(54) СПОСОБ ПЕРЕДАЧИ ДВИЖУЩЕГОСЯ ПРОКАТА С РОЛЬГАНГА НА ХОЛОДИЛЬНИК
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для передачи труб с рольганга на холодильник | 1979 |
|
SU863040A1 |
| Клапанный сбрасыватель проката | 1986 |
|
SU1359039A1 |
| Устройство для торможения прокатки | 1977 |
|
SU716661A1 |
| Клапанный сбрасыватель проката | 1983 |
|
SU1118445A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМАГНИТНОГО ТОРМОЖЕНИЯ ТЕРМОУПРОЧНЕННОГО ФЕРРОМАГНИТНОГО АРМАТУРНОГО ПРОКАТА ПЕРЕД ХОЛОДИЛЬНИКОМ | 2012 |
|
RU2516324C2 |
| Клапанный сбрасыватель проката | 1986 |
|
SU1366253A1 |
| ПРИЕМНЫЙ УЧАСТОК ХОЛОДИЛЬНИКА СОРТОВОГО ПРОКАТНОГО СТАНА | 2008 |
|
RU2368444C1 |
| Тормозное устройство реечного холодильника | 1986 |
|
SU1366254A1 |
| Устройство для торможения проката на холодильнике | 1987 |
|
SU1447459A1 |
| ПРИЕМНОЕ УСТРОЙСТВО РЕЕЧНОГО ХОЛОДИЛЬНИКА | 1973 |
|
SU377179A1 |
Изобретение относится к прокатному (производству, а именно к способу передачи движушегося проката с рольганга иа холодильник.
Известен передачи движущегос проката с рольганга на холодильник, по которому подъем проката над рольгангом осуществляют одним или двумя рядами однсивременно поднимающихся клапа ИОВ. В результате чего прокат тормозится до полной остановки и скатьюается в первый желоб холодильника .
Известный способ передачи движущегося прсжата с рольганга на холодильник не обеспечивает правку проката растяжением.
Наиболее близким к изобретению является способ, содержащий подъем проката клапанами над рольгангом и скатывание его в желоб холодильника 2.
Недостатком этого способа является то, что при одновременном подъеме клапанов тормозящие усилия распредел5аот ся равномерно по всей длине проката, не создавая никаких предпосылок для его
правки в процессе передачи. Поэтому с.охраняются все искривления, полученные в процессе прокатки и транспортировки, которые при остътании проката в рихтовальном желобеспособствуют по5шлению вспученностей, не исчезающих при остьшании проката.
Целью изобретения является обеспе-. чение правки проката растяжением.
Указанная цель достигается тем, что в способе, содержащем подъем прската клапанами над рольгангом и скатьюание его в желоб холодильника, подъем проката осуществляют последовательно, начиная с заднего конца, до полного подъема над рольгангом.
