(54) УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ ТРУБ С РОЛЬГАНГА НА ХОЛОДИЛЬНИК
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для передачи проката с рольганга на холодильник | 1978 |
|
SU737048A1 |
| Устройство для распределения проката | 1987 |
|
SU1468626A1 |
| Способ передачи движущегося проката с рольганга на холодильник | 1976 |
|
SU618151A1 |
| Клапанный сбрасыватель проката | 1986 |
|
SU1366253A1 |
| УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНОЙ ПЕРЕДАЧИ ПРОКАТА С РОЛЬГАНГА НА ХОЛОДИЛЬНИК | 2004 |
|
RU2268801C2 |
| ПРИЕМНЫЙ УЧАСТОК ХОЛОДИЛЬНИКА СОРТОВОГО ПРОКАТНОГО СТАНА | 2008 |
|
RU2368444C1 |
| Барабанный сбрасыватель проката | 1981 |
|
SU1007776A1 |
| ПРИЕМНОЕ УСТРОЙСТВО РЕЕЧНОГО ХОЛОДИЛЬНИКА | 1973 |
|
SU377179A1 |
| Тормозное устройство реечного холодильника | 1986 |
|
SU1366254A1 |
| Клапанный сбрасыватель проката | 1986 |
|
SU1359039A1 |
I
Изобретение относится к прокатному производству, а точнее к устройствам для передачи движущегося длинномерного проката, в частности труб, с рольганга на холодильник и может быть использовано в агрегатах для производства труб методами горячей прокатки.
Известно устройство для передачи проката с рольганга на холодильник, включающее сбрасывающие клапаны с приводом, установленные между роликами рольганга на качающихся рычагах, и рихтовальные плиты со склизом. Дальнейшая транспортировка проката, поступивщего на рихтовальные плиты холодильников, осуществляется подвижными зубчатыми рейками 1.
Недостатком известного устройства является повторно-кратковременный режим передачи проката зубчатыми рейками, при котором не удается осуществлять его непрерывное вращение, что очень важно при охлаждении проката. Это вызывает необходимость установки вслед за зубчатыми рейками роликового или винтового охладительного поля непрерывного действия. Кроме того, при передаче с рольганга прокат переходит в желоб рихтовальной плиты по склизу, имеющему угол ската 30-35°, что отрицательно влияет на предварительную правку проката при падении в желоб, так как скорость поперечного перемещения проката при таких углах относительно невелика.
Наиболее близким по технической сущности к изобретению является устройство для передачи длинномерного проката с рольганга на холодильник, содержащее установленные между роликами рольганга рычаги с приводом качания, на каждом из которых fQ закреплены два последовательно расположенных сбрасывателя, второй из которых выполняет роль упора при передаче проката с первого сбрасывателя, и стационарно установленные и разделенные вторым сбрасывателем наклонные плиты 2.
Недостаток известного устройства заклю15чается в том, что оно не обеспечивает первоначальную правку проката ударом, в связи с небольшим углом наклона плиты (30-35°), предопределяемым конструкцией сбрасывателей. Кроме того, для дальнейшей плавной
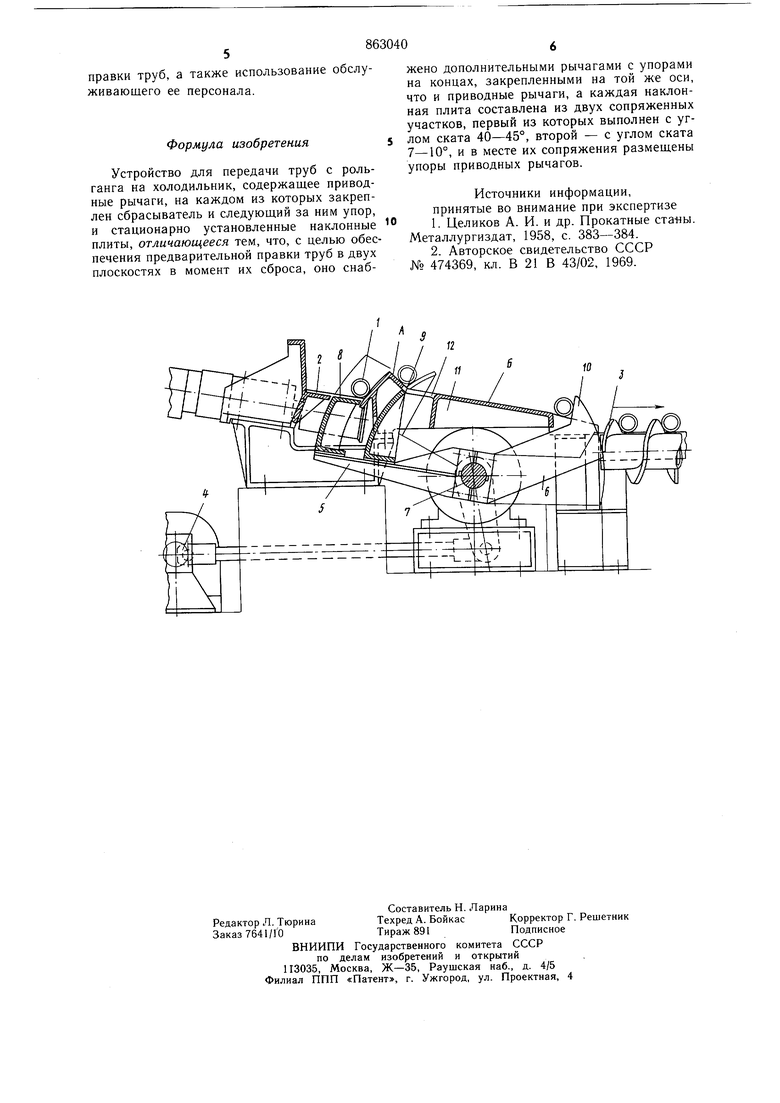
20 передачи требуется дополнительный механизм - щагающие зубчатые рейки, что значительно усложняет конструкцию устройства. Цель изобретения - обеспечение предварительной правки труб в двух плоскостях в момент их сброса. Поставленная цель достигается тем, что устройство для передачи труб с рольганга на холодильник, содержащее приводные рычаги, на каждом из которых закреплен сбрасыватель и следующий за ним упор, и стационарно установленные наклонные плиты, снабжено дополнительными рычагами с упорами на концах, закрепленными на той же оси, что и приводные рычаги, а каждая наклонная плита составлена из двух сопряженных участков, первый из которых выполнен с углом ската 40-45°, второй - с углом ската 7-10°, и в месте их сопряжения размещены упоры приводных рычагов. Такое конструктивное выполнение устройства для передачи горячекатанных труб с рольганга на холодильник позволяет наиболее эффективно использовать энергию сброщенной трубы для ее предварительной , ,., .. . правки ударом. Это достигается тем, что первый наклонный участок плиты, выполненный с углом ската 40-45° вместе с установленными на приводных рычагах упорами, обеспечивает образование в момент сброса трубы продольного тпелоба, симметричного относительно линии действия силы тяжести. Стенки этого желоба, взаимодействуя со сброшенной трубой, создают равномерный правящий импульс по всей ее длине в двух плоскостях. Второй наклонный участок плиты, выполненный с углом ската 7-10°, позволяет трубе скатываться с небольшой скоростью до упоров, закрепленных на дополнительных рычагах, и совершать в зависимости от диаметра от трех до шести оборотов вокруг своей оси, получая тем самым дополнительную правку при передаче на холодильник. На чертеже изображено устройство для передачи горячекатанных труб с рольганга на холодильник, общий вид, поперечный разрез. Устройство для передачи труб 1 с рольганга 2 на холодильник 3 содержит приводные от кривошипно-шатунного механизма 4 рычаги 5 и дополнительные рычаги 6, установленные на общей оси 7, соединенной с механизмом 4. На каждом рычаге 5 закреплен сбрасыватель 8 и следующий за ним упор 9, а на дополнительном рычаге 6 имеется упор 10. Ось 7 качания рычагов размещена между упорами 9 и 10. Каждая стационарно установленная наклонная плита И размещена последовательно за каждым сбрасывателем и составлена из двух сопряженных участков А и Б, первый из которых выполнен с углом ската 40-45°, второй - с углом ската 7-10°. В месте сопряжения участков А и Б каждой наклонной плиты выполнены проемы 12 для прохождения упоров 9. В момент сброса трубы между участком А и упором 9 образуется продольный желоб, симметричный относительно линии действия силы тяжести. Если наклонный участок А плиты меньше 40° или больше 45°, то нарушается симметрия правильного желоба, что ухудшает условия правки. Если угол ската плиты выполнен меньше 7°, то появляется возможность задержки трубы на плите и непопадание ее в зону упора 10. Если угол ската плиты больше 10°, то резко возрастает скорость перекатывания труб и нарушается плавность перехода на холодильник. Общее количество приводных рычагов 5 и дополнительных рычагов 6, а также роликов 2 выбирается исходя из длины принимаемых труб 1. Устройство работает следующим образом. В исходном положении сбрасыватели 8 и упоры 9 находятся ниже кромки роликов рольганга 2 и уровня плиты 11, а упоры 10 возвышаются над склизом. Трубы 1 по рольгангу 2 поступают в зону сбрасывателя. В заданный момент времени с помощью механизма 4. ось 7 приводят в движение и сбрасыватели 8 начинают съем трубы 1 с рольганга 2. Когда сбрасыватели достигают верхней кромки первого наклонного участка А плиты 11, труба быстро скатывается желоб, образованный этим участком и упором 9, симметричный относительно линии действия ее силы тяжести. Труба в момент удара взаимодействует со стенками этого желоба и получает равномерный правящий импульс по всей длине в двух плоскостях, После этого сбрасыватели с упорами 9 начинают свое движение в исходное положение. Как только упоры 9 уходят под уровень плиты 11, труба начинает перекатываться по наклонному участку 6 плиты до соприкосновения с упором 10, совершая при этом в зависимости от диаметра оборотов относительно своей оси, и получает дополнительную правку. При сбросе следующей трубы все операции повторяются, а уже подвергнутая правке труба 1, как только упор 10 уходит под уровень плиты, плавно поступает на винтовой холодильник 3. Таким образом, передача трубы с рольганга на холодильник осуществляется за два включения кривощипно-шатунного механизма; первое включение обеспечивает съем трубы с рольганга, быструю передачу к первому упору 9, возврат механизмов в исходное положение и медлеенную передачу трубы ко второму упору 10, при втором включении привода труба поступает на винтовой холодйльник. Предложенное устройство для передачи горячекатанных труб с рольганга на холодйльник позволяет обеспечить предварительную естественную правку труб в двух плоскостях и предупредить этим их искривление при плавной передаче на холодильник, исключая повторную правку труб. При этом отпадает необходимость установки дополнительной правильной мащины для
правки труб, а также использование обслуживающего ее персонала.
Формула изобретения
Устройство для передачи труб с рольганга на холодильник, содержащее приводные рычаги, на каждом из которых закреплен сбрасыватель и следующий за ним упор, и стационарно установленные наклонные плиты, отличающееся тем, что, с целью обеспечения предварительной правки труб в двух плоскостях в момент их сброса, оно снабжено дополнительными рычагами с упорами на концах, закрепленными на той же оси, что и приводные рычаги, а каждая наклонная плита составлена из двух сопряженных участков, первый из которых выполнен с углом ската 40-45°, второй - с углом ската 7-10°, и в месте их сопряжения размещены упоры приводных рычагов.
Источники информации, принятые во внимание при экспертизе
