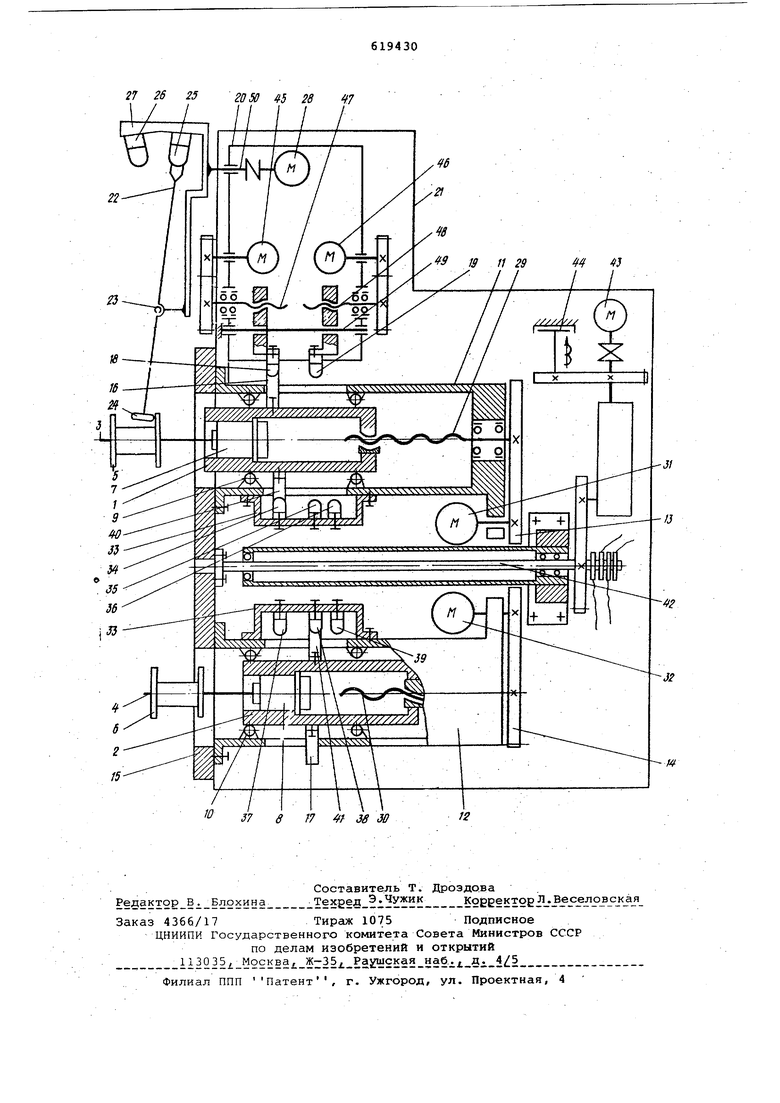
которого имеет щуп 24 для контактирования с фланцем катушек 5 или б, а другой несет контакты, взаимодействукнаие с переключателями 25 и 26. Переключатели 25 и 26 и ось 23 закреплены на поворотном кронштейне 27, связанном с приводом 28 его поворота. Шпиндельные головки 1 и 2 через винты 29 и 30 связаны с приводами 31 и 32. Система 33 управления ходом раскладки во время процесса перезапр &ки состоит из переключателей 3439, установленных на корпусах 11 и 12 каждого механизма раскладки, и пластин 40 и 41, закрепленных на шпиндельных головках 1 и 2. Планшайба 15 жестко связана с осью 42 вращения приводом 43 и имеет тормозное приспособление 44. Во время работы при наполнении, например, катушки 5 нитевидным материалом управления работой механизма раскладки переходит от переключателей 18 и 19 регулируемой системы. 20 управления ходом раскладки к переклю чателям 34-39 системы 33 управления ходом раскладки. Выключается привод 43 поворота планшайбы 15 и ПРИВОДЫ 45 и 46 с помощью винтов 47 и 4 перемещают вдоль направляющей 49 навстречу друг другу переключатели 1 и 19, чем устанавливается начальное расстояние между переключателями меньше, чем расстояние между фланцам катушки. При повороте планшайбы на 180° катушки 5 и 6 меняются местами, при этом нитевидный материал входит межд фланцами пустой катушки 6. Планшайба делает несколько оборотов и нить зак репляется на катушке 6. ПриизменеНИИ напряжения происходит обрыв нити между катушками. Планшайба 15 фиксируется приспособлением 44. Во время перезаправки раскладка нити на катуш ке 6 осуществляется механизмом 14 раскладки с помощью переключателей 3 и 38, на которые воздействует пласти на 41, закрепленная на шпиндельной головке 2. После окончания перезаправки включается привод 28, поворачивающий кронштейн 27 вокруг оси 50 таким образом, ЧТО: в пространство между фла цами катушки 6 входит двуплечий рычаг 22 со щупом 24. При этом управление механизмом 1 раскладки переходит от переключатеей 37 и 38 к переключателям 18 и 19 системы 20 раскладки. По мере перемещения механизмов раскладки переключатели включаЛт соответствующий привод. Скорость пере-ещения переключателя 18 механизма 14 раскладки с установленной на его пинделе 4 катушкой 6 равны и направены в одну сторону. По мере перемещения катушка фланцем воздействует на щуп 24, поворачивает двуплечий рычаг 22 вокруг оси 23 пока он другим концом войдет во взаимодействие с