Изобретение относится к электрохимичеокой прошивке отверстий, полостей и может быть применено при обработке штампов, кронштейнов и других нэп алий общего машиностроения.
Известны способы получения фасонных отверстий в процессе электрохимической прошивки электродом-инструментом, имеющим на боковой поверхности рабочий бурт постоянной высоты и торцовую часть ;потторяющую конфигурацию обрабатываемого отверстия Ij.
Недостатком известных способов является невозможность получения фасонных отверстий в плоскости, перпендикулярной направлению подачи, конфигурация которых неэквидистантна рабочему торцу эпектроаа-инструмента.
Цель изобретения - получение в процессе электрохимической прошивки контуров, неэквиднстантных рабочему торцу электрода-инструмента.
Это достигается тем, что по предлагаемому способу прошивку ведут электродом-инструментом с переменной по
периметру высотой рабочего бурта, определяемой в любой точке периметра из закономерности, связывающей высоту рабочего бурта с величиной бокового зазора, образуюшегося в процессе обработки и рас читьшаемой по формуле
;У(
Н 2С
где Н - высота рабочего бурта;
V - скорость подачи электрода-инструмента;Og - боковой зазор; торцовый установившийся за. аор; С - коэффицнекг, характеризующий
режим обработки.
Если например, необходимо обработать шлицевое отверстие, то электродинструмент выполняют цилиндрическим, одного диаметра, который рассчитывают по формуле
D,
I3o-2oig,
гдеТЭд- диаметр электрода-инструмента;
Dff- диаметр отверстия, а высоту рабочего бурта (Н) по периметру торца выполняют переменной, при этом глубина шлица, ж&к величина бокового зазора ( а g ) в отверстии, определяет высоту бурта (Н) в этом месте.
В случае обработки отверстия (полости) например, трапециедального контура, прямоугольным электродом-инструментом высоту рабочего бурта (Н) изменяют, увеличивая ее от меньшего основания трапеции к большому в функции угла боковых сторон к основаниям трапеции, исходя из увеличения бокового зазора
( as ).
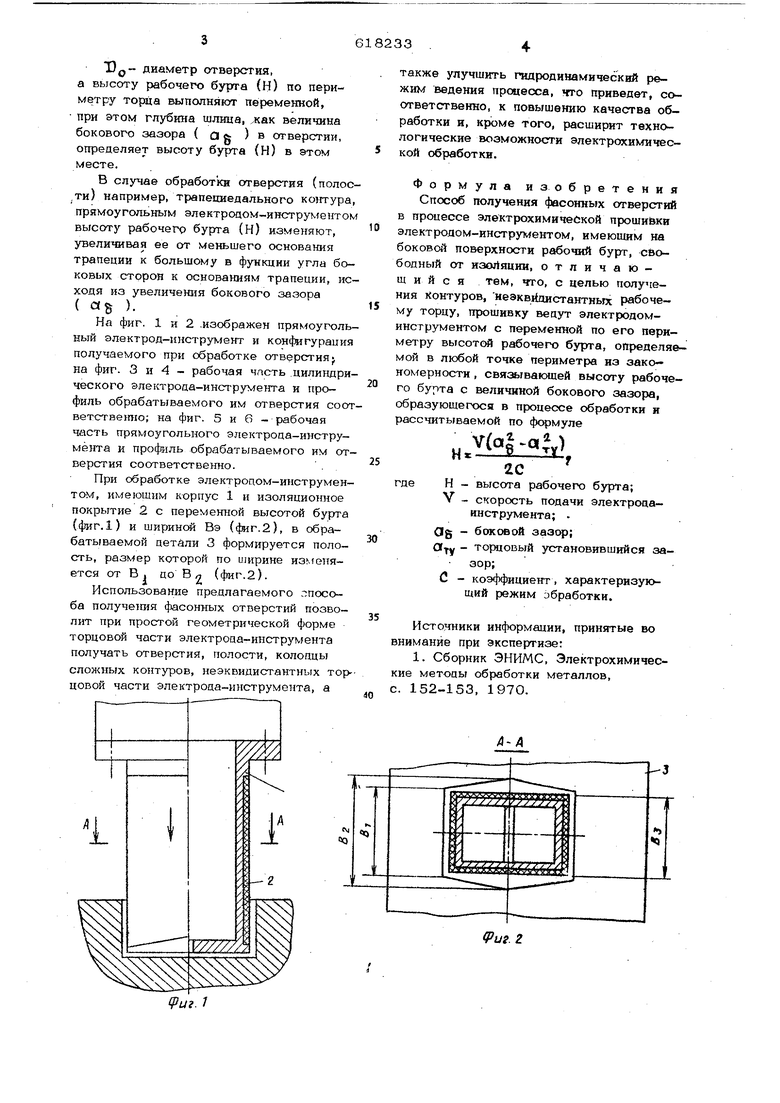
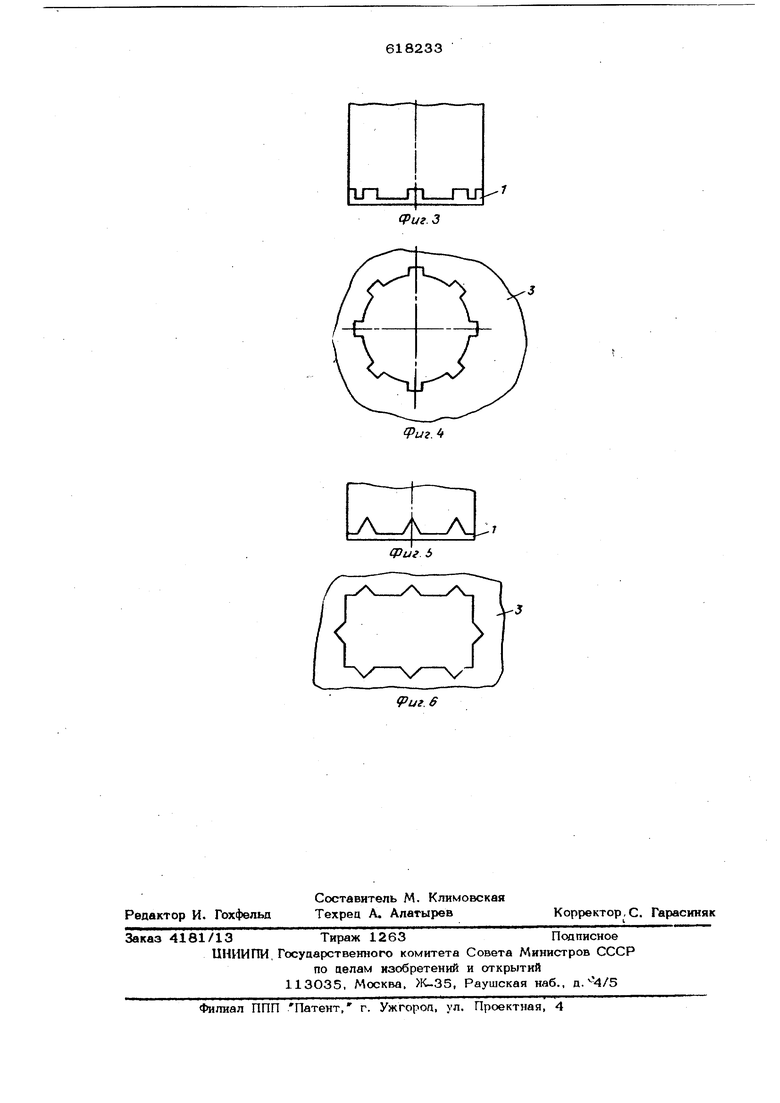
На фиг. 1 и 2 .изображен прямоугольный электрод-инструмент и кон4игураиия получаемого при обработке отверстия на фиг. 3 и 4 - рабочая часть цилиндрического электрода-инструмента и профиль обрабатываемого им отверстия соответствешю; на фиг. 5 и 6 - рабочая часть прямоугольного электрода-инструмента и профиль обрабатываемого им отверстия соответственно.
При обработке электродом-инструментом, имеющим корпус 1 и изоляционное покрытие 2 с переменной высотой бурта (фиг.) и шириной Вэ (фиг.2), в обрабатываемой детйли 3 формируется полость, размер которой по ширине из леняется от В . цо В rt (фиг.2).
Использование предлагаемого .способа получетгая фасонных отверстий позволит при простой геометрической форме торцовой части электрода-инструмента получать отверстия, полости, колодцы сложных контуров, неэквидистантных торцовой части электрода-инструмента, а
также улучшить гидродинамический режим ведения процесса, «гго приведет, соответственно, к повышению качества обработки и, кроме того, расширит технологические возможности электрохимической обработки.
Формула изобретения Способ получения фасонных отверстий в процессе электрохимической прошиЬки электродом-инструментом, имеющим на боковой поверхности рабочий бурт, свободный от кзо;1яции, отличающийся тем, что, с целью получения Контуров, неэквйдистантных рабочему торцу, прошивку ведут электродоминструментом с переменной по его периметру высотой рабочего бурта, определямой в любой точке периметра из закономерности , связывающей высоту рабочего бупта с величиной бокового зазора, образующегося в процессе обработки и рассчитываемой по формуле
н.°9-У,
2С
где Н - высота рабочего бурта;
V - скорость подачи электродаинструмента; . Og - боковой зазор; - торцовый установившийся за зор;
С - коэффициент, характеризук щий режим обработки.
Источники информации, принятые во внимание при экспертизе:
1. Сборник ЭНИМС, Электрохимические методы обработки металлов, с. 152-153, 1970.
Д-А
(Риг. г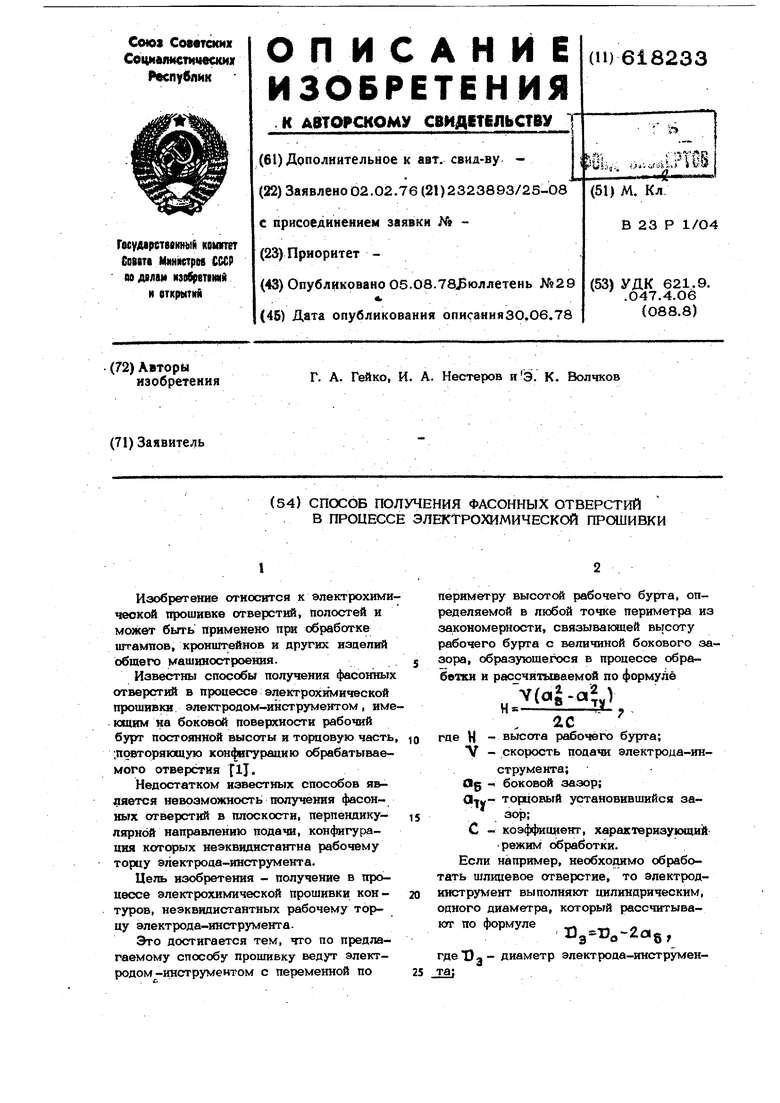
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ОТВЕРСТИЙ | 2009 |
|
RU2430816C2 |
| Устройство для электрохимической обработки | 1989 |
|
SU1646727A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПРОШИВАНИЯ ОТВЕРСТИЙ | 1990 |
|
RU2041035C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПРЕДВАРИТЕЛЬНО ПОЛУЧЕННЫХ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2006 |
|
RU2325250C2 |
| Способ электрохимической прошивки отверстий | 1973 |
|
SU469570A1 |
| Устройство для электрохимической прошивки глубоких отверстий | 1989 |
|
SU1720817A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЯ В ТРУБЕ ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 1998 |
|
RU2148481C1 |
| Электрод-инструмент для электрохимического прошивания отверстий | 1980 |
|
SU973277A1 |
| Способ изготовления многоэлектродного инструмента и устройство для его осуществления | 2016 |
|
RU2680327C2 |
| Стержневой электрод-инструмент | 1990 |
|
SU1720821A1 |
JT-S
(Риг.б
