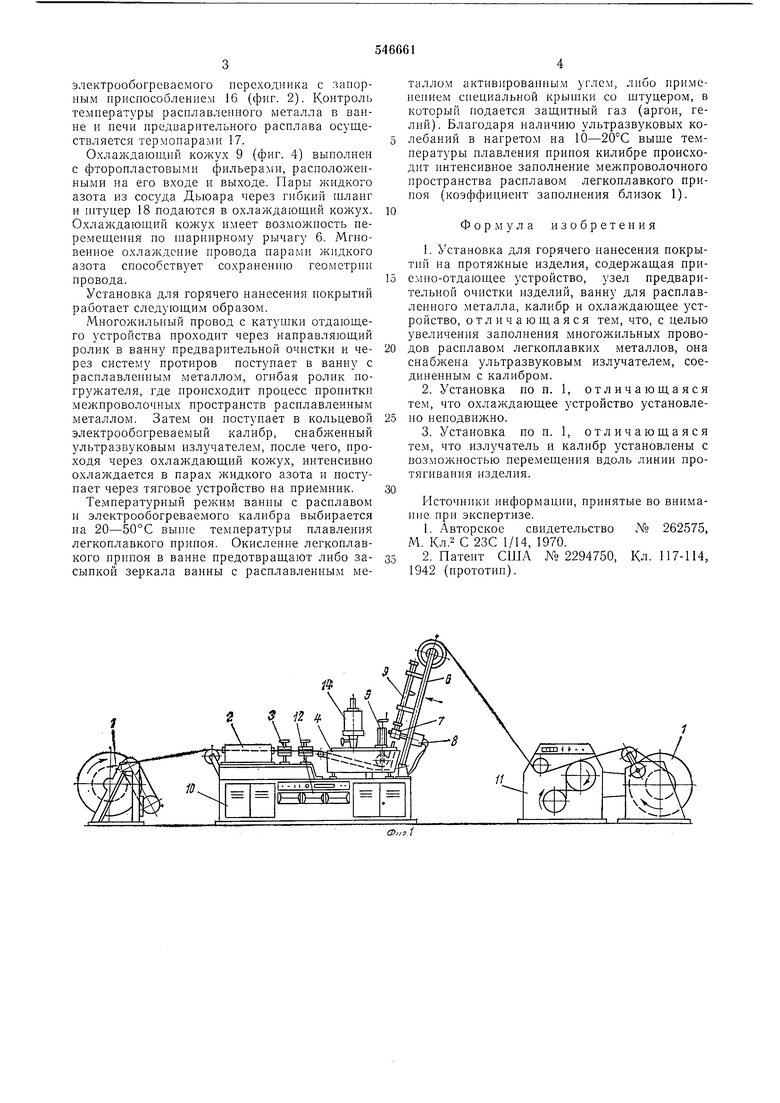
электрообогреваемого переходника с запорным приспособленнем 16 (фиг. 2). Контроль температуры расплавленного металла в ванне и печи предварительного расплава осуш,ествляется термопарами 17.
