(54) МНОГОВХОДОВАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЭМАЛИРОВАННЫХ ПРОВОДОВ

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения покрытий на изделие протяженной формы | 1977 |
|
SU691932A1 |
| Установка для нанесения покрытий на изделие протяженной формы | 1979 |
|
SU860144A2 |
| Устройство для калибрования протяженного изделия | 1977 |
|
SU675453A1 |
| Устройство для калибрования протяженного изделия | 1980 |
|
SU980168A2 |
| Способ изготовления обмоточных проводов | 1976 |
|
SU616658A1 |
| Способ изготовления электрического провода | 1988 |
|
SU1607019A1 |
| УСТРОЙСТВО для НАНЕСЕНИЯ ПОКРЫТИЯ НА ПРОВОЛОКУ | 1970 |
|
SU264680A1 |
| Способ изготовления эмалированного провода | 1988 |
|
SU1704172A1 |
| Устройство для нанесения покрытий на изде-лия пРОТяжЕННОй фОРМы | 1979 |
|
SU828218A1 |
| Установка для изготовления эмалированных проводов | 1970 |
|
SU445929A1 |
Изобретение относится к технологическому оборудованию для изготовления кабельных изделий и,в частности, для изготовления эмалированн проводов, Известна установка для эмалирова ния проводов, которая содержит отда щее устройство, размещенное в ванне с пленкообразующей жидкостью, крышку, взвешенную в жидкости и имеющую возможность перемещения относительн корпуса, а также калибр, установленный в крышке 1. Недостатком этой установки является относительно большие габариты ванны, определяемые необходимостью размещения в ней помимо-необходимого объема пленкообразующей жидкос и еще и отдающего устройства с полйым объемом заготовки (проволоки). При компоновке из таких агрегатов многовходовой установки габариты ее получаются неоправданно велики. Наиболее близкой по технической сущности к предлагаемому является многовходовая установка, содержгицая лаконаносящий узел, размещенную над ним емкость с жидкостью и расположенные в ней на поплавках калибры Недостатками этой многовходовой установки являются невозможность тонкого регулирования компенсирующего усилия поплавка за счет широкого использования различных веществ, образующих жидкую среду взвешивающую поплавки, а также за счет изменения физических свойств жидкой среды; неуправляемость режимов в зоне калибрования нанесенного покрытия; неизолированность лаконаносящего узл От окружающей среды. В результате затруднено получение качественного эмалевого покрытия на проводах. Цель изобретения - уменьшение габаритов установки и повышение .качества проводов. Цель достигается тем, что лаконаносящий узел выполнен в виде ванны, верхний проем которой перекрыт дном поплавковой емкости, а последняя выполнена обогреваемой. Предлагаемая установка обеспечивает тонкое регулирование компенсирующего усилия поплавка за счет широкого использования различных веществ, вплоть до расплава солей и легкоплавких металлов и сплавов, в качестве жидкой среды взвешиваюiefl поплавки, a также за счет изменения физических свойств среды (вязкости, удельного веса и т.п.); позволяет устанавливать оптимальный режим нанесения плёнкообразующей идкости путем изменения теплового поля в зоне калибрования, обеспечивает чистоту, постоянство и регуируемость свойств пленкообразующей жидкости.
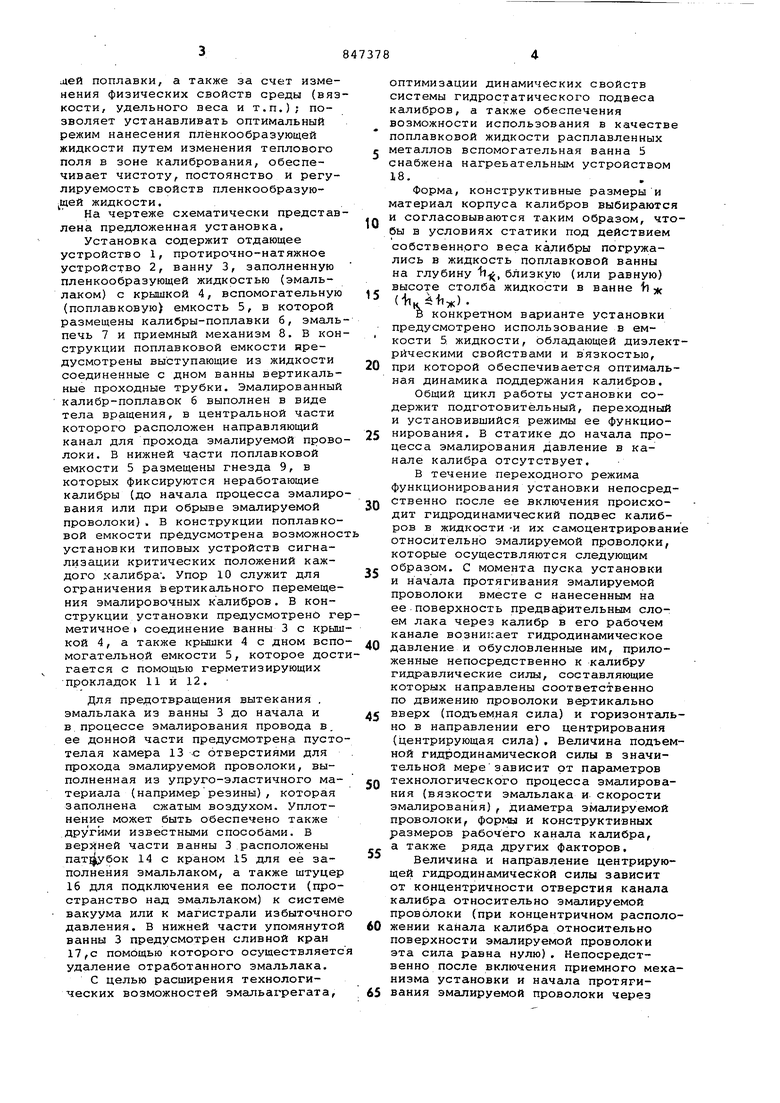
На чертеже схематически представлена предложенная установка.
