ьо
05
N(U
со
ьо Изобретение относится к механическому оборудованию машин непрерывного литья заготовок. Целью изобретения является увеличение надежности и долговечности ролика. На фиг. 1 изображен ролик с канавками на бандаже; на фиг. 2 - ролик с втулка.ми. Ролик содерл ит водоо.хлаждаемую бочку 1 с опорными цаифа.ми 2. На поверхности водоохлаждаемой бочки 1 с натягом установлен бандаж 3 диаметром D в виде набора сниралей, навитых с шагом, равны.м ширине витка. Крайние витки 4 отдельных спиралей Езыполнены толпхиной 0,4-0,8 бандажа 3 и образуют но оси ролика канавки 1нириной fi, on редел яе.мой соотнонюнием 0,,2D Осевое перемещение бандажа 3 но краям бочки 1 0|-раничпвают упоры 5. Крайнпе витки 4 отдельных спиралей могут быть заведены во вту.чки 6. Наружный диаметр вту.лки 6 (Окг) на 2-5 мм меньн е диа.метра D, а д.чина ее равна или .меныпе HHipHHbi канавок В. Ролики неирерывного литья работают в условиях высоких те.миератур и достаточно высоких нагрузок, восиринимасмых от отливаемого слитка, причем на радиальном участке, в зоне действия 4 Р-У ночного ох.чаждения слитка, ролики также дог1о;1ните;1ьно охлаждаются но новерхности. На криволинейном и горизонтальных участках такое охлаждение пока отсутствует, но с достижением более высоких скоростей разливки будет удлиняться и 3oii вторичного охлаждения. Поэтому ролики но длине технологической .линии работают в различных условиях. При наличии косвенного вгкчинего охлаждения ро.лики в зоие контакта работают з интервале температур 300-500°С. При это.м процесс релаксации напряжепий ирактически не проявляется, и ослабление натяга в спиралях бандажа не происходит. Д:1я предохранения сгшра.пей от раскручивания достаточно на нх крайних витках выио;1нить проточки, чтобы концы навивки не контактировали со слитком. Практика изготовления роликов с навитыми бандажами иоказа.1а, что целесообразно производить навивку разогретой проволоки или прутка на оправку, а посадку отдельных епиралей на бочку выполнять нанрессовкой. Этот способ обеспечивает равно.мерный натяг всех колец снпра.тей на собранном ролике. Нрп этом ycTaHOB,ieiio, -гго после уменынепия то.,пцииы крайпих витков спиралей .мепьнге величины 0,4 от ТОЛН1ИНЫ бандажа происходит потеря устойчивости и формы крайних витков при нацрессовке и не обесиечиваетея необходиi.ibm в них натяг. 12 2 В процессе эксплуатации бочка ролика изнашивается. Рлубина проточенных канавок уменьшается. Особенностью навитой спирали является то, что один конец ее веегда будет направ;1ен навстречу слитку. При врашении ролика и ири малой глубине слиток будет отгибать конец сиирали. Чтобы этого не произошло, верхний предел диаметра проточенных канавок oiраничен. Величина его определена из следую цих соображений с использованием опытных данных. Например, для роликов диаметром 300 м.м величина изноеа за ка.мпанию достигает 5-б м.м на диа.метр, что в долях состав,чяет 0,02D. Так как диаметр роликов определяется .местом их установки, то для всех роликов можно выявить соотношение между максимальной глубиной прогрева бочки в зоне контакта и диа.метром роликов. Для роликов верхней части МНЛЗ диаметром 250-270 м.м и интенсивного охлаждения как изнутри, так и водой, попадаюшей от форсунок, глубина прогрева не превьинает 10- 15 мм, что составляет от диаметра 0,04-0,06D. Для роликов конца ради участка диаметро.м 300 мм при отключении вторичного охлаждения и для роликов диаметром 430-480 м.м криволинейного участка глубина прогрева 35-40 мм, что составляет 0,08 -О,ID. Отсюда нрсделы изменения глубииы прогрева для всех роликов составляют 0,06--0,1 от их диамет)ов. Посадочный натяг ES спиральном бандаже будет обеспечен при условии одинаковой температуры (или достаточно близкой) оси ро.чика и контактирующих с ней слоев бандажа. Поэтому толши1 а бандажа должна быть равной (или бо;1ьшей) глубине максимального ирогрева, т.е. в пределах (0,06- 0,1) Д. Из этих зпачений, в зависимости от места устаповкн роликов, онреде,1яется толшина бандажной навивки. Толи,1ина проточенной части спиральной навивки определяется, используя значения толщины бандажа (0,06-0,1 )D и ве.-шчину износа бочки ролика 0,02Д. (0,06--0,I)D--0,020 (0,04-0,08) D. В долях от толндины бандажа это составляет (0,6--0,8). Длк определения верхней границы толшпны бандажа принимают большее значепие - 0,8, нижняя -- установлена ранее оныт1Пз1м путем и равна 0.4. Исходя из вьпнесказанного, определены соотпонЕеиия проточепной части баидажа в границах (0,4--0,8) от обшей его толшипы. LUnpniia канавок па новерхности ро.аика оиределеиа в пределах (0,06-0,02)D. Для изготовления спиральноГ навивки используется и.чн квадра ная заготовка, ноэтому минимальная innpina канавки )ав)-:а минимальной толщине бандажа 0,060. Нри навивке полосы гнирина бо./плпе толшины и иижний предел также обеспечен. Illiiрина канавки может быть и большей, если проточить более одного крайнего витка на каждой спирали или устанавливать спирали с зазором.
При проведении испытаний роликов с различной шириной канавок установлено что при превышении величины 0,2 D из-за склонности слитка с жидкой сердцевиной к выпучиванию на его поверхности образуются продольные вмятины в зоне контакта с крайними витками бандажа. Чтобы этого не происходило, максимальная ширина канавок ограничивается величиной 0,2D.
Ролики криволинейного участка работают в интервале температур в зоне контакта 450-700°С. При этих температурах процесс релаксации напряжений приводит к ослаблению натяга, и возможно раскручивание бандажа. Под ослабленные концы бандажа попадает окалина, они задираются и повреждают поверхность слитка. Предохранить концы отдельных спиралей можно установкой втулок. При этом достаточно, чтобы во втулку было заведено одно крайнее кольцо каждой спирали, как показано на фиг. 2. Для установки втулки используется та же канавка, образованная проточкой на крайних витках отдельных спиралей. Наружный диаметр втулки на 2-5 мм меньше наружного диаметра бандажа, что предохраняет втулку от контакта со слитком Так как используется канавка с приведенными выше соотношениями, то и ширина втулки не может быть больше ширины канавки. Это ее верхний предел. Опа может быть несколько меньше, но не более, чем на половину ширины одного из скрепляемых ею колец. В противном случае втулка сдвинется в одну сторону, а второй конец спиральной навивки получит свободу перемещения.
Для изготовления бандажированного ролика используется ось, изготовленная обычным способом или переточенная из пришедшего в негодность старого ролика. Заготовка квадратного, прямоугольного или круглого сечения навивается на оправку в горячем
состоянии и образует отдельные спирали, концы которых протачиваются. Готовые спирали напрессовываются на ось с обеспечением натяга. От перемещения спиралей вдоль оси ролика на последней установлены упоры. В зависимости от расположения роликов по длине технологической линии МНЛЗ концы спиралей могут быть защищены втулками. После напрессовки одной спирали на ее проточенный конец надевается втулка и напрессовывается следующая спираль до контакта с втулкой непроточенной частью. Ограничительные упоры привариваются по концам бандажа с некоторым зазором. Величина зазора должна быть меньше половины толщины витка спирали. В противном случае при сдвиге бандажа произойдет освобождение проточенных концов из-под втулок. Наружная поверхность ролика протачивается под размер, и ролик готов к эксплуатации. Разборка ролика для замены спиральной навивки производится в обратной последовательности.
Таким образом, изностойкость бочки увеличилась в 1,5-2 раза, разгар на поверхности бандажа и задирание концов отсутствует. Долговечность роликов возросла на 25%. Трудоемкость по ремонтам указанных роликов в 3-5 раз ниже, чем эксплуатируемых в настоящее время.
Формула изобретения
1.Ролик машины непрерывного литья, содержащий опорные цапфы и бандаж в виде набора спиралей на бочке, отличающийся тем, что, с целью увеличения надежности и долговечности ролика, крайние витки каждой спирали на длине (0,03...0,1) D, где D - наружный диаметр бандажа, выполнены толщиной 0,4...0,8 толщины средних витков.