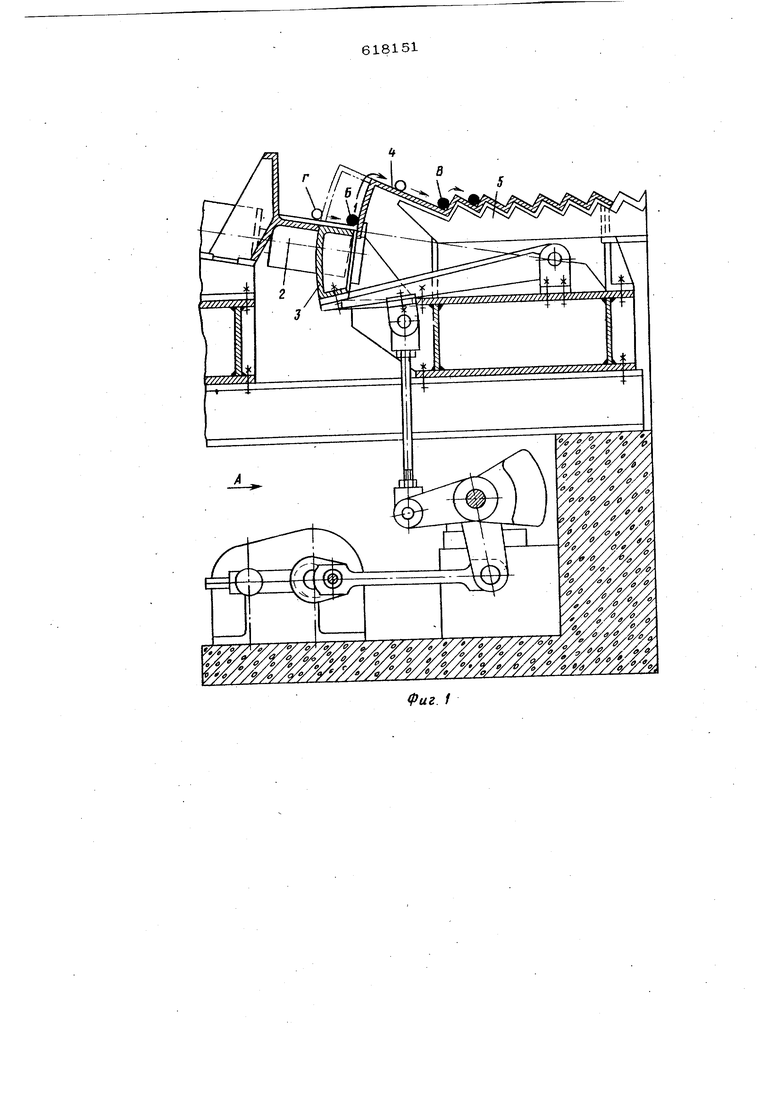
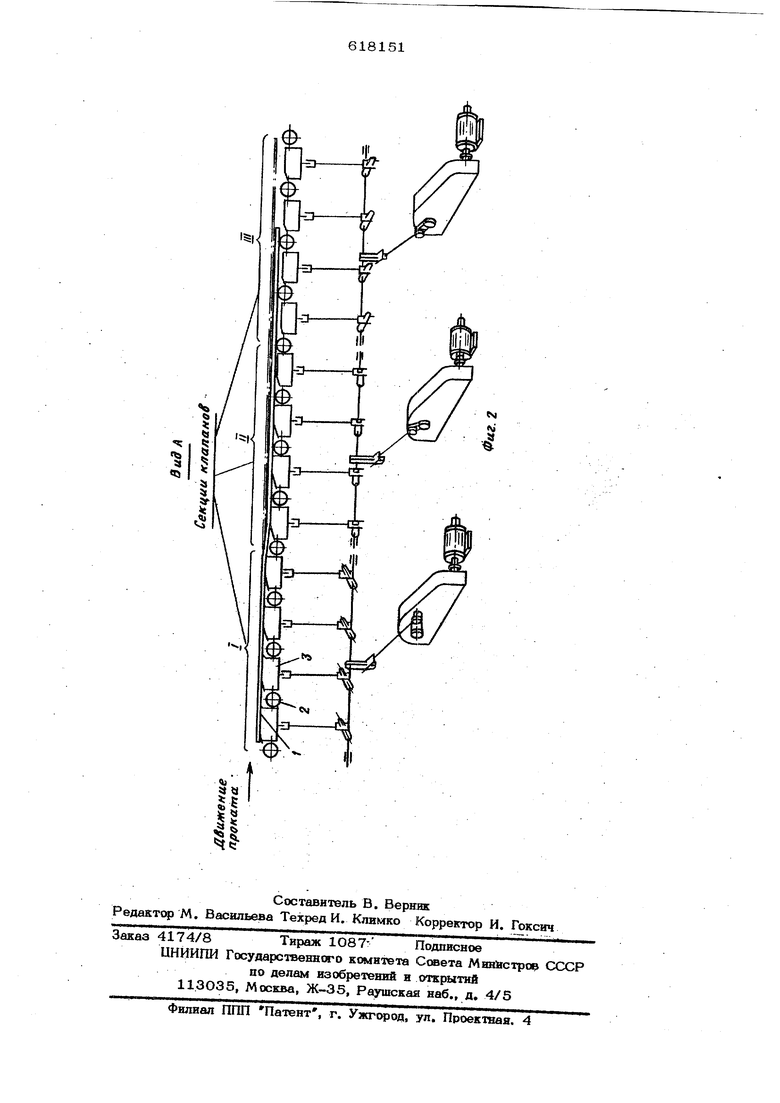
На фиг. 1 изображена схема передачи движущегося проката с рольганга на холодильник; на фиг. 2 - вид А фиг, 1,
В исходном положании длинномерный отрезок проката 1 движется по подводящему рольгангу 2. При этом последовательно расположенные подъемные клапаны 3, собранные в отдельные три свк цйи, находятся в нижнем положении. Как только задний конец проката 1 окажется в зоне первой секции клапанов 3 производят подъем клапанов этой секции, в результате которого происходит под-ьем проката 1 над рольгангсад 2. При этом на задний конец начинает действовать затормаживающее усилие, в результате соприкосновения проката с клапана.ми первой секции. Так как остф1ьная часть проката находится на роликах подвод$1шего рольганга 2, то кроме затормаживающего усилия на него действует и тянущее усилие роликов, которое вызы вает в прсжате растягивающее усилие, способствую1цее его правке. По истечени некоторого времени после подъема прока та клапанами первой секции, осуществляю подъем проката над рольгангом 2 клапа-г нами втсфой секции, наращивая усилие тс можения, а затем и клапанами третье секции. При таком последовательном подъеме затормаживающее усилие, возникает не одновременно по всей длине проката, а начинает действовать с заднего конца. При этом Передняя часть проката продолжает увлекаться роликами подающе го рольганга и некоторое время в прокате будут .действовать- растягивающие усилила, способствующие его правке и .предотвращению образования вспученное ти. После подъема проката с позиции Б п всей длине происходит скатывание его в следующие позиции, в ходе которого он тормозится силами трения до полной остансжки. . Когда клапаны достигнут верхнего по ложения, прокат 1 скатывается с клапанов в позицию В по наклонной псжерхнос ти желобчатой плиты 4, из которЫ убирается известным способом, например, зубчатыми рейками 5. К этому времени начинает поступать следующий отрезсж проката, занимая позидию Г. После возврата клапанов 3 в нижнее положение поступающий прокат перемещается по наклонным поверхностям из позиции Г в: позицию Б, занимая исход- . ное положение. Далее процесс повторяется. Предложенный способ передачи движущегося проката с рольганга на холодильник обеспечивает правку проката растяжением. Кроме того, использование предлагаемого способа позволяет отказаться от синхронизации приводов на холодильниках большой длины, так как исключается возможность утыкания проката в клапаны на с лыке секций, а также использовать каждую секцию клапанов с примьгкающими в ней зубчатыми рейками как само-стоятельные холодильники при приеме коротких раскатов. Использование предлагаемого способа по сравнению с известными способами позволяетрасширить диапазон принимаемого проката в сторону меньших сечений. Формула изобретения Способ передачи движущегося проката с рольганга на холодильник, содержащий подъем проката клапанами над рольгангом и скатывание его в желоб холодильника, отличающийся тем, что, с целью обеспечения правки проката растяжением, подъем проката осуществляют последовательно, начиная с заднего конца, до полного подъема над рольгангом. Источники информации, принятые во внимание при экспертизе: 1,Авторское свидетельство СССР N 155473, кл. В 21 В 43/ОО, 1962. 2.Авторское свидетельство СССР N 474369, кл. В 21 В 43/02, 1969. .
