(54) ВАЛКОВЫЙ КРИСТАЛЛИЗАТОР
| название | год | авторы | номер документа |
|---|---|---|---|
| Валковый кристаллизатор | 1985 |
|
SU1315115A1 |
| Способ непрерывного литья ленты | 1981 |
|
SU984649A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СПЛАВА | 1997 |
|
RU2101131C1 |
| Способ непрерывного литья ленты | 1982 |
|
SU1042878A1 |
| СОВМЕЩЕННЫЙ АГРЕГАТ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МЕТАЛЛОВ | 2007 |
|
RU2353465C2 |
| Устройство для литья лент из цветных металлов и сплавов | 1990 |
|
SU1759537A1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ-ПРОКАТКИ СТАЛЬНОЙ ПОЛОСЫ | 1999 |
|
RU2147260C1 |
| ВЕРТИКАЛЬНАЯ МАШИНА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2434710C1 |
| Кристаллизатор для непрерывного литья | 1990 |
|
SU1763085A1 |
| СПОСОБ РЕМОНТА, СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ, УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ И КРИСТАЛЛИЗАТОР УСТРОЙСТВА ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ЧУГУННЫХ ПРОКАТНЫХ ВАЛКОВ | 1998 |
|
RU2139155C1 |
1
Изобретение относится к литейному производству, в частности к непрерывному литью лент.
Наиболее близким к предлагаемому по технической сущности является валковый кристаллизатор, котррый состоит из валков и фланцев (цилиндрических упоров), расположенных на бочках валков 1.
Наличие цилиндрических упоров обеспечивает получение отливки постоянной толщины за счет создания между валками зазора определенной величины.
При подаче расплава сверху в зев валков работа такого кристаллизатора будет надежной только в , если высота ваины у цилиндрических упоров не превысит величины, обусловленной их высотой. Если уровень рао плава в валках превысит указанную высоту, то расплав попадет на упоры, затвердеет на них и условия работы кристаллизатора нарушатся (валки разожмутся или произойдет заклинивание). При этом толщина ленты з еличится, а нагрузка на валки резко возрастет. Последнее может служить причиной выхода валков из строя.
Целью изобретения является повышение надежности работы йалкового кристаллизатора.
Поставленная цель достигается тем, что каждый из валков снабжен ребордой, расположенной на противоположных торцах валков, а цилиндрические укоры снабжены индивидуaльиы ш средствами обогрева, предпочтительно горелками.
10
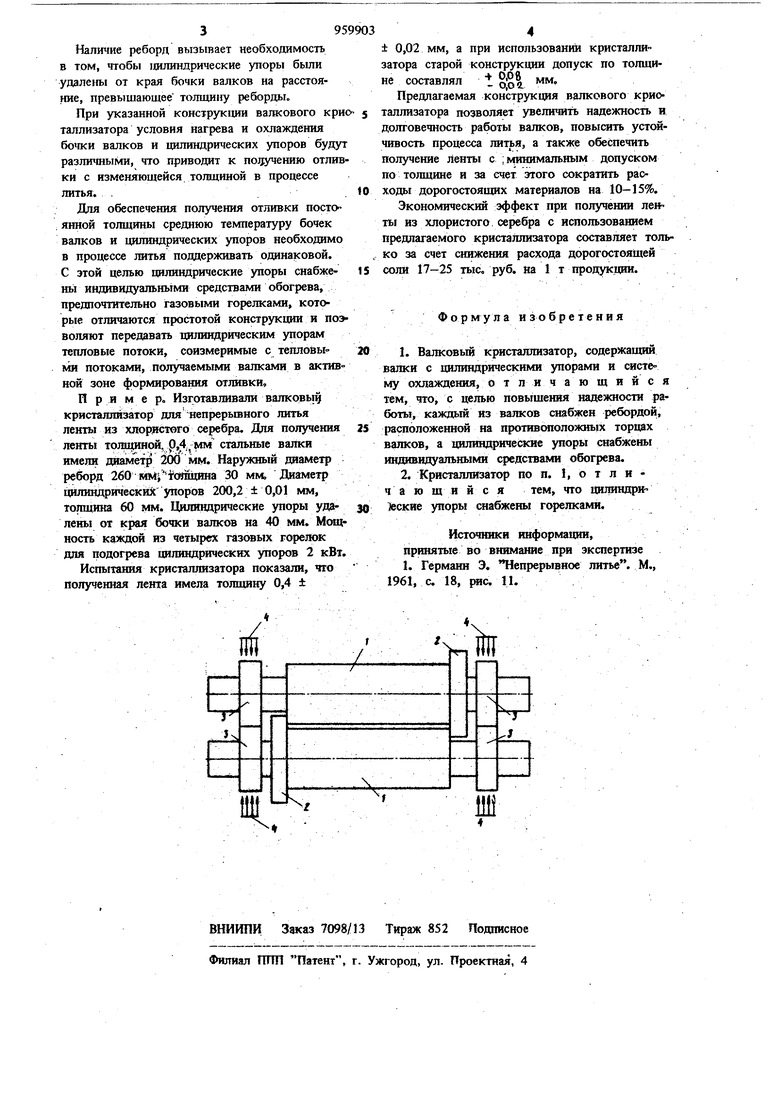
На чертеже показан валковый кристаллизатор, общий вид.
Предлагаемый валковый кристаллизатор содержит валки 1 с системой внутреннего
15 водяного охлаждения (ие показаио), каждый из которых снабжен ребордой 2 и цилиндрическими упорами 3, удаленными на одинаковое расстояние от торцев валков. Каждый из упоров снабжен горешсой 4.
20
Наличие реборд предотвращает возможность попадания расплава на цилиндрические упоры и позволяет создавать необходимой высоты.
395
Наличие реборд вызывает необходимость в том, чтобы цилиндрические упоры были удалены от края бочки валков на расстояние, превышающее толщину ребордьь
При указанной констр) валкового кри таллизатора условия нагрева и охлаждения бочки валков и цилиндрических упоров будут различными, что приводит к отливки с изменяющейся тогадиной в процессе литья. .
Для обеспечения получения отливки постО ; янной толщины среднюю температуру бочек валков и цилиндрических упоров необходимо в процессе литья поддерживать одинаковой. С этой целью цилиндрические упоры снабжень1 индивидуальнь1ми средствами обогрева, предпочтительно газовыми горелками, которые отличаются простотой конструкции и позволяют передавать цилиндрическим упорам тепловые потоки, соизмеримые с тепловы ми потоками, получаемыми валками в активной зоне формирования от1швки.
Пример. Изготавливали валковь кристаллизатор для непрерьшного литья ленты из хлористого серебра. Для получения ленты тошциной, р, стальные валки имели дйаметр 20d мм. Наружный диаметр реборд 260 мМ с«йцйна 30 мм, Диаметр цилиндрический упоров 200,2 ±0,01 мм, толщина 60 мм. Цилиндрические упоры удалены от края бочки валков на 40 мм. Мощ ность каждой из четырех газсшых горелок для подогрева цилиндрических упоров 2 кВт.
Испытания кристаллизатора показали, что полученная лента имела толщину 0,4 ±
± 0,02 мм, а при использованго кристаллизатора старой конструкции допуск по толщине составлял 1 мм.
Предлагаемая конструкция валкового кристаллизатора позволяет увеличить надежность и долговечность работы валков, повысить устойчивость процесса литья, а также обеспечить получение ленты с ; минимальным допуском по толщине и за счет этого сократить расходы дорогостоящих материалов на 10-15%.
Экономический эффект при получении лен ты из хлористого серебра с использованием предлагаемого кристаллизатора составляет только за счет снижения расхода дорогостоящей соли 17-25 тыс, руб. на 1 т продукции.
Формула изобретения
Источники информации, принятые во внимание при экспертизе 1. Гёрманн Э. Непрерывное литье. М., 1961, с. 18, рис. 11.