2.Ролик по п. 1, отличающийся тем, что он снабжен втулками, в которые заведены крайние витки спиралей, при этом наружный диаметр втулки равен D-(2...5) мм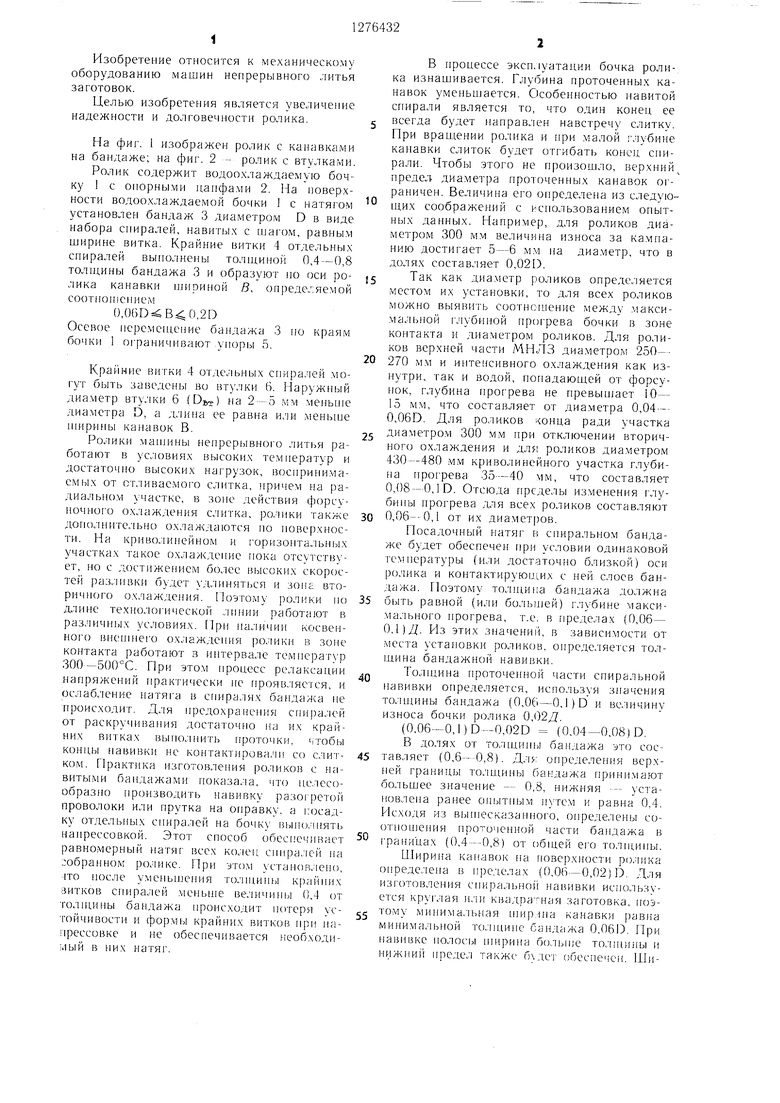
| название | год | авторы | номер документа |
|---|---|---|---|
| Ролик зоны вторичного охлаждения установки непрерывной разливки металлов | 1981 |
|
SU971564A1 |
| Ролик машины непрерывного литья заготовок | 1986 |
|
SU1329899A1 |
| Ролик зоны вторичного охлаждения | 1986 |
|
SU1379081A1 |
| Способ изготовления спиралей шнеков и устройство для его осуществления | 1988 |
|
SU1611505A1 |
| Ролик зоны вторичного охлаждения машины непрерывного литья заготовок | 1982 |
|
SU1091991A1 |
| Способ получения шнековых спиралей | 1989 |
|
SU1696072A1 |
| Ролик машины непрерывного литья заготовок | 1988 |
|
SU1671403A1 |
| Ролик зоны вторичного охлаждения | 1988 |
|
SU1652027A1 |
| Устройство для поддержания и охлаждения слитка в установке непрерывной разливки металлов | 1988 |
|
SU1524963A1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2226134C2 |

Изобретение относится к механическому оборудованию машин непрерывного литья заготовок. Целью изобретения является увеличение надежности и долговечности роликов и повышение качества слитка за счет исключения продавливания его корочки разрушенным бандажом. Крайние витки каждой спирали ролика, напрессованной на его бочку и представляющей собой бандаж, выполнены толш.иной 0,4-0,8 толщины бандажа и образуют на бочке канавки шириной 0,06-0,2 диаметра бандажа. Крайние витки каждой спирали могут быть заведены во втулку, причем наружный диаметр втулки меньше наружного диаметра бандажа. При такой конструкции ролика спирали не раскручиваются, их концы не разгибаются и поверхность слитка предох(Л раняется от повреждений. 1 з.п. ф-лы, 2 ил.
| УСТРОЙСТВО ДЛЯ ТЕПЛОВОЙ ОБРАБОТКИ ПРОДУКТОВ (ВАРИАНТЫ) | 2007 |
|
RU2334447C1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Ролик зоны вторичного охлаждения установки непрерывной разливки металлов | 1981 |
|
SU971564A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
