Изобретение относится к области металлургии, конкретнее к конструкциям установок непрерывной разливки стали (УНРС) в слябы.
Ролики УРНС обеспечивают вытягивание сляба из кристаллизатора и его транспортирование в зонах первичного и вторичного охлаждения. Особенностью условий эксплуатации роликов УНРС является одновременное воздействие высоких радиальных и тепловых нагрузок, вызывающих деформацию роликов, их фрикционный износ, образование трещин разгара. В поверхностях роликов с цельной бочкой возникают значительные термические напряжения. Для их снижения применяют ролики с секционированной бочкой.
Известен ролик зоны вторичного охлаждения машин непрерывного литья заготовок, содержащий полую ось с винтовым пазом, выполненным на ее наружной поверхности, опорные цапфы и бандаж в виде отдельных колец, крайние из которых жестко закреплены на оси, а средние насажены на ось по свободной посадке, причем их сопрягаемые поверхности выполнены коническими (SU, 1502176, кл. B 22 D 11/124, 1989) [1]
Недостатком известной конструкции является высокая концентрация внутренних напряжений в зонах сопрягаемых поверхностей. Помимо этого, такая конструкция ролика неблагоприятна для равномерного охлаждения: на поверхности охлаждаемого сляба образуются продольные полосы, имеющие различную температуру в местах контакта с кольцами и в промежутках между ними.
Известна также конструкция ролика зоны вторичного охлаждения установки непрерывной разливки металлов, содержащего опорные цапфы и бочку с проволочной намоткой из износостойкой жаропрочной проволоки с регламентированными толщиной намотки и шагом, причем проволочная намотка выполнена в виде двух спиралей, витки которых наклонены в противоположные стороны, и каждая спираль занимает половину бочки (SU, 971564, кл. B 22 D 11/124, 1982) [2]
Недостатком такой конструкции является ее сложность, ненадежность в работе, низкая долговечность из-за ослабления натяжения витков, намотанных по винтовой линии, смещения витков вдоль бочки при их взаимодействии с транспортируемым слябом.
Наиболее близким по технической сущности и достигаемым результатам к изобретению является ролик для транспортирования сляба в УНРС, содержащий бочку с расположенными на ее поверхности винтовыми буртами с регламентированным углом подъема винтовой линии, при этом винтовые бурты выполнены с правым и левым направлением, расходящимися от середины бочки к ее краям. (SU, 452416, кл. B 22 D 11/12, 1975 прототип).
Недостатки таких роликов состоят в следующем. Плотное прилегание буртов (витков спиралей) друг к другу препятствует свободной деформации, что ведет к появлению термических напряжений и изгибам ролика. В результате снижается его стойкость. Кроме того, навивка бурта по винтовой линии одного направления приводит к поперечному смещению транспортируемого сляба. И наконец, ролик такой конструкции сложен в изготовлении. Вследствие указанных недостатков ролики данной конструкции не нашли практического применения.
Технический результат состоит в повышении стойкости ролика.
Для достижения указанного результата известной конструкции ролика, преимущественно для транспортирования сляба в УНРС, содержащего бочку с расположенными на ее поверхности винтовыми буртами, с регламентированным углом подъема винтовой линии, винтовые бурты выполнены с правым и левым направлениями, расходящимися от середины бочки к ее краям, с углом подъема винтовой линии 15 30o и с отношением ширины бурта к шагу винтовой линии, равным 0,57 0,81.
Возможны варианты выполнения ролика, согласно которым в середине бочки и по ее краям выполнены кольцевые бурты, между которыми размещены винтовые бурты правого и левого направлений, а также кольцевые и винтовые бурты выполнены посредством электродуговой наплавки на бочку хромистой стали.
Экспериментально установлено, что при угле подъема винтовой линии менее 15o на поверхности транспортируемого сляба образуется перепад температур из-за взаимного перекрытия следов контакта поверхности сляба со смежными винтами буртов. Это ухудшает равномерность охлаждения. Увеличение угла подъема более 30o приводит к снижению стойкости ролика, обусловленной повышенным износом буртов из-за аксиальной составляющей скольжения.
При уменьшении отношения ширины бурта к шагу винтовой линии менее 0,57 происходит сокращение срока службы ролика из-за увеличения фрикционного износа буртов и развития в них трещин разгара. Увеличение этого соотношения более 0,81 оказалось нецелесообразным, так как вело к ухудшению условий охлаждения ролика, росту в нем термических напряжений, изгибов из-за неравномерного температурного расширения.
