Изобретение относится к обработке материалов резанием и может быть использовано для обработки фасонных сложнопрофильных поверхностей изделий.
Цель изобретения - расширение технологических возможностей за счет обработки выпуклых и вогнутых участков поверхности различной глубины.
Сущность изобретения заключается в том, что в способе обработки фасонных поверхностей изделий, при котором многорезцовому инструменту и изделию сообщают согласованное вращение вокруг собственных осей, а резцы размещают на поверхности инструмента с неравномерным шагом и различным вылетом относительно его оси, инструменту и изделию сообщают вращение с различными круговыми скоростями, для чего изделие и инструмент связывают посредством зубчатых колес, одно из которых располагают соосно с изделием, а другое - с инструментом, и радиусы начальных окружностей которых назначают в соотношении, величину которого I определяют по зависимости
.-Ј
где S - ширина участка обработки поверхности одним резцом за один оборот инструмента;
й- угол поворота изделия с инструментом в зоне обработки;
h - радиальное расстояние от участка обрабатываемой поверхности до начальной
1
окружности зубчатого колеса, соосное с инструментом;
при этом высоту, профиль режущих кромок и количество резцов инструмента назначают в соответствии с шириной и профилем обрабатываемого участка поверхности изделия.
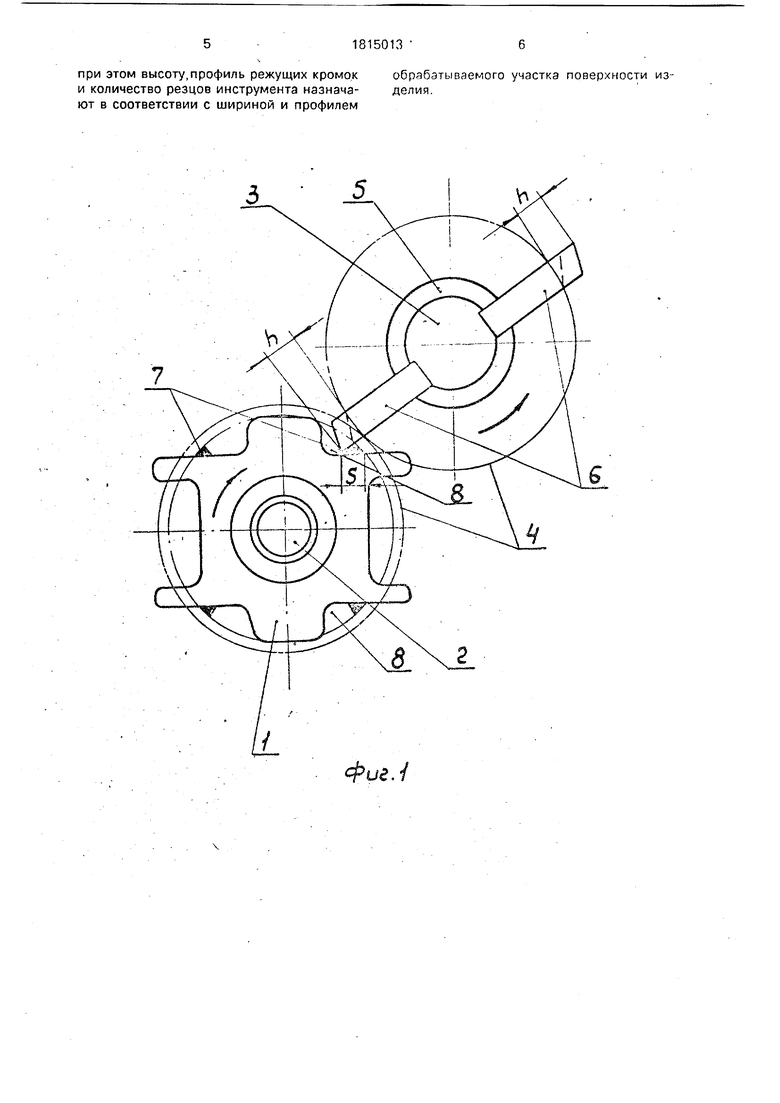
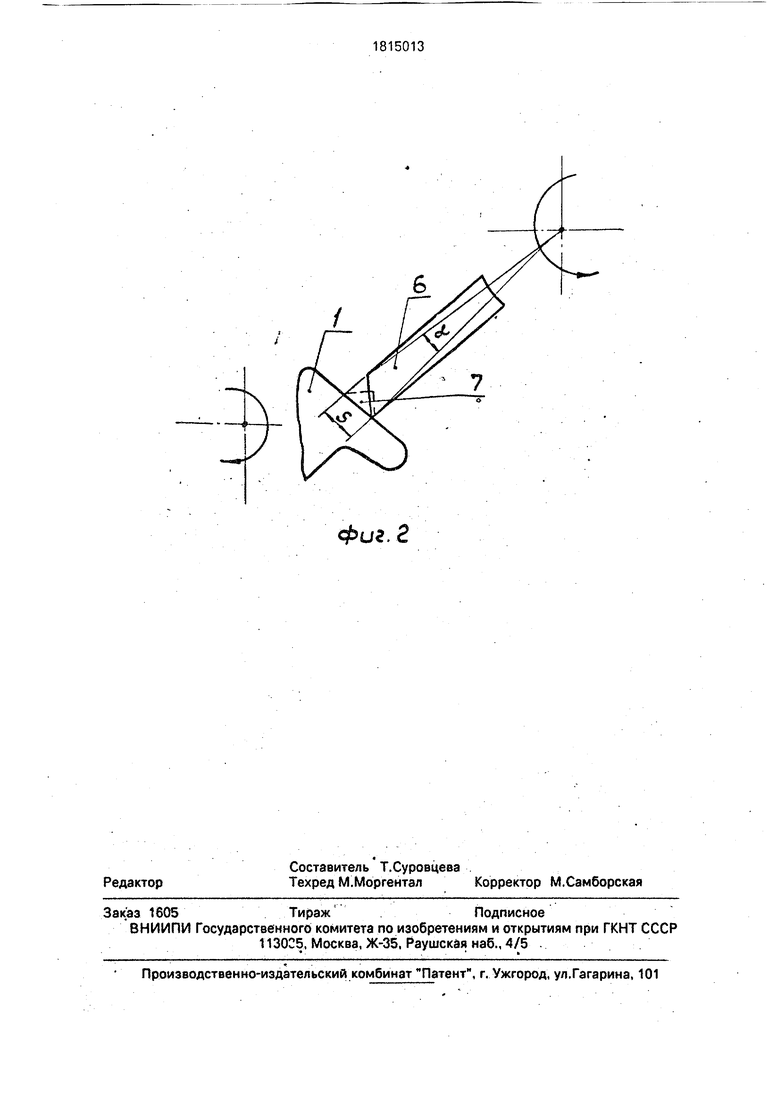
На фиг.1 показан момент начала срезания материала с поверхности обрабатываемого изделия; на фиг.2 - положение резца инструмента и участка изделия в момент после срезания материала с изделия.
