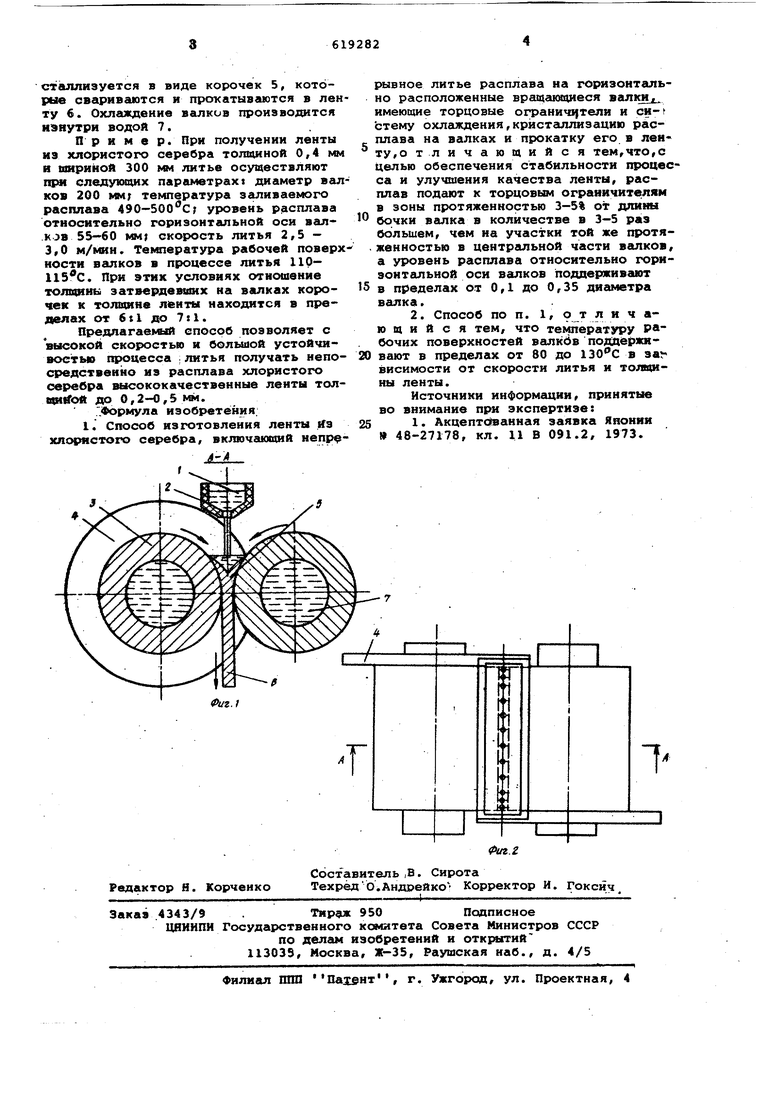
(54) СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТЫ ИЗ ХЛОРИСТОГО СЕРЕБРА сталлиэуется в виде корочек 5, которые свариваются и прокатываются в ле ту б. Охлаждение валков производится изнутри водой 7. П р и м е р. При получении ленты из хлористого серебра толщиной 0,4 м и шириной 300 VM литье осуществляют щж следуюощх napeuwieTpaxi диаметр ва ков 200 «; температура заливаемого расплава ASO-SOO c; уровень расплава относительно горизонтальной оси вал.ков 55-60 ММ} скорость литья 2,5 - 3,0 м/кшн. Температура рабочей повер нести валков в процессе литья 110115с. При этих условиях отношение толадаиь затвердевших на валках корочек к тольшне лбнты находится в пределах от б 11 до 711. Предлагаемый способ позволяет с высокой скоростью и большой устойчивостью процесса ;литья получать непо средствеино из расплава хлористого серебра высококачественные ленты тол до 0,2-0,В юл. .Формула изобретения. 1. Способ изготовления ленты ff3 хл(н истого серебра, включающий непр tfрывное литье расплава на горизонтально расположенные вращакициеся валки, имеюЕцие торцовые огранич1}тели и снстему охлаждения,крйстгшлизацию расплава на валках и прокатку его в леиту,о тличающийся тем,что,с целью обеспечения стабильности процесса и улучшения качества ленты, расплав подают к торцовым ограничителям в зоны протяженностью 3-5% от длимы бочки валка в количестве в 3-5 раз большем, чем на участки той же протяженностью в центргшьной части вешков, а уровень расплава относительно горизонтальной оси валков поддерживают в пределах от 0,1 до 0,35 диаметра валка. 2. Способ по п. 1, о т л и ч аю щ и и с я тем, что телтературу Рабочих поверхностей валкдв подд ержнвают в пределах от 80 до 130С в зa висимости от скорости литья и толщины ленты. Источники информгщии, принятые во внимание при экспертизе: 1 Акцептованная заявка Японии 48-27178, кл. 11 В 091.2, 1973.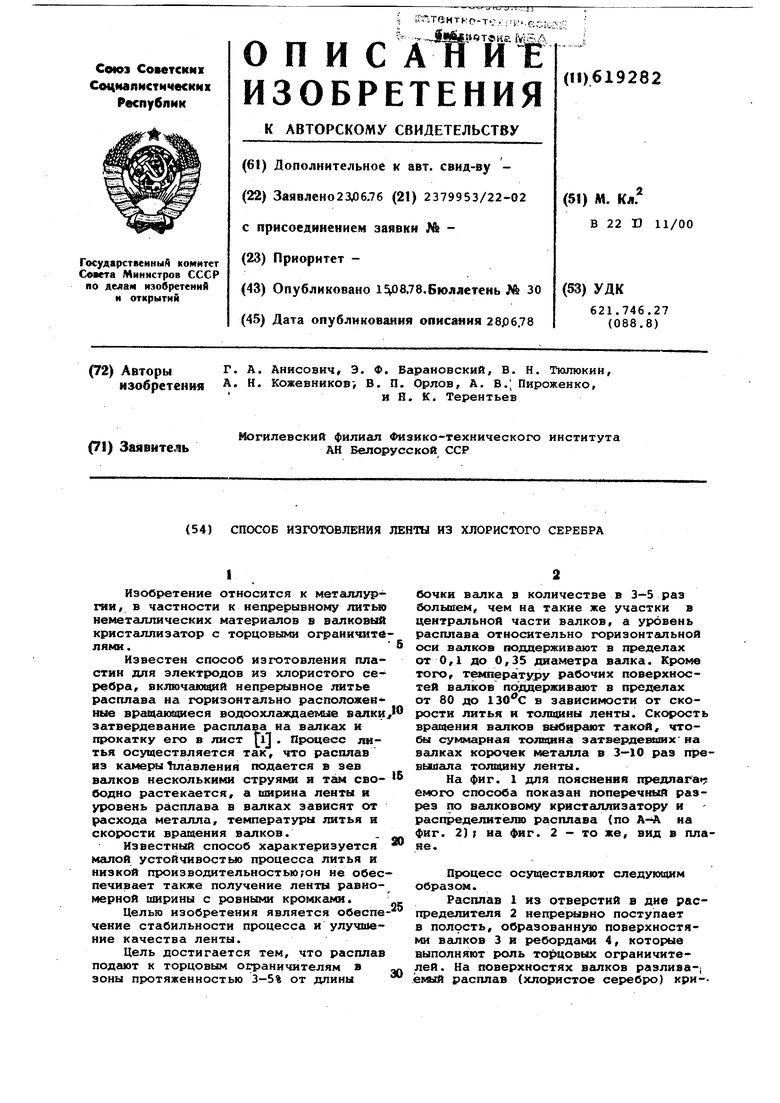
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного литья ленты | 1981 |
|
SU984649A1 |
| Способ непрерывного литья ленты | 1982 |
|
SU1042878A1 |
| Способ непрерывного литья ленты | 1986 |
|
SU1369865A1 |
| Способ непрерывного литья ленты переменного сечения | 1983 |
|
SU1097438A1 |
| Валковый кристаллизатор | 1980 |
|
SU959903A1 |
| Устройство для непрерывного получения металлической ленты | 1989 |
|
SU1731413A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПОРИСТОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2010 |
|
RU2426619C1 |
| Способ непрерывного литья ленты | 1981 |
|
SU1014639A1 |
| Устройство для охлаждения валка-кристаллизатора | 1990 |
|
SU1799673A1 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИЦИОННОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2010 |
|
RU2438828C2 |