На чертеже изображена конструкция ролика, вид спереди.
Ролик состоит из стальной бочки 1 с цапфами 2. На поверхности бочки 1 выполнены винтовые бурты 3 и 4 соответственно левого и правого направлений, расходящиеся от середины бочки 1 к ее краям. Угол подъема α винтовой линии буртов 3 и 4 одинаков и равен 15 30o, Отношение ширины A буртов 3 и 4 к шагу винтовой линии B составляет 0,57 0,81. В середине бочки 1 и по ее краям могут быть выполнены кольцевые бурты 5, показанные пунктирными линиями, между которыми размещены винтовые бурты 3 и 4 левого и правого направлений. При этом винтовые бурты 3 и 4 кольцевые бурты 5 могут быть выполнены электродуговой наплавкой на бочку 1 хромистой сталью типа 12х13, обладающей высокой износо- и термостойкостью.
Устройство работает следующим образом.
Ролик с расположенными на поверхности бочки 1 винтовыми буртами 3 и 4 левого и правого направлений, расходящимися от середины бочки 1 к ее краям, имеют угол подъема винтовой линии a 22o. Ширина A винтовых буртов 3 и 4 составляет 25 мм при шаге винтовой линии B 36 мм. Длина бочки 1 ролика составляет 2100 мм, внешний диаметр (по винтовым буртам 3 и 4) 380 мм, а отношение A/B 0,69.
Посредством цапф ролик устанавливают с возможностью вращения в подшипниковых опорах на линию движения слябов в зоне вторичного охлаждения и механически связывают с приводным электродвигателем. В процессе разливки стали горячий твердеющий сляб поступает к вращающемуся ролику и опирается на винтовые бурты 3 и 4, выполненные на бочке 1. Поскольку углы подъема винтовых линий буртов 3 и 4, имеющих противоположное направление, равны и составляют 22o, возникающие при транспортировке сляба аквиальные составляющие силы трения также равны и противонаправлены, их равнодействующая равна нулю. На сляб не действуют поперечные силы, и он не смещается к оси движения в УНРС.
За счет излучения и теплопередачи от сляба происходит разогрев ролика. Так как отношение A/B 0,69, отдельные витки винтовых буртов 3 и 4 не соприкасаются, их температурное расширение происходит свободно в имеющихся межвитковых зазорах. Термические напряжения в поверхностных слоях ролика практически равны нулю, что резко повышает его термоциклическую выносливость. Кроме того, раздельная тепловая деформация частей винтовых буртов 3 и 4 уменьшает температурный прогиб ролика, повышая тем самым его долговечность.
Побочный эффект от использования предложенного ролика состоит в том, что он осуществляет очистку поверхности транспортируемого сляба от загрязнений и окалины.
Кольцевые бурты 5 в середине бочки 1 и по ее краям позволяют уменьшить концентрацию термических и механических напряжений, которая имеет место в начальном и концевом участках каждого винтового бурта 3 и 4, а также повысить жесткость ролика, уменьшить его прогиб от весовой нагрузки сляба, снизить контактное давление. Это также способствует повышению стойкости ролика.
Благодаря использованию предложенной конструкции стойкость ролика достигает 5,1 млн т литых слябов, что в 3,4 раза выше, чем у роликов с гладкой цилиндрической бочкой.
Предложенный ролик может быть выполнен посредством электродуговой наплавки на поверхность цилиндрической бочки 1 уже изношенного и переточенного на меньший диаметр ролика винтовых буртов 3 и 4 и кольцевых буртов 5. Наплавленные сталью 12х13 винтовые бурты 3 и 4 кольцевые бурты 5 в процессе разливки контактируют с отливаемым слябом. Поскольку хромистая сталь обладает высокой термоциклической стойкостью и износостойкостью, работоспособность восстановленного ролика в УНРС также возрастает. Помимо этого, после выхода ролика из строя изношенные винтовые бурты 3 и 4 и кольцевые бурты 5 удаляют на токарном станке, после чего вновь наплавляют хромистой сталью и возвращают в работу.
