1
Изобретение относится к области обработки металлов, в частности для зачистки поверхностных дефектов металла в прокатных и электросталеплавильных цехах металлургического производства.
Известно сопло газокислородного резака, используемого для зачистки поверхностных дефектов металла, содержащее сквозной центральный канал для реж щего кислорода, распределительную полость, расположенную вокруг канала для рел ущего кислорода, канал для подвода горючей смеси в эту полость и каналы для отвода горючей смеси из распределительной полости, расположенные вокруг центрального канала для режущего кислорода. 1.
Сопло выполнено из больщого количества деталей - корпуса, мундщтука и накидной гайки.
Распределительная полость горячей смеси расположена на стыке между корпусом и мундщтуком.
Это сопло сложно в изготовлении, так как требуется точность изготовления и подгонка деталей. Наличие неточности в стыках может привести к взрыву.
Известно сопло резака, состоящее из мундштука, корпуса головки, трубы для подачи подогревающей смеси и трубы для подачи режущего кислорода 2.
Эта конструкция сложнее в изготовлении, чем предыдущая и также ие исключает смещивание режущего кислорода с горючей смесью, что вызывает угрозу взрывоопасности.
Известно сопло резака, состоящее из корпуса, мундщтука, трубы для подачи режущего кислорода, трубы для подачи горючей смеси, которая сначала попадает в распределительную полость, образованную наружной поверхностью мундщтука и внутренней полостью корпуса, затем через восемь канавок отводится наружу 3.
Недостаток - достаточно больщое количество деталей, сложное изготовление.
Известно сопло резака, состоящее из мундщтука для режущего кислорода и корпуса, охватывающего мундщтук. Полость для горючей смеси выполнена в виде кольцеобразного канала, соединенного с одной стороны каналом для подвода горючей смеси, с другой - связанными с атмосферой каналами, расположеиными вокруг каиала для режущего кислорода 4.
Известно сопло резака 5, которое отличается от сопла резака 4 тем, что оно вместо мундщтука с цилиндрическим отверстием имеет щелевидиое отверстие. 0 Последние два сопла достаточно сложны в изготовлении и состоят также из нескольких деталей.
Известно сопло резака, в котором выполнен центральный канал для режущего кислорода и распределительная полость для горючей смеси, размещенная вокруг центрального канала 6.
Недостатком этой конструкции сопла является как сложность его изготовления (состоит из нескольких деталей), так и недостаточная надежность в работе из-за большого количества стыков соединенных припоев.
Целью изобретения является уменьщение трудоемкости изготовления и повыщение надежности работы сопла.
Эта цель достигается тем, что распределительная полость для горючей смеси образована четырьмя каналами, оси которых пар;аллельпы диаметральным осям канала для режущего кислорода и размещены в ило-скостп, перпендикулярной к оси канала, при этом пересечение двух из каналов выполнено глухим, а места пересечения остальных каналов заглушены пробками.
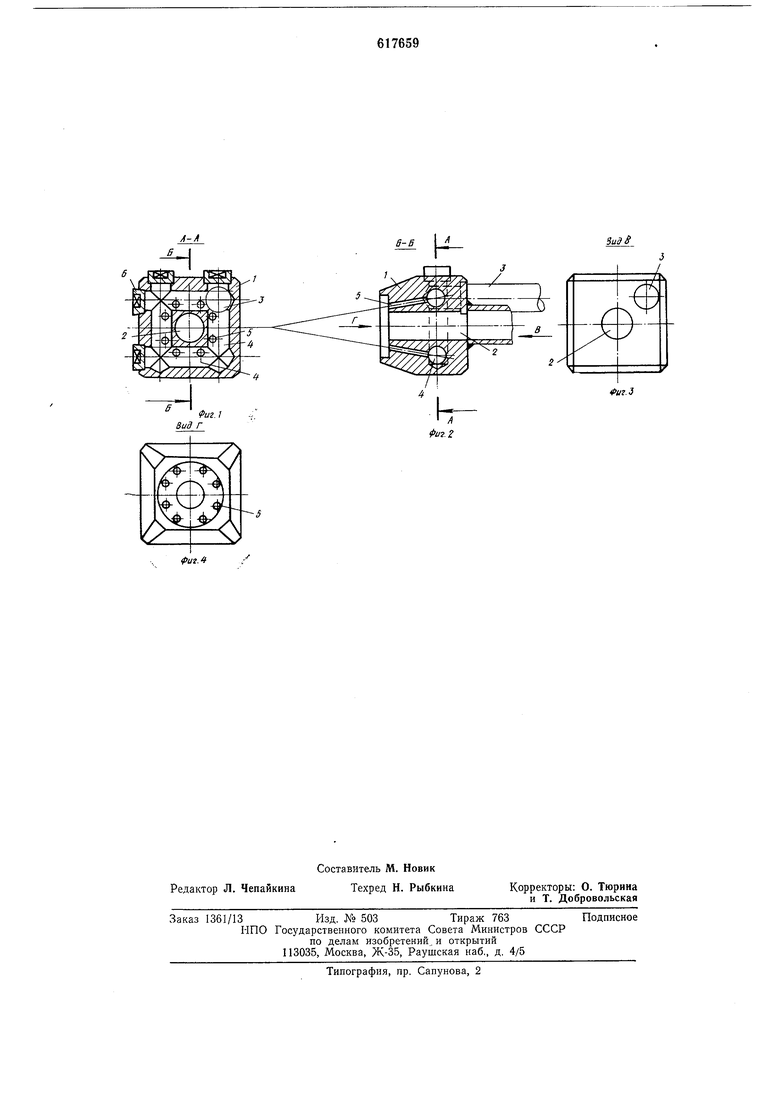
На фиг. 1 изображено сопло в поперечном разрезе А-А на фиг. 2; на фиг. 2 - то же, разрез Б-Б на фиг. 1; на фиг. 3 - вид В на фиг. 2; на фиг. 4 - вид Г на фиг. 2.
Сопло выполнено в виде одной детали - корпуса 1 и содержит центральный сквозной канал 2 для подвода режущего кислорода, канал 3 для подвода горючей смеси, распределительпую полость 4, каналы 5, предназначенные для отвода горючей смеси наружу. Корпус 1 может быть изготовлен путем штамповки.
Распределительная полость 4 образована прямолинейными, глухими, соединенными между собой каналами, охватывающими канал 2 режущего кислорода.
На чертеже изображена распределительная полость 4, образованная четырьмя каналами, охватывающими центральный канал режущего кислорода. Каналы могут быть изготовлены сверлением и заглущены пробками 6.
Работает сопло следующим образом.
Горючая смесь, полученпая в смесительной камере, подается в канал 3, попадает в распределительную полость 4 и через каналы 5 отводится наружу. При ее сгорании на выходе происходит подогревание металла до температуры воспламенения. Режущий кислород подается по центральному каналу 2 и при соприкосновении его с подогретым металлом происходит рез дефектов на поверхности металла.
Выполнение сопла в виде одной детали и образование распределительной полости горючей смеси системой прямолинейных соединенных меледу собой глухих каналов, 5 представляющих замкнутую полость вокруг центрального канала режущего кислорода, позволяет значительно упростить его изготовление, так как все каналы могут быть выполнены простым сверлением,
10 что сокращает станочное время и отходы металла в стружку.
В предложенной конструкции сопла заглушают только отдельные отверстия пробками, поэтому это сопло более надежное в работе, чем известные, состоящие из нескольких спаенных между собой деталей. Кроме того, в предложенном сопле возможно производить чистку каналов благодаря съемным пробкам, что также повы0 шает его надежность работы.
Формула изобретения
Сопло газокислородного резака для зачистки поверхностных дефектов, в котором выполнен центральный канал для режущего кислорода и распределительная полость для горючей смеси, размещенная вокруг центрального канала, отличающаяся
0 тем, что, с целью снижения трудоемкости изготовления сопла и повыщения надежности при эксплуатации, распределительная полость для горючей смеси образована четырьмя каналами, оси которых параллельны диаметральным осям канала для режущего кислорода и размещены в плоскости, перпендикулярпой к оси канала, при этом пересечение двух из каналов выполнено глухим, а места пересечения остальных
0 каналов заглущены пробками.
Источники информации, принятые во внимание при экспертизе
1.Фастовский Б. Г. Огневая зачистка стали. М., «Металлургия, 1975, с. 73, рис.
5 26а.
2.Фастовский Б. Г. Огневая зачистка стали. М., «Металлургия, 1975, с. 73, рис. 266.
3.Фастовский Б. Г. Огневая зачистка 0 стали. М., «Металлургия, 1975, с. 73,
рис. 26в.
4.Фастовский Б, Г. Огневая зачистка стали. М., «А еталлургия, 1975, с. 78, рис. 31.
5 5. Фастовский Б. Г. Огневая зачистка стали. М., «Металлургия, 1975, с. 78, рис. 30.
6. Фастовский Б. Г. Огневая зачистка стали. М., «Металлургия, 1975, с. 81,
рис. 33.
А-л
фигЛ
SuSS
2
.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Огневой резак | 1978 |
|
SU769203A1 |
| Способ образования ванны расплавленного металла при начале огневой зачистки и устройство для его осуществления | 1980 |
|
SU1263464A1 |
| ГАЗОКИСЛОРОДНЫЙ РЕЗАК, ВЕНТИЛЬ И РЕГУЛИРОВОЧНЫЙ КЛАПАН | 1991 |
|
RU2033576C1 |
| УСТРОЙСТВО ДЛЯ КИСЛОРОДНОЙ РЕЗКИ МЕТАЛЛА | 2005 |
|
RU2281839C1 |
| Газокислородный резак внутрисоплового смешения | 1977 |
|
SU672441A1 |
| Способ кислородно-флюсовой зачистки металла и устройство для его осуществления | 1977 |
|
SU904931A1 |
| Кислородно-флюсовый резак для удаления поверхностных дефектов | 1984 |
|
SU1180199A1 |
| Газокислородный резак внешнего смешения газов для резки металлов больших толщин | 1978 |
|
SU748088A1 |
| Способ образования ванны расплавленного металла при огневой зачистке | 1979 |
|
SU1077728A1 |
| РЕЗАК ДЛЯ КИСЛОРОДНОЙ РЕЗКИ МЕТАЛЛОВ | 2005 |
|
RU2294268C2 |