Установка содержит отдающее устройство 1, протирочно-натяжное устройство 2, ванну 3, заполненную пленкообразующей жидкостью (эмальлаком) с крышкой 4, вспомогательную (поплавковую) емкость 5, в которой размещены калибры-поплавки б, эмальпечь 7 и приемный механизм 8. В конструкции поплавковой емкости нредусмотрены выступающие из жидкости соединенные с дном ванны вертикальные проходные трубки. Эмалированный
калибр-поплавок б выполнен в виде тела вращения, в центральной части которого расположен направляюгдий канал для прохода эмалируемой проволоки. В нижней части поплавковой емкости 5 размещены гнезда 9, в которых фиксируются неработающие калибры (до начала процесса эмалирования или при обрыве эмалируемой проволоки). В конструкции поплавковой емкости предусмотрена возможность установки типовых устройств сигнализации критических положений каждого калибра-. Упор 10 служит для ограничения вертикального перемещения эмалировочных калибров. В конструкции установки предусмотрено герметичное соединение ванны 3 с крышкой 4, а также крышки 4 с дном вспомогательной емкости 5, которое достигается с помощью герметизирующих
прокладок 11 и 12.
Для предотвращения вытекания , эмальлака из ванны 3 до начала и в процессе эмалирования провода в. ее донной части предусмотрена пустотелая камера 13 с отверстиями для прохода эмалируемой проволоки, выполненная из упруго-эластичного материала (например резины), которая заполнена сжатым воздухом. Уплотнение может быть обеспечено также другими известными способами. В верз4ней части ванны 3 расположены 14 с краном 15 для ее заполнения эмальлаком, а также штуцер 16 для подключения ее полости (пространство над эмальлаком) к системе
вакуума или к магистрали избыточного давления. В нижней части упомянутой ванны 3 предусмотрен сливной кран 17,с помощью которого осуществляется удаление отработанного эмальлака.
С целью расширения технологических возможностей эмгильахрегата.
оптимизации динамических свойств системы гидростатического подвеса калибров, а также обеспечения возможности использования в качестве поплавковой жидкости расплавленных металлов вспомогательная ванна 5 снабжена нагревательным устройством 18.
Форма, конструктивные размеры и материал корпуса калибров выбираются и согласовываются таким образом, чтобы в условиях статики под действием собственного веса калибры погружались в жидкость поплавковой ванны на глубину 1l, близкую (или равную) высоте столба жидкости в ванне fi
().
В конкретном варианте установки предусмотрено использование в емкости 5 жидкости, обладающей диэлекрическими свойствами и вязкостью, при которой обеспечивается оптимальная динамика поддержания калибров.
Общий цикл работы установки содержит подготовительный, переходный и установившийся режимы ее функционировани-я. В статике до начала процесса эмалирования давление в канале калибра отсутствует.
В течение переходного режима функционирования установки непосредственно после ее включения происходит гидродинамический подвес калибров в жидкости -и их самоцентрирован относительно эмалируемой проволоки, которые осуществляются следующим образом, С момента пуска установки и начала протягивания эмалируемой проволоки вместе с нанесенным на ее поверхность предварительным слоем лака через калибр в его рабочем канале возникает гидродинамическое давление и обусловленные им, приложенные непосредственно к калибру гидравлические силы, составляющие которых направлены соответственно по движению проволоки вертикально вверх (подъемная сила) и горизонтгшьно в направлении его центрирования (центрирующая сила), Величина подъемной гидродинамической силы в значительной мере зависит от параметров технологического процесса эмалирования (вязкости эмальлака и скорости эмсширования), диаметра эмгшируемой проволоки, формы и конструктивных размеров рабочего канала калибра, а также ряда других факторов.
Величина и направление центрирующей гидродинамической силы зависит от концентричности отверстия канала калибра относительно эмалируемой проволоки (при концентричном расположении канала калибра относительно поверхности эмалируемой проволоки эта сила равна нулю), Непосредственно после включения приемного механизма установки и начала протягивания эмалируемой проволоки через