Изобретение осуществляют следующим образом.
Перед началом работы подлежащее обработке изделие 1 закрепляют на шпинделе 2 токарного станка, связанном с ротором 3 зубчатой передачей 4. На роторе 3 устанавливают резцовую головку 5 с размещенными по ее периметру резцами 6. Количество резцов б и их расположение зависит от конфигурации изделия в плане и расположения поверхностей изделия 1, подлежащих обработке.
Для обработки участка поверхности 7 изделия 1 резец 6 поворотом резцовой головки 5 вводят, например, в полость 8 изделия 1, после чего включают через зубчатую передачу 4 вращение изделия 1 и резцовой головки 5. При этом резец б за счет разности круговых скоростей режущей кромки инструмента (резца) 6 и обрабатываемой поверхности 7 врезается в поверхность 7 вращающегося в направлении срезания изделия 1. При выходе из соприкосновения первого, резца б и изделия 1 в контакт с изделием 1 вступает следующий резец или происходит холостой поворот резца б до контакта его с другой, идентичной первой, поверхностью 7 изделия 1 и обработки ее.
Для обработки фасонной поверхности, отличающейся от предыдущей, производят соответствующую переналадку инструмента, т.е. перестановку резцов с учетом расстояния от участка требующей обработки поверхности изделия до начальной окружности зубчатого колеса, расположенного со- осно с изделием, угла поворота изделия с инструментом (резцовой головкой) в зоне обработки, отношения радиусов начальных окружностей зубчатых колес, расположенных соосно с изделием и инструментом. .
Пример. Предложенный способ опробован на модели. В качестве изделия - модель с профилем вагонной буксы. Использовалась зубчатая передача с соотношением I радиусов начальной окружности колеса соосного изделию к начальной окружности колеса соосного инструменту 1/2.
При этом радиус начальной окружности зубчатого колеса соосного с изделием составлял 200 мм, а соосного с инструментом - 23 мм. Угол поворота а изделия с инструмен- том в зоне обработки - 0,3 радиан. Ширина участка обработанной поверхности за один оборот одного резца составила
8 23хО,3(1-ь1) 9,45мм
Как показали результаты расчетов и моделирования, предложенный способ позволит повысить по сравнению с прототипом изобретения производительность при обработке фасонных изделий, особенно сложнопрофильных.
Преимуществом предложенного способа по сравнению с известным является также то, что его можно использовать для удаления облоя со штамповок, таким образом заменить ручную операцию удаления облоя с.труднодоступных участков штамповок механической обработкой известными способами: шарошками, пневмозубилами и
т.п. на механическую обработку на стенке.
Формула изобретения
Способ обработки фасонных поверхностей изделий, при котором многорезцовому
инструменту и изделию сообщают согласованное вращение вокруг собственных осей, а резцы размещают на поверхности инструмента с неравномерным шагом и различным вылетом относительно его оси, о т л- и ч а ю
щ и и с я тем, что, с целью расширения технологических возможностей за счет обеспечения обработки выпуклых и вогнутых участков поверхности различной глубины, инструменту и изделию сообщают
вращение с различными круговыми скоростями, для чего изделие и инструмент связывают посредством зубчатых колес, одно из которых располагают соосно с изделием, а другое - с инструментом и радиусы начальных окружностей, которых назначают в соотношении, величину I которого определяют по зависимости
-сПГ1
где S - ширина участка обработки поверхности одним резцом за один оборот инструмента;
а- угол поворота изделия с йнструментом в зоне обработки;
h - радиальное расстояние от участка обрабатываемой резцом поверхности до начальной окружности зубчатого колеса, соосное с инструментом;
при этом высоту .профиль режущих кромок обрабатываемого участка поверхности из- и количество резцов инструмента назнача- делия. ют в соответствии с шириной и профилем
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ | 1996 |
|
RU2093313C1 |
| РЕЗЦОВАЯ ЗУБОРЕЗНАЯ ГОЛОВКА ДЛЯ НАРЕЗАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2430813C2 |
| СПОСОБ ОБРАБОТКИ ФАСОННОЙ ВОЛНИСТОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ СТРОГАНИЕМ | 2010 |
|
RU2456130C2 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ | 1973 |
|
SU379320A1 |
| МНОГОРЕЗЦОВЫЙ ТОКАРНЫЙ АВТОМАТ | 1992 |
|
RU2087302C1 |
| Способ обработки арочных зубьев цилиндрических колес | 1990 |
|
SU1780949A1 |
| Способ изготовления зубчатой пары с круговыми зубьями | 1986 |
|
SU1468692A1 |
| Способ обработки многогранных поверхностей | 1984 |
|
SU1172645A1 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЬНЫХ ВАЛОВ С ВЫПУКЛЫМ ПРОФИЛЕМ ПО ЗАДАННОМУ РАЗМЕРУ | 2011 |
|
RU2469818C1 |
| Одновитковая резцовая головка | 1982 |
|
SU1134316A2 |
Использование: обработка материалов резанием, обработка сложнопрофильных изделий. Сущность изобретения: обработку ведут многорезцовым инструментом, резцы на поверхности которого располагают с неравномерным шагом и различным вылетом относительно его оси. Высоту и профиль режущих кромок и количество резцов инструмента назначают в соответствии с шириной и профилем обрабатываемого участка поверхности. Инструменту и изделию сообщают вращение вокруг собственных осей с различными круговыми скоростями. Для этого изделие и инструмент соединяют с зубчатыми колесами,находящимися в зацеплении. Радиусы начальных окружностей колес назначают в соотношении, величину которой вычисляют в зависимости от ширины участка обработки, угла поворота изделия с инструментами в зоне обработки, радиального расстояния от участка обрабатываемой резцом поверхности до начальной окружности зубчатого колеса, .соединенного с инструменте. 2 ил.
фиг.
Фиг. 2
| Способ обработки многогранных поверхностей | 1984 |
|
SU1172645A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
