Область техники, к которой относится изобретение.
Изобретение относится к электротехнике - электрическим обмоточным проводам из меди и используется, например, в силовых электрических машинах (электрических двигателях, генераторах, преобразователях, распределительных устройствах) в частности, в обмоточных проводах с прямоугольными жилами из бескислородной меди для мощных силовых электрических трансформаторов.
Уровень техники.
Обмоточные провода с медными жилами прямоугольного сечения широко используются в различных силовых электрических устройствах. Многие эксплуатационные характеристики этих устройств (в частности, срок службы) зависят от конструктивного исполнения указанных проводов - от геометрических параметров отдельных электропроводящих жил обмоточного провода, особенностей геометрии их взаимного расположения, качества их изоляционного покрытия, физико-механических и химических характеристик жил.
Одним из основных неблагоприятных факторов снижающих срок службы медных обмоточных проводов являются механические напряжения в обмоточных проводах. Механические напряжения вызываются, в частности, внутренними силами между жилами обмоточного провода, возникающими в результате коротких замыканий, термических напряжений и локальных перегревов и перегрузок.
Одна из наиболее опасных ситуаций, резко сокращающей срок службы обмоточных проводов может вызываться внешними короткими замыканиями, которые создают высокие токи в обмотках силовых машин (в элементах типа трансформатора). Высокие токи создают соответственно с законами электродинамики высокие внутренние электродинамические силы в обмотках, которые формируют в обмотках очень высокие механические напряжения (сопоставимые с предельными механическими прочностными параметрами жил). Такие силы могут нарушать механическую целостность обмоток. Например, возникают сильные деформации и сгибание жил в обмоточном проводе. Для того чтобы в максимальной степени избегать негативного влияния вышеуказанных механических напряжений обмоточный провод должен иметь определенные характеристики в отношении как электрической проводимости, так и механической прочности. В частности, необходимо достижение максимально возможной высокой электропроводимости с одновременным повышением его механических прочностных характеристик - прежде всего условного предела текучести σ0,2 и сохранения его в заданных параметрах в течение всего времени эксплуатации обмоточного провода.
Перспективным решением для обмоточных проводов силовых машин является использование в обмоточных проводах прямоугольных медных жил (или жилы) с пониженным содержанием кислорода (в частности, из различных марок бескислородной меди). Из уровня техники известны различные технические решения обмоточных проводов с медными прямоугольными жилами из бескислородной меди (см. например патент КНР, CN 113921196, опубл. 11.01.2022, заявка на патент США US 20150021067, опубл. 22.01.2015, патент Япония JP 2013004444, опубл. 07.01.2013, патент США US 20180364433,. 20.12.2018, патент КНР CN 101650985, опубл. 17.02.2010, Патент КНР CN 101134276, опубл. 05.03.2008, патент КНР CN 206276735 2017 27.06.2017). Во всех вышеуказанных технических решениях указанные прямоугольные жилы обмоточных проводов, несмотря на то, что они изготовлены из одного материала -бескислородной меди, имеют различные рабочие характеристики (разные ресурсы работы, удельные электросопротивления, разный характер снижения прочностных характеристик в процессе эксплуатации). Одной из основных причиной различий в указанных рабочих характеристиках является то, что жилы входящие в состав таких обмоток изготавливаются для каждой из обмоток по разным технологическим схемам их формирования, а именно могут применяться разные последовательности и типы технологических операций (в частности экструдирования, волочения, прокатки, отжига жил) формирующих жилы, разные вспомогательные химические добавки, различные исходные полуфабрикаты (например, медные стержни полученные разными способами из исходной медной массы) для их изготовления и т.п.В результате каждая жила в зависимости от особенностей технологии ее получения имеет разные рабочие характеристики.
