость этой релаксации можно увеличить путем нагрева оболочки 2, например заполняя ее горячей водой с температурой около 70-90oC. В результате того, что диаметр оболочки 2 не восстанавливается полностью, в ней возникают остаточные радиальные напряжения, которые обеспечивают ее плотное прилегание к внутренней поверхности трубы 1, а следовательно, футерование последней. При этом, вследствие того, что деформация оболочки 2 в продольном направлении не осуществляется, осевые остаточные напряжения в ней отсутствуют, что и является техническим результатом, решающим поставленную задачу.
Пример конкретного выполнения работы устройства (см. фиг.1 и фиг.2).
На конец предварительно подготовленной к футерованию (очищенной от ржавчины и обезжиренной) трубы 1 наружным диаметром 114 мм с толщиной стенки 4 мм и длиной 10 м устанавливают фильеру 7 с внутренним диаметром 114 мм, рабочая часть 8 которой снабжена четырьмя выступами 9, расположенными в ней диагонально на равных расстояниях друг от друга и имеющими в поперечном сечении фильеры 7 форму сегментов круга, что обеспечено запрессовкой шаров 10 (диаметром 14 мм) на половину их диаметра в соответствующие пазы 11 рабочей части 8 фильеры 7. Канат 6 пропускают через трубу 1 и фильеру 7. Один из концов каната 6 соединяют с лебедкой 5, а другой - со средством 3, соединенным, в свою очередь, с оголовком 4 оболочки 2, выполненной из полиэтилена, предварительно термоусаженной, имеющей длину 10 м, диаметр 114 мм и толщину стенки 4 мм. Посредством лебедки 5 последовательно осуществляют натяжение каната 6, волочение оболочки 2 через фильеру 7 и ее размещение в трубе 1. При этом оболочка 2 деформируется (вдавливается на участках В) выступами 9 рабочей части 8 фильеры 7 в поперечном (радиальном) направлении, ее диаметр уменьшается до 104 мм, в результате чего она размещается в трубе 1, имеющей внутренний диаметр 106 мм, свободно (с зазором 1 мм по диаметру). Далее оболочку 2, снабдив с одной стороны заглушкой (на чертеже не показано) и установив ее вместе с трубой 1 вертикально (на чертеже не показано), заполняют горячей водой с температурой около 70oC. В результате процесса релаксации деформации материала оболочки 2 ее диаметр увеличивается до размера внутреннего диаметра (106 мм) трубы 1 и она размещается в последней без зазора, обеспечивая тем самым ее футерование, а следовательно, надежную внутреннюю противокоррозионную защиту. Воду, после остывания до комнатной температуры, удаляют из оболочки 2 методом слива.
Таким образом, изложенные сведения свидетельствуют о выполнении при использовании заявляемого изобретения следующей совокупности условий:
- заявляемое устройство предназначено для использования в промышленности, а именно в области трубопроводного транспорта;
- для заявляемого устройства в том виде, как оно охарактеризовано в формуле изобретения, подтверждена возможность его осуществления с помощью описанных в заявке и известных до даты ее приоритета средств, процессов и методов.
Следовательно, заявляемое изобретение соответствует критерию "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФУТЕРОВАНИЯ МЕТАЛЛИЧЕСКОГО ТРУБОПРОВОДА ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2031795C1 |
| Способ футеровки металлических труб | 1976 |
|
SU617275A1 |
| СПОСОБ ОБЛИЦОВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ТРУБЫ ПОЛИМЕРНОЙ ОБОЛОЧКОЙ | 2006 |
|
RU2326287C1 |
| СПОСОБ ФУТЕРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 1991 |
|
RU2015910C1 |
| СПОСОБ ФУТЕРОВАНИЯ ТРУБОПРОВОДА ЭЛАСТИЧНОЙ ОБОЛОЧКОЙ | 1992 |
|
RU2042517C1 |
| СПОСОБ ФУТЕРОВАНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С НАРУЖНОЙ РЕЗЬБОЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2003 |
|
RU2257508C2 |
| СПОСОБ ЗАЩИТЫ СТАЛЬНОЙ ТРУБЫ ОТ КОРРОЗИИ | 2002 |
|
RU2217651C1 |
| Устройство для волочения пластмассовых оболочек при футеровании металлических труб | 1981 |
|
SU1031744A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВАННОЙ ТРУБЫ | 1998 |
|
RU2141070C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2238180C1 |
Изобретение может быть использовано при строительстве трубопроводов из металлических труб, футерованных пластмассовой оболочкой для обеспечения их внутренней противокоррозионной защиты. Устройство содержит средство для захвата оголовка пластмассовой оболочки, тяговое средство и канат, соединяющий эти средства между собой. Устройство имеет фильеру и обжимающие выступы, имеющие в поперечном сечении форму сегментов круга. Обжимающие выступы расположены в рабочей части фильеры. Внутренний диаметр фильеры равен наружному диаметру пластмассовой оболочки. Устройство обеспечивает плотное прилегание оболочки к внутренней поверхности трубы, повышая долговечность металлических труб. 2 ил.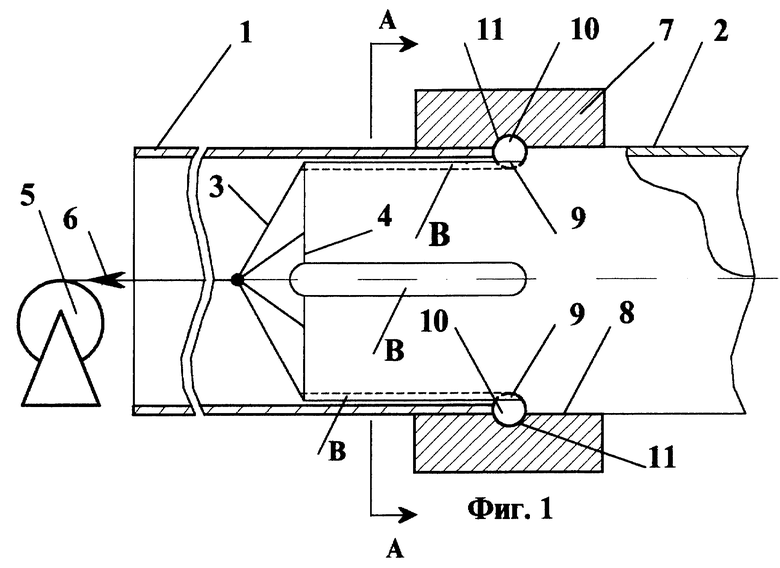
Устройство для футерования металлической трубы пластмассовой оболочкой, содержащее средство для захвата оголовка пластмассовой оболочки, тяговое средство, канат, соединяющий эти средства между собой, фильеру и обжимающие выступы, имеющие в поперечном сечении форму сегментов круга, отличающееся тем, что обжимающие выступы расположены в рабочей части фильеры, а ее внутренний диаметр равен наружному диаметру пластмассовой оболочки.
| СПОСОБ ФУТЕРОВАНИЯ ТРУБОПРОВОДА ЭЛАСТИЧНОЙ ОБОЛОЧКОЙ | 1992 |
|
RU2042517C1 |
| Герметизированное магнитоуправляемое реле | 1969 |
|
SU266951A1 |
| US 5244624 A, 14.09.1993 | |||
| US 4874657 A, 17.10.1989. | |||