переключателем 25 и последний сработает, после чего он через блок управления выключает привод 45 и переключает привод 32 механизма раскладки на вращение в другую сторону. Перемещающаяся катушка другим фланцем воздействует на щуп 24 и также поворачивает двуплечий рычаг 22 вокруг оси 23, но в другую сторону, В момент, когда другой его конец войдет во взаимодействие с переключателем 26, привод 46 выключается, а привод 32 переключается на вращение в другую сторону. Одновременно включается привод 28, который поворачивает кронштейн 27 в исходное положение и выключается. На этом подрегулировка ширины раскладки на вновь установленной катушке закончена. Дальнейшая работа механизма 14 раскладки осуществляется от переключателей 18 и 19, которые расположены так, что обеспечивают ширину раскладки, равную расстоянию между фланцами; реверс раскладки происходит,при касании нитевидного материала фланцев катушки. Формула изобретения Устройство для намотки нитевидного материала, содержащее шпиндель,ную головку, установленн.ую с возможростью осевого перемещения и несущую катушки, и механизм ограничения хода шпиндельной головки, отличающееся тем, что, с целью повышения точности раскладки материала, оно имеет средство для настройки: шпиндельной головки, содержащее двуплечий рычаг и переключатели, связанные с механизмом ограничения хода шпиндельной головки, при этом одно плечо рычага несет щуп для контактирования .с фланцами катушки а другое - контакт, взаимодействующий с переключателями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ герметизации межпанельных стыков | 1989 |
|
SU1719576A1 |
| Устройство для намотки материала на каркас и способ замены каркаса в устройстве для намотки материала | 1977 |
|
SU902892A1 |
| Устройство для заправки проволоки в эмальагрегат | 1975 |
|
SU548525A1 |
| Устройство для подачи нити | 1980 |
|
SU945263A1 |
| Устройство для перезаправки нити на мотальной машине | 1986 |
|
SU1375549A1 |
| Устройство для намотки нитевидного материала | 1985 |
|
SU1284921A1 |
| Устройство раскладки провода к намоточному станку | 1985 |
|
SU1365152A1 |
| Установка для транспортирования паковок, например ленты, намотанной на катушки, от чесальных к ленточным машинам, а от последних к ровничным и прядильным машинам | 1960 |
|
SU135003A1 |
| Устройство для перезаправки револьверной мотальной головки | 1989 |
|
SU1662914A1 |
| Устройство для непрерывной намотки нитевидного материала | 1978 |
|
SU744750A1 |