Общим недостатком всех вышеуказанных технических решений является то, что они не обеспечивают достаточной точности геометрической формы жил, достаточно высокого предела условной текучести σ0,2 жил, и его гарантированного сохранения на достаточно высоком уровне (т.е. падении не выше 50%) в течение типичного срока эксплуатации (8-40 лет) обмоточного провода в силовой электрической машине, особенно и в трехфазных и в многофазных трансформаторах мощностью более 40 MB А (мегавольт-ампер), в которых возникают наиболее высокие механические напряжения на обмотках. Это следует, в частности из анализа особенностей технологического исполнения жил (операций формирования жил) во всех технических решениях по вышеуказанным патентам, в которых не обеспечивается в должной степени контролируемый заданный предел текучести σ0,2. Например, в техническом решении по патенту Япония JP 2013004444, опубл. 07.01.2013 при формировании медной бескислородной жилы обмоточного провода из всех механических прочностных параметров жил контролируют только механический прочностной параметр - твердость по Виккерсу, которая никак прямо не связана с пределом текучести о0,2, а в патенте КНР CN 101134276, опуб. 05.03.2008 - подробно описана технология формирования жилы (ленты) из бескислородной меди, которая не обеспечивает формирование заданного предела текучести (этот параметр даже не учитывается при формировании жилы (ленты)). Отметим, что простое упрочнение (типа простой нагартовки) жилы в недостаточной мере учитывающее его микроструктурные изменения на различных рамках технологических операциях по формированию провода может приводить к увеличению его электросопротивления, что в свою очередь может вести к избыточному тепловыделению, которое может негативно влиять на его прочностные свойства. При реализации неоптимальных технологических схем например, при простой схеме использующей только простое пластическое деформирование одним блоком роликов (без использования этапа экструзии) требуемые деформационные усилия становятся настолько большими, что приводят к повреждению поверхности проволоки, неконтролируемому вытягиванию проволоки и как следствие неконтролируемому изменению некоторых важных геометрических параметров жил. И если изменение основных размеров жилы - ширины, высоты) можно спрогнозировать и использовать заготовку больших размеров, то деформацию проволоки в местах радиусов закруглений спрогнозировать и потом исправить до требуемых допусков практически невозможно. Данная проблема приводит к изменению расчетного сечения, появления искажений формы проводника в местах сопряжения радиусов закруглении и плоскости, что приводит к ухудшению эксплуатационных свойства провода. Неконтролируемое существенное изменение сечения жил обмоточного провода приводит, в конечном счете, к снижению ресурса обмоточного провода. Данные проблемы, как правило, проявляются при изготовлении жил с условным пределом текучести свыше 170Мпа.
Ближайшим аналогом (прототипом) заявленного изобретения является техническое решение (Европейская патентная заявка ЕР 3242299 А1 08.11.2017). Медный обмоточный провод содержит, по меньшей мере, одну токопроводящую изолированную жилу с прямоугольным поперечным сечением, при этом жила выполнена из меди с условным пределом текучести σ0,2, удовлетворяющим условию 100 Н/мм2 ≤ σ0,2 ≤ 400 Н/мм2, (т.е. может иметь заданную величину σ0,2 только в этом диапазоне - например, 300 Н/мм2) при этом медь является бескислородной. Указанный провод содержит поверхностную изоляцию, обеспеченную одним или более из следующих изоляторов: бумаги и/или эмали, обертывания бумагой и/или нитью и/или сеткой и/или полимерной лентой. Жила выполнена из меди типа Cu-OF (обозначение бескислородной меди по одной из систем международной классификации меди EN - CEN/TS 13388:2008), которая содержит примесь из олова и/или магния, в процентах от 0,010% до 0,050% по массе (см. например строки 6-9 стр. 6 описания Европейская патентная заявка ЕР 3242299 А1 08.11.2017). Наличие вышеуказанных примесей обязательно для всех возможных вариантов технических решений и необходимо для обеспечения высокого σ0,2 в течение времени эксплуатации такого обмоточного провода. Жила имеет предел условный текучести σ0,2 от 100 МПа до 400 МПа, предпочтительно от 200 МПа до 400 Мпа (см. например строки 34-36 стр. 6 описания Европейская патентная заявка ЕР 3242299 А1 08.11.2017). Для изготовления таких жил в заявленном техническом решении проводят сначала рафинирование меди (очистку меди), а затем регулируют концентрацию элементов сплава по заданному проценту олова и/или магния. По сути, без этих добавок нет гарантий долгосрочного сохранения предела текучести в жилах по техническому решению в этом патенте. В технологических процессах может присутствовать термообработка изоляции. За счет существенного нагрева при таких операциях медной жилы условный предел текучести начинает падать. В зависимости от химического состава (возможно из-за наличия олова и/или магния в используемой меди) эта проблема проявляется на проводниках с условным пределом текучести 220-260 МПа и выше. Недостатком этого решения является то, что в предложенном техническом решении не учитывается в полной мере необходимость достижения стабильности и точности геометрических параметров прямоугольных параметров (площади сечения, прежде всего) медной жилы из бескислородной меди по всей длине проводника жилы. Это может вести к нежелательным эффекту перекоса фаз (при использовании такой обмотки в трехфазном трансформаторе) и снижению электрической прочности изоляции провода, что в конечно счете может привести к нежелательным дополнительным механическим напряжениям в обмоточных жилах трансформаторов, особенно высокой мощности (выше 40 МВА), снижающим ресурса обмоточного провода.
Раскрытие сущности изобретения
Задачей настоящего изобретения является разработка надежного упрочненного обмоточного провода из бескислородной меди, который может эффективно функционировать в качестве обмоточного провода в разнообразных мощных силовых машинах и который обеспечивает повышение электродинамической стойкости силовых электрических машин, использующих обмоточные провода (обмотки) с прямоугольными жилами из бескислородной меди. В частности, необходимо улучшение прочностных характеристик. Выполнение этих условий позволяет силовой машине, например трансформатору, работать длительное время без повреждений, даже в условиях больших электродинамических сил, возникающих в обмотках в результате взаимодействия магнитных полей, создаваемых при коротком замыкании. Важно обеспечить решение проблемы резкого снижения условного предела текучести медных проводов (жил) из бескислородной меди во время эксплуатации силовