Изобретение относится к обработке материалов резанием и может быть использовано при тангенциальном точении тел вращения с круговой или тангенциальной подачей.
Цель изобретения - повышение производительности процесса и улуч- шение условий резания путем снижения колебаний в замкнутой системе: про- цесс резания - система управления подачей.
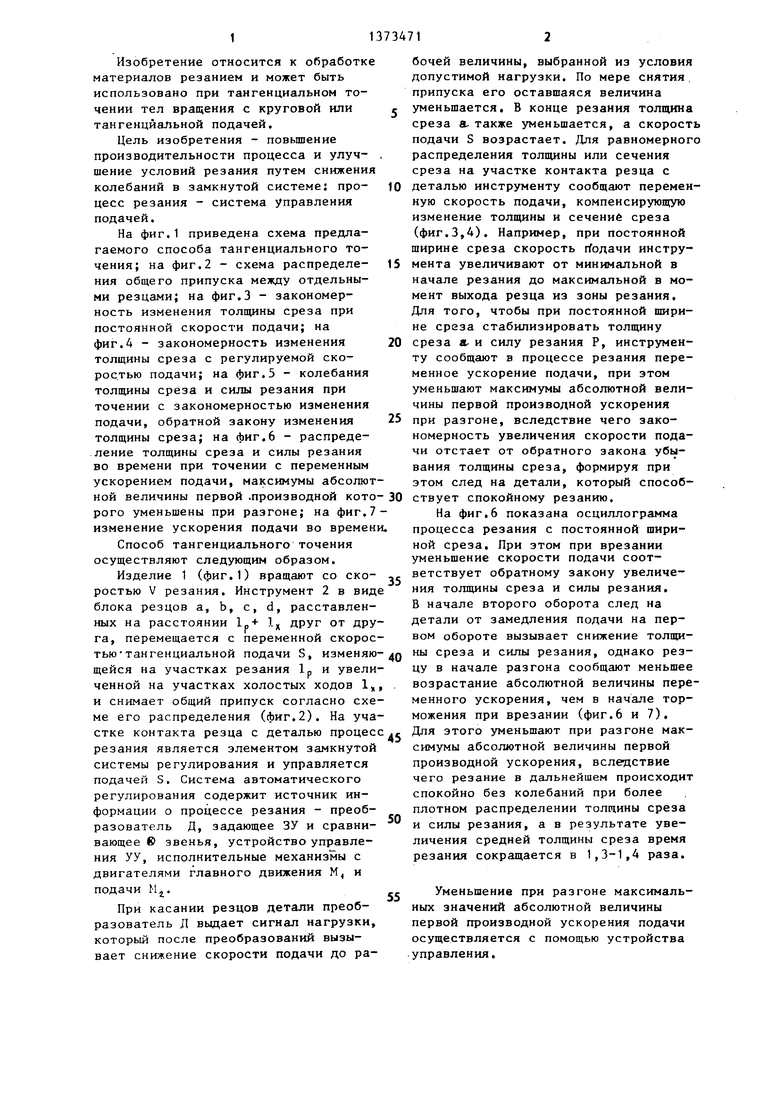
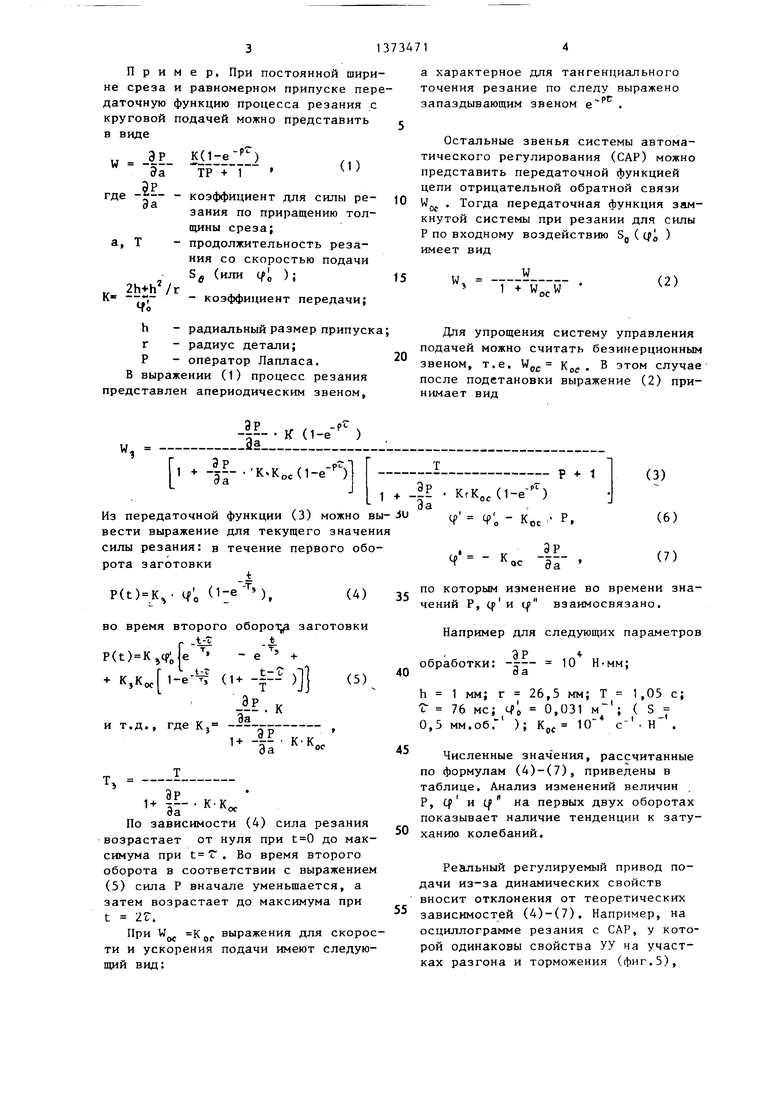
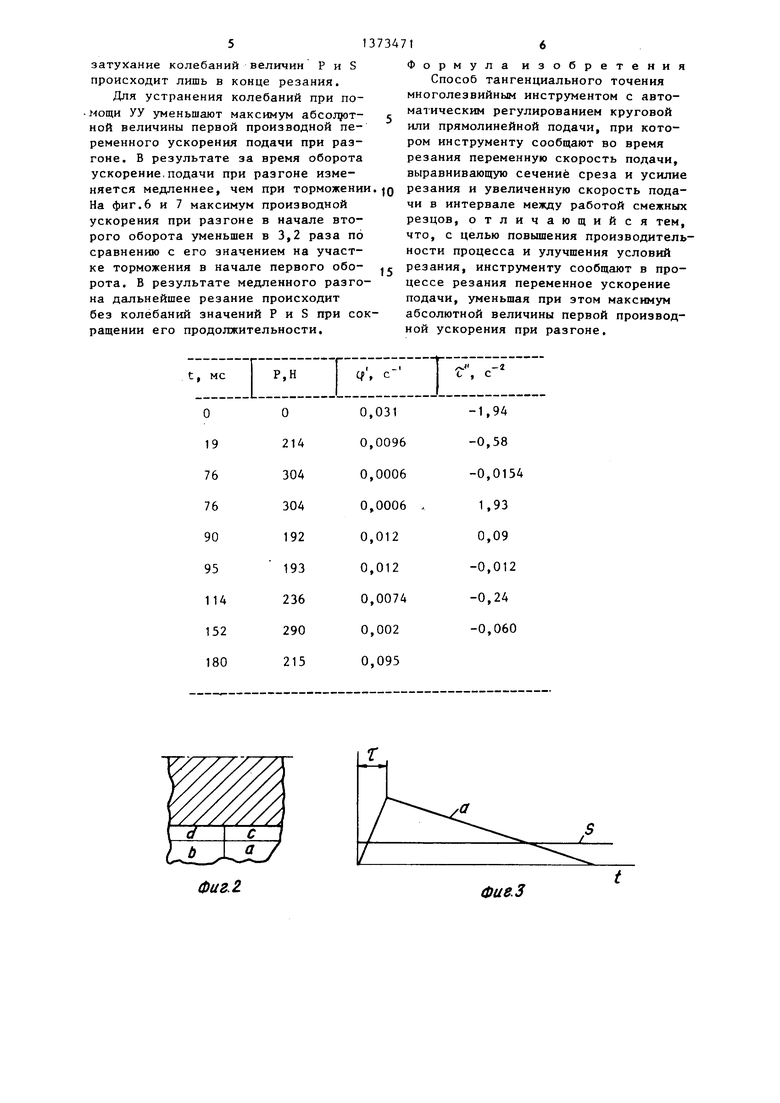
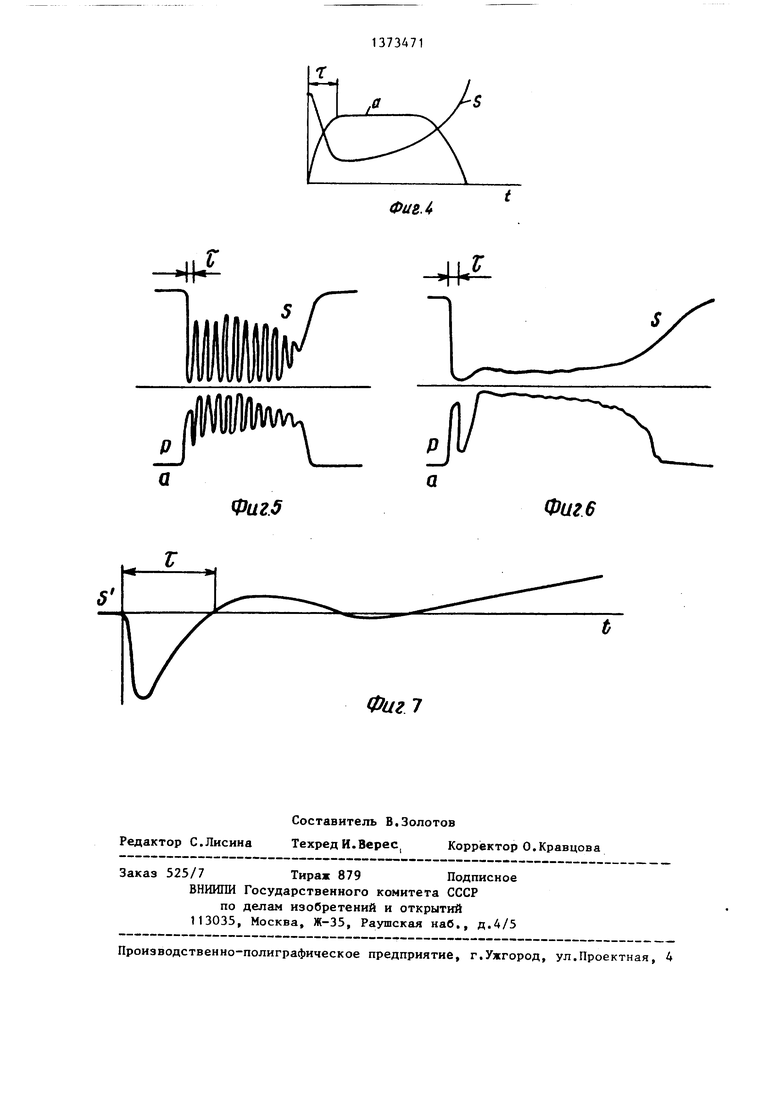
На фиг.1 приведена схема предлагаемого способа тангенциального точения; на фиг.2 - схема распределе- ния общего припуска между отдельными резцами; на фиг.З - закономерность изменения толщины среза при постоянной скорости подачи; на фиг.4 - закономерность изменения толщины среза с регулируемой ско- рос.тью подачи; на фиг.З - колебания толщины среза и силы резания при точении с закономерностью изменения подачи, обратной закону изменения толщины среза; на фиг.6 - распреде- .ление толщины среза и силы резания во времени при точении с переменным ускорением подачи, максимумы абсолютной величины первой .производной кото- рого уменьшены при разгоне; на фиг.7 изменение ускорения подачи во времени
Способ тангенциального точения осуществляют следующим образом.
Изделие 1 (фиг.1) вращают со скоростью V резания. Инструмент 2 в виде блока резцов а, Ь, с, d, расставленных на расстоянии 1.+ 1 друг от друга, перемещается с переменной скоростью тангенциальной подачи S, изменяющейся на участках резания „ и увеличенной на участках холостых ходов 1, и снимает общий припуск согласно схеме его распределения (фиг.2). На участке контакта резца с деталью процесс резания является элементом замкнутой системы регулирования и управляется подачей S. Система автоматического регулирования содержит источник информации о процессе резания - преобразователь Д, задающее ЗУ и сравнивающее в звенья, устройство управления УУ, исполнительные механизмы с двигателями главного движения М и подачи Mj.
При касании резцов детали преобразователь Д выдает сигнал нагрузки, который после преобразований вызывает снижение скорости подачи до ра
г
Ю
15 20 25 30
40 . .,
35
0
5
бочей величины, выбранной из условия допустимой нагрузки. По мере снятия, припуска его оставшаяся величина уменьшается, В конце резания толщина среза а-также уменьшается, а скорость подачи S возрастает. Для равномерного распределения толщины или сечения среза на участке контакта резца с деталью инструменту сообщают переменную скорость подачи, компенсирующую изменение толщины и сечение среза (фиг.3,4). Например, при постоянной ширине среза скорость rfoдaчи инструмента увеличивают от минимальной в начале резания до максимальной в момент выхода резца из зоны резания. Для того, чтобы при постоянной ширине среза стабилизировать толщину среза а. и силу резания Р, инструменту сообщают в процессе резания переменное ускорение подачи, при зтом уменьшают максимумы абсолютной величины первой производной ускорения при разгоне, вследствие чего закономерность увеличения скорости подачи отстает от обратного закона убывания толщины среза, формируя при этом след на детали, который способствует спокойному резанию.
На фиг.6 показана осциллограмма процесса резания с постоянной шириной среза. При зтом при врезании уменьшение скорости подачи соответствует обратному закону увеличения толщины среза и силы резания. В начале второго оборота след на детали от замедления подачи на первом обороте вызывает снижение толщины среза и силы резания, однако резцу в начале разгона сообщают меньшее возрастание абсолютной величины переменного ускорения, чем в начале торможения при врезании (фиг.6 и 7). Для этого уменьшают при разгоне максимумы абсолютной величины первой производной ускорения, вследствие чего резание в дальнейшем происходит спокойно без колебаний при более плотном распределении толщины среза и силы резания, а в результате увеличения средней толщины среза время резания сокращается в 1,3-1,4 раза.
Уменьшение при разгоне максимальных значений абсолютной величины первой производной ускорения подачи осуществляется с помощью устройства управления.
мер, При постоянной ширии равномерном припуске перефункцию процесса резания с подачей можно представить с
), „)
ТР 1
коэффициент для силы ре- Q эания по приращению толщины среза;
- продолжительность резания со скоростью подачи Stf (или (; );tS
коэффициент передачи;
а характерное для тангенциального точения резание по следу выражено запаздывающим звеном .
Остальные звенья системы автоматического регулирования (САР) можно представить передаточной функцией цепи отрицательной обратной связи Wp . Тогда передаточная функция замкнутой системы при резании для силы Р по входному воздействию S ( ср ) имеет вид
w
+ W
ОС
W
(2)
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ тангенциального точения | 1972 |
|
SU493297A1 |
| Способ токарной обработки | 1969 |
|
SU302921A1 |
| Способ поштучного точения торцевых и фасонных поверхностей | 1978 |
|
SU764848A1 |
| ПЛТП-ГГНО- .. уМосковское высшее техническое училище им. Баума!^а' ' - л^!й^':1С!;'АЯкик THOTFIfA | 1970 |
|
SU263372A1 |
| Способ тангенциального точения | 1977 |
|
SU621480A1 |
| Способ измерения тангенциальной составляющей силы резания при многоразовом точении | 1982 |
|
SU1143514A1 |
| Способ тангенциального точения | 1985 |
|
SU1263427A1 |
| Способ получения корней стружки | 1974 |
|
SU552138A1 |
| Способ обработки деталей типа тел вращения | 1985 |
|
SU1301564A1 |
| СПОСОБ ОБРАБОТКИ МАТЕРИАЛОВ РЕЗАНИЕМ | 1992 |
|
RU2102193C1 |
Изобретение относится к области обработки материалов резанием и может быть использовано при тангенциальном точении тел вращения с круговой или тангенциальной подачей. Целью изобретения является повышение производительности процесса и улучшение условий резания путем снижения колебаний в замкнутой системе: процесс резания - система управления подачей. Для этого при обработке заготовки 1 многолезвийным инструментом 2 с автоматическим регулированием круговой или прямолинейной подачи и резанием на переменной скорости подачи инструменту сообщают в процессе резания переменное ускорение подачи, уменьшая при зтом максимум абсолютной величины первой производной ускорения при разгоне. Закономерность увеличения скорости подачи будет отставать от обратного закона убывания толщины среза, формируя при этом след на детали, благоприятный для спокойного резания. 7 ил, 1 табл. i (Л 00 | 00 iU 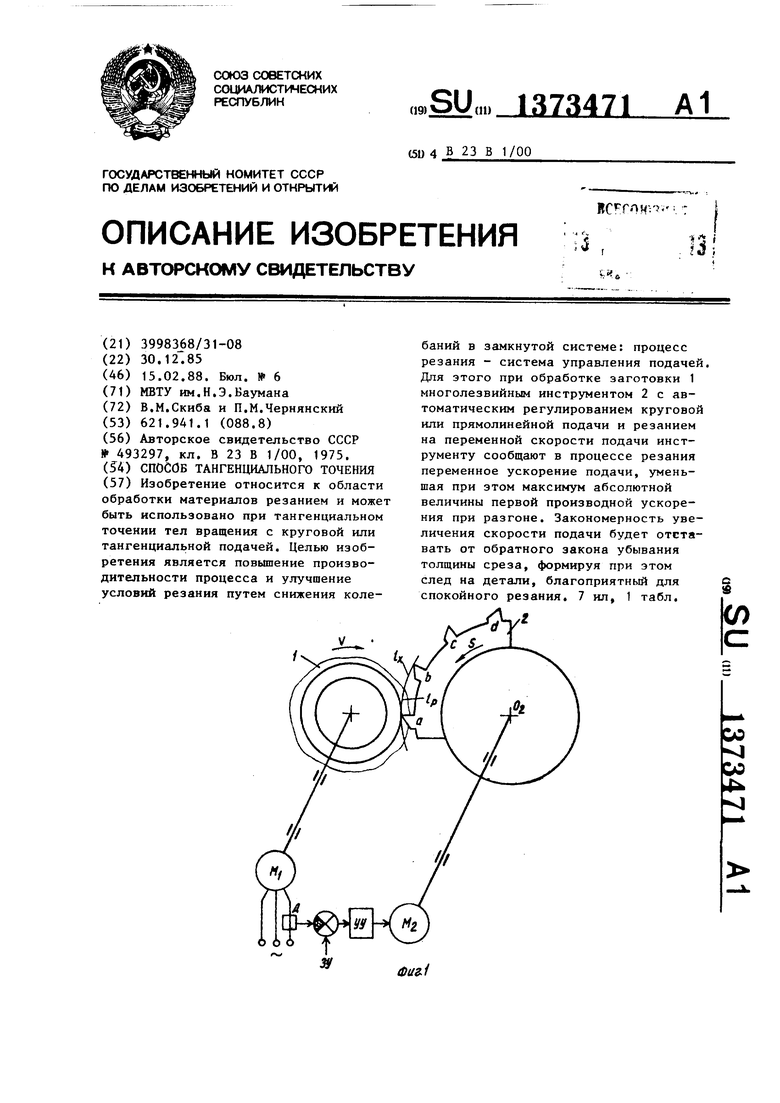
h - радиальный размер припуска; г - радиус детали; Р - оператор Лапласа. В выражении (1) процесс резания представлен апериодическим звеном,
.K(,-.- S
W,
Из передаточной функции (3) можно вы- Ju вести выражение для текущего значения силы резания: в течение первого оборота заготовки
P(t)K,- tf o (1:е ),
(4)
во время второго обороту заготовки
Р -ki . t- P(t) K,(fJe - е +
.M.i-U (
(5)
и т.д., где Kj
ЭР . К
Эа
.к„,
т,
.к,.
Эа ° По зависимости (4) сила резания
возрастает от нуля при до максимума при t Т. Во время второго оборота в соответствии с выражением (5) сила Р вначале уменьшается, а затем возрастает до максимума при t 2Г.
При Wj KO(, выражения для скорости и ускорения подачи имеют следующий вид:
Для упрощения систему управления подачей можно считать безинерционным звеном, т.е. W ое этом случае после подстановки выражение (2) принимает вид
Ф о - К-,.- Р,
- к
ОС
и
да
(3)
(6) (7)
35
по которым изменение во времени значений Р, и ц| взаимосвязано.
Например для следующих параметров
40
обработки: -г-- о а
10 Н-мм;
h 1 мм; г 26,5 мм; Т 1,05 с; г 76 мс; , 0,031 ( S 0,5 мм.об. ); К-с 10 с-
Н
Численные знач ения, рассчитанные по формулам (4)-(7), приведены в таблице. Анализ изменений величин Р, Cf и с на первых двух оборотах показывает наличие тенденции к затуханию колебаний.
Реальный регулируемый привод подачи из-за динамических свойств вносит отклонения от теоретических зависимостей (4)-(7). Например, на осциллограмме резания с САР, у которой одинаковы свойства УУ на участках разгона и торможения (фиг.5),
затухание колебаний величин Р и S происходит лишь в конце резания. Для устранения колебаний при поощи УУ уменьшают максимум абсол}от- ой величины первой производной переменного ускорения подачи при разгоне. В результате за время оборота ускорение,подачи при разгоне изменяется медленнее, чем при торможении На фиг.6 и 7 максимум производной ускорения при разгоне в начале второго оборота уменьшен в 3,2 раза по сравнению с его значением на участке торможения в начале первого оборота. В результате медленного разгона дальнейшее резание происходит без колебаний значений Р и S при сокращении его продолжительности.
Фиг. 2
0
5
Формула изобретения
Способ тангенциального точения многолезвийным инструментом с авто- мапическим регулированием круговой или прямолинейной подачи, при котором инструменту сообщают во время резания переменную скорость подачи, выравнивающую сечение среза и усилие резания и увеличенную скорость подачи в интервале между работой смежных резцов, отличающийся тем, что, с целью повышения производительности процесса и улучшения условий резания, инструменту сообщают в процессе резания переменное ускорение подачи, уменьшая при этом максимум абсолютной величины первой производной ускорения при разгоне.
Фие.З
Фиг
Фиг4
4
Фиг 6
Фаг
| Способ тангенциального точения | 1972 |
|
SU493297A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