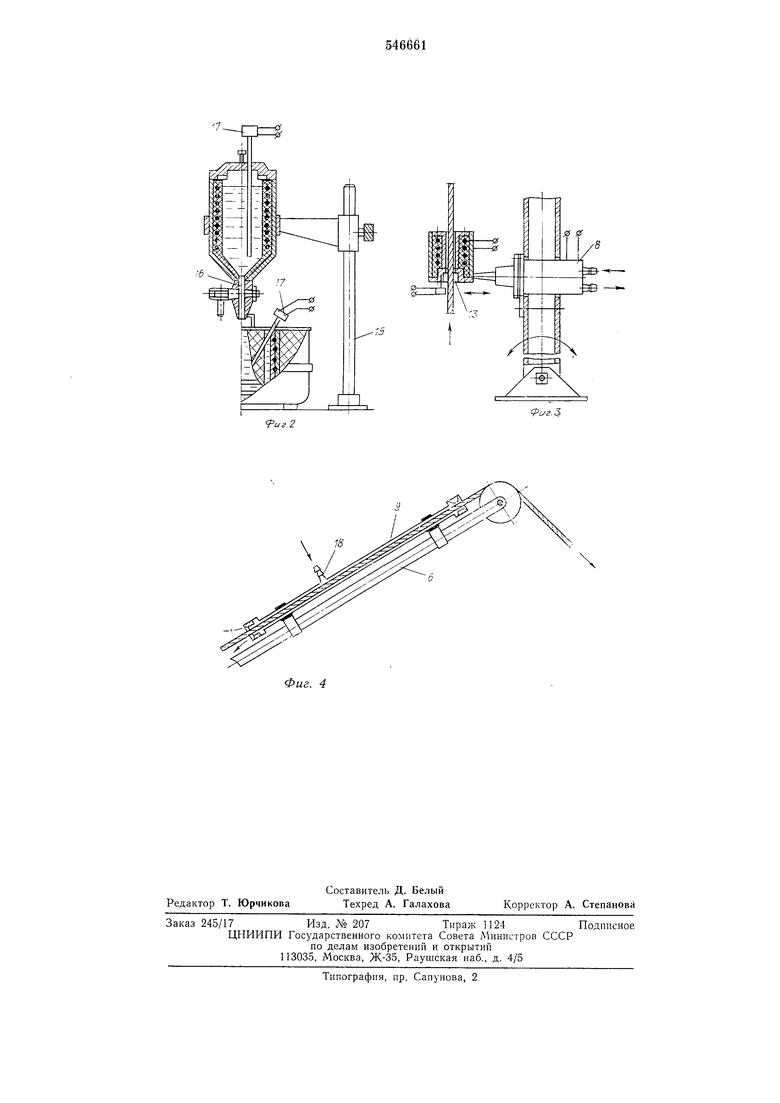
Охлаждаюш,пй кожух 9 (фиг. 4) выполнен с фторопластовыми фильерами, расположенными на его входе и выходе. Пары жидкого азота из сосуда Дыоара через гибкий шланг и штуцер 18 подаются в охлажда1ош,ий кожух, Охлаждаюш,ий кожух имеет возможность перемеш,ення но шарнирному рычагу 6. Мгновенное охлаждение провода нарами жидкого азота способствует сохранению геометрии провода.
Установка для горячего нанесения покрытий работает следующим образом.
Многожильный провод с катушки отдающего устройства проходит через направляющий ролик в ванну предварительной очистки и через систему протиров поступает в ванну с расплавленным металлом, огибая ролик погружателя, где происходит процесс пропитки межпроволочных пространств расплавленным металлом. Затем он ноступает в кольцевой электрообогреваемый калибр, снабженный ультразвуковым излучателем, после чего, проходя через охлаждающий кожух, интенсивно охлаждается в парах жидкого азота н поступает через тяговое устройство на приемник.
Температурный режим ванны с расплавом и электрообогреваемого калибра выбирается на 20-50°С вьпне температуры плавления легкоплавкого припоя. Окисление легкоплавкого прппоя в ванне предотвращают либо засыпкой зеркала ванны с расплавленным металлом активированным углем, либо применением специальной крышки со штуцером, в который подается защитный газ (аргон, гелий). Благодаря наличию ультразвуковых колебаний в нагретом на 10-20°С выше температуры плавления припоя килибре происходит интенсивное заполнение межпроволочного пространства расплавом легкоплавкого припоя (коэффициент заполнения близок 1).
Формула изобретения
1.Установка для горячего нанесения покрытий на протяжные изделия, содержащая приемно-отдающее устройство, узел предварительной очистки изделий, ванну для расплавленного металла, калибр и охлаждающее устройство, отличающаяся тем, что, с целью увеличения занолнения многожильных проводов расплавом легкоплавких металлов, она снабжена ультразвуковым излучателем, соединенным с калибром.
2.Установка но п. 1, отличающаяся тем, что охлаждающее устройство установлено неподвижно.
3.Установка по п. 1, отличающаяся тем, что излучатель и калибр установлены с возможностью перемещения вдоль линии протягивания изделия.
Источники информации, принятые во внимание при экспертизе.
1.Авторское свидетельство N° 262575, М. Кл.2 С 23С 1/14, 1970.
2.Патент США 2294750, Кл. 117-114, 1942 (прототип).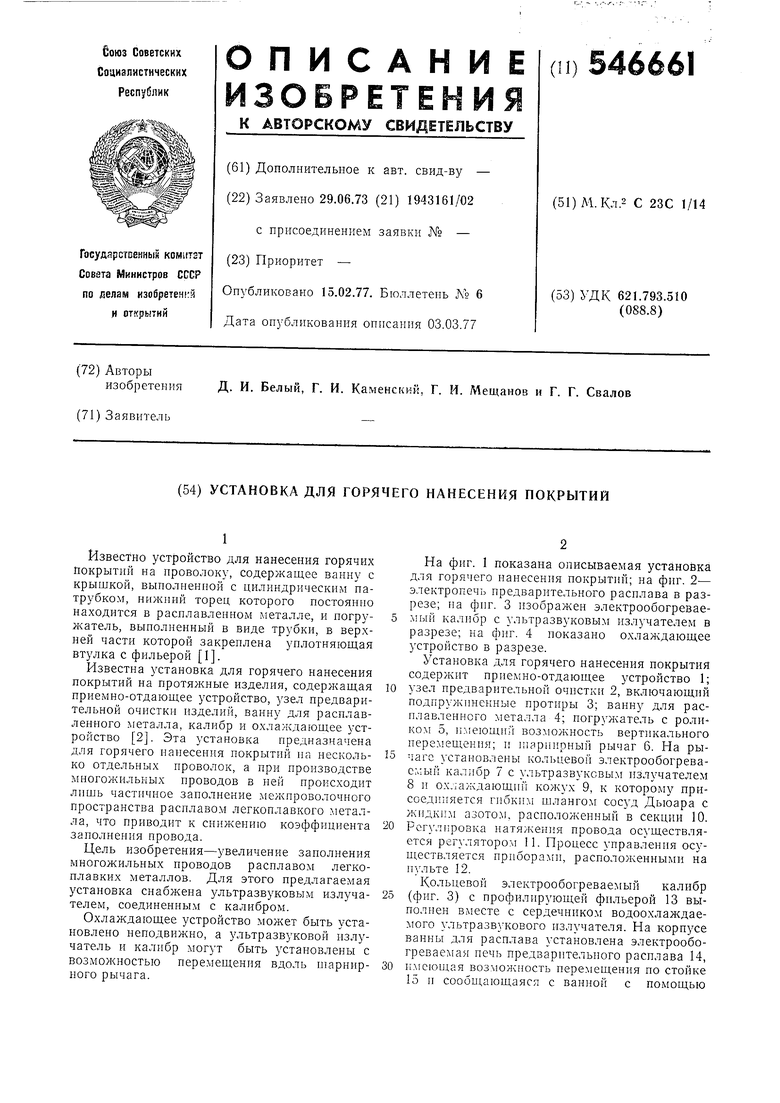
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения покрытия на многожильные провода | 1976 |
|
SU617488A1 |
| Устройство для нанесения покрытий на многожильные провода | 1977 |
|
SU685712A1 |
| Установка для нанесения горячих покрытий на длинномерные изделия | 1982 |
|
SU1027278A1 |
| Многоходовая установка для изготовленияэМАлиРОВАННыХ пРОВОдОВ | 1979 |
|
SU847378A1 |
| Способ нанесения покрытий | 1975 |
|
SU590366A1 |
| Флюс для нанесения горячего припоя | 1988 |
|
SU1617042A1 |
| Способ рафинирования легкоплавких металлов и сплавов | 1981 |
|
SU977507A1 |
| Безфлюсовый способ получения луженой медной проволоки с покрытием сплавом на основе олова и индия | 2021 |
|
RU2769855C1 |
| Способ пайки волноводных устройств сложной конфигурации из алюминиевых сплавов | 2018 |
|
RU2691433C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННОГО СВЕРХПРОВОДЯЩЕГО ПРОВОДА | 1992 |
|
RU2024973C1 |
ue.Z
Фиг. 4
