Изобретение относится к области станкостроения, в частности к установочно-зажимным приспособлениям для металлорежущих станков
Известно устройство для закрепления изделий, вьшолнешюе в виде зажимных элементов, снабженных механизмами зажима и поворота 1.
Недостатком этого устройства является низкая производительность, так как все детали зажимают в приспособлении одновременно, а обрабатывают детали последовательно. Поэтому обработанные детали можно снять только после обработки всех изделий.
Целью настоящего изобретения является повышение производительности за счет совмещения операций обработки и загрузки, разгрузки деталей.
Для зтого в предлагаемом устройстве каждый из зажимных элементов выполнен в виде гильзы с внутренней конической поверхностью, угол конуса которой выбран из условия самоторможения, установленной с возможностью взаимодействия с введенными в устройство ЛЗумя сухарями, при этом механизм зажима выполнен в виде копнрной ли)1ейки и подпружинениых стержней, установленных с возможностью взаимодействия с нарзокной поверхностью гильз, выполненной конической, а механизм поворота - в виде приводной щестерни и зубчатых колес, размещенных на зажимных элементах и кинематически связанных между собой и с приводной шестерней.
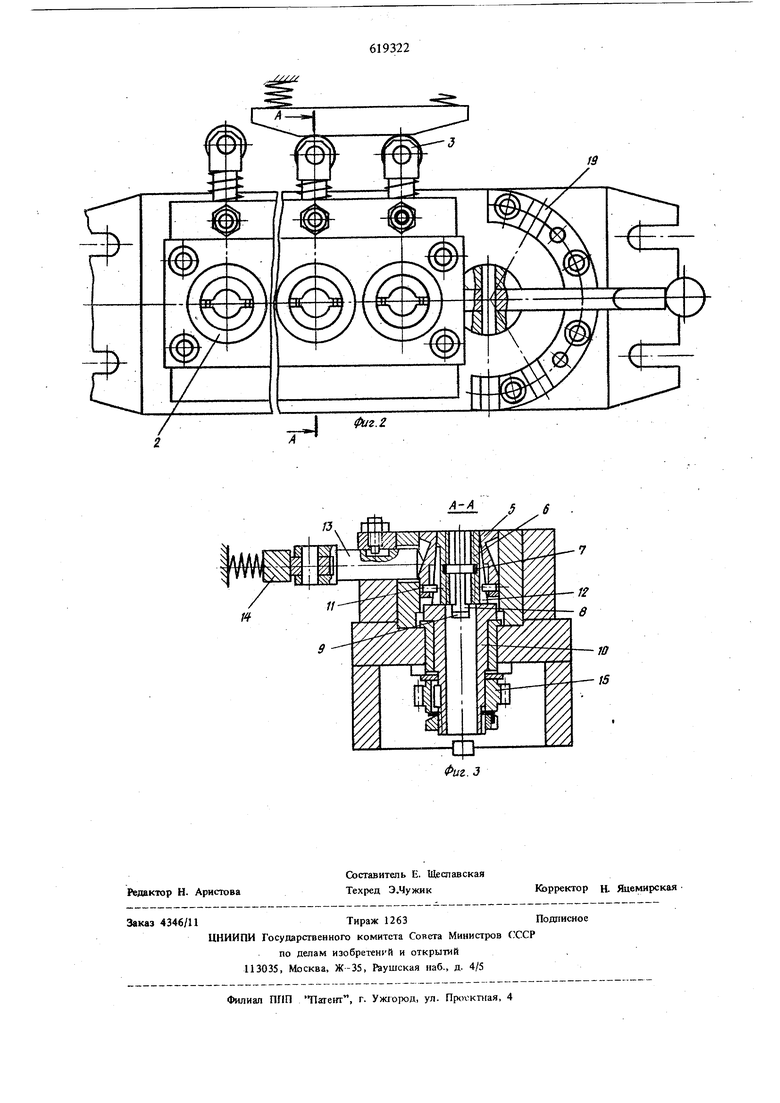
На фиг. 1 изображено устройство общий вид; на фиг. 2 - то же, сверху; на фиг. 3 - разрез на фиг. 2.
Устройство имеет корпус 1, зажимные элементы 2, механизм зажима 3 и мехаиизм поворота 4.
Зажимные элементы 2 состоят из гильзы 5 и двух сухарей 6, в кольцевой проточке которых расположена пружина 7. На внутренней поверхности сухарей имеется резьбовая нарезка, аналогичная резьбе закрепляемой детали. Наружная поверхность сухарей и внутренняя поверхность гильзы выполнены коническими, причем утоп конусности принят самотормозящим.Гильза с 1абже)а выступом 8, входящим в паз 9 стакана 10, установленного в корпусе 1 с возможрюстью пово}Х)та. Гнльза и сухари зафиксированы от взаимного поворота посредством штифтов 11 и продольных пазов 12. Между торцом гильзы и стакана имеется зазор. Механизм зажима 3 состоит из ряда стержней 13, одни концы которых контактируют с наружной конической поверхностью гильз, а другие - с копирной линейкой 14, нрикреплейной к неподвижной части станка. Механизм поворота 4 состоит из ряда шестерен 15, неподвижно установленных на стаканах 10 и кинематически свя;занных друг с другом и приводной шестерней 16. Приводная шестерня расположена на оси 17, к которой прикреплена рукоятка 18, фиксируемая пазами сектора 19, расположенными под углами требу емого поворота. .Работает устройство следуюццш образом. За симные элементы 2 с установленными в них предварительно закрепленными изделия ми устанавливают в базовые отверстия -корпуса I так, чтобы их выступы 8 входили в пазы 9 стакана 10. Прт движении стола стдаса стерж ни 13 поочередно взаимодействуют с копирной линейкой 14, что обеспечивает зажим патронов вместе с изделиями перед зоной обрабожи.При выходе из зоны обработки патроны оказьшаются расфиксированными в осевом направлении относительно корпуса 1, но изделия благодаря вьшолнению условия самоторможения остаются закрепленными. По окончании прохода все зажимные элементы поворачивают на требуемый угол. Поворот осуществляется при помощи рукоятки 18 с последующей фиксацией в паз сектора 19. росла чего процесс обработки повторяется. Пока идет обработка граней одной группы изделий, в это время другую группу изделий устанавливают в сменные зажимные элементы. При этом предварительное закрепление изделий осуществляется относительным пе.ремещением гильзы 5 и двух сухарей 6. По окончании обработки производят смену зажимных элементов с изделиями, а удаление изделий из них осуществляется посредством нажима на торец изделия или легкого удара по нему в направлении, противоположной зажиму. Формула изобретения Устройство для закрепления изделий, выполненное в виде зажимных элементов, снабженных механизмами зажима и поворота, ох л ичающееся тем, что, с целью повышения производительности, каждый из заж ;1мных элементов вьшолнен в виде гильзы с внутрехшей конической поверхностью, угол конуса которой выбран из условия самоторможения установленной с возможностью взаимодействия с введенными в устройство двумя сухарями, при этом механизм зажима вьшолнен в виде копирной линейки и подпружиненных стержней, установленных с возможностью взаимодействия с наруукяок поверхностью гильз, вьшолненной конической, а механизм поворота - в виде приводаюй шестерни и зубчатых колес, размещенных на зажимных элементах и кинематически . связанных между собой и приводной шестерней. Источники информации, принятые в внимание при экспертизе: 1. Косов Н. П. Станочные приспособления;, М., Машиностроение, 1968, с. 203.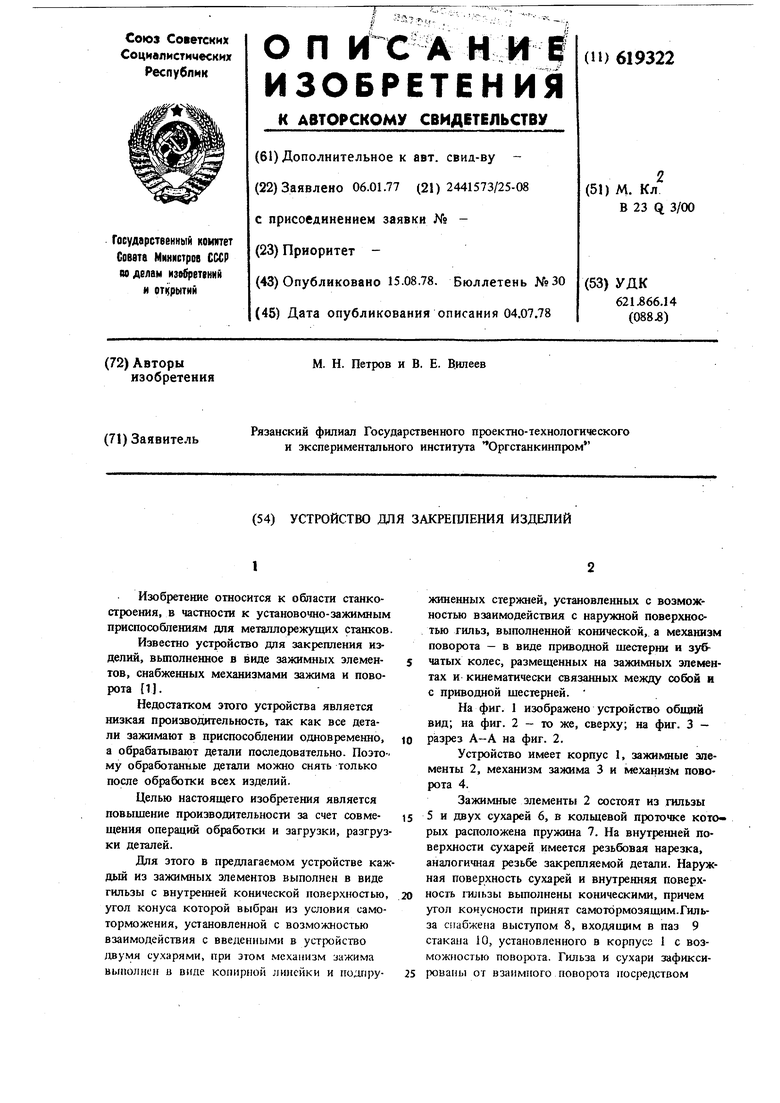

| название | год | авторы | номер документа |
|---|---|---|---|
| Переносной токарный станок для обработки концов труб | 1989 |
|
SU1710193A1 |
| Поворотный зажимной патрон | 1976 |
|
SU657922A1 |
| Автоматическая линия | 1979 |
|
SU831542A1 |
| Ротор для механической обработки заготовок | 1973 |
|
SU442043A1 |
| ШПИНДЕЛЬНАЯ БАБКА | 1970 |
|
SU263371A1 |
| Шпиндельная бабка токарного полуавтомата | 1984 |
|
SU1168346A1 |
| Устройство для измерения диаметров малых отверстий | 1982 |
|
SU1057770A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
| Устройство для формированияиздЕлий "МюзлЕ | 1977 |
|
SU816637A1 |
А-А