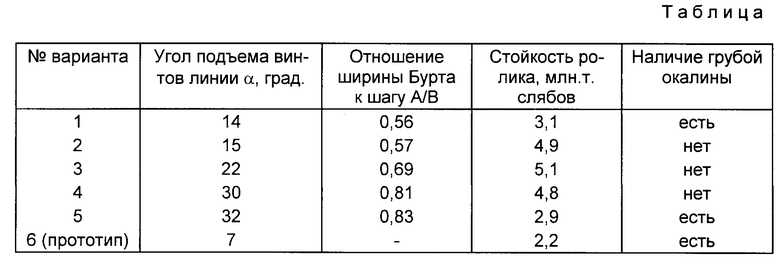
Варианты реализации конструкции ролика и их эффективность приведены в таблице.
Из таблицы следует, что ролик предложенной конструкции (варианты 2 5) обладает максимальной стойкостью, а слябы не имеют грубой окалины. В случае запредельных значений параметров конструкции (варианты 1 и 5) стойкость ролика снижается, на слябах сохраняется грубая окалина. Также более низкую стойкость имеет ролик-прототип (вариант 6).
Технико-экономические преимущества предложенного устройства заключаются в том, что выполнение на бочке ролика винтовых буртов с правым и левым направлениями, расходящихся от середины бочки к ее краям, с углом подъема винтовой линии 15 30o и с отношением ширины бурта к шагу винтовой линии, равным 0,57 0,81, позволяет устранить вредное действие термоциклических напряжений в поверхностном слое бочки, уменьшить температурную деформацию ролика, повысить его стойкость, исключить боковое смещение транспортируемого сляба и наличие грубой окалины на его поверхности. Дополнительное выполнение кольцевых буртов в середине бочки и по ее краям повышает жесткость ролика, исключает концентрацию напряжений и появление разгара в начале и конце каждого из винтовых буртов. Выполнение буртов посредством наплавки на бочку хромистой стали увеличивает износостойкость и термическую стойкость ролика, позволяет осуществить его многократный ремонт и полное восстановление. Использование предложенной конструкции повысит рентабельность применения роликов на 15%
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ РОЛИКА | 1996 |
|
RU2089628C1 |
| РОЛИК ДЛЯ УСТАНОВОК НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 2005 |
|
RU2292984C2 |
| РОЛИК ДЛЯ УСТАНОВОК НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 2005 |
|
RU2293622C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ СЛЯБОВОЙ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1995 |
|
RU2085327C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДОННОГО БАРАБАНА | 1997 |
|
RU2113326C1 |
| БИМЕТАЛЛИЧЕСКАЯ ПОЛОСА, НАПРИМЕР ДЛЯ СВАРНЫХ ТРУБ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2068324C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 1992 |
|
RU2011471C1 |
| НАПРАВЛЯЮЩИЙ ПОДШИПНИК ВЕРТИКАЛЬНОГО ВАЛА | 1992 |
|
RU2092721C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ВАЛКОВ | 1997 |
|
RU2109584C1 |
| УСТРОЙСТВО ДЛЯ ЛЕЧЕНИЯ ТРАВМ ВЕРХНЕЙ КОНЕЧНОСТИ | 1994 |
|
RU2074679C1 |
Использование: область металлургии, конкретнее конструкции установок непрерывной разливки стали (УНРС) в слябы. Сущность: ролик, преимущественно для транспортирования сляба в УНРС, содержит бочку с расположенными на ее поверхности винтовыми буртами, с регламентированным углом подъема винтовой линии. Для повышения стойкости ролика при исключении поперечного смещения сляба винтовые бурты выполнены с правым и левым направлениями, расходящимися от середины бочки к ее краям, с углом подъема винтовой линии 15 - 30o и с отношением ширины бурта к шагу винтовой линии, равным 0,57 - 0,81. 2 з.п. ф-лы, 1 ил.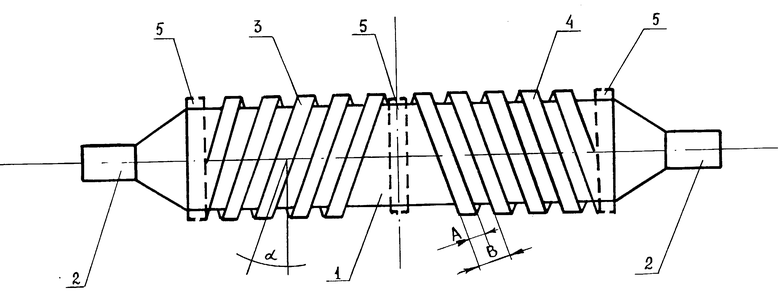
| SU, авторское свидетельство, 452416, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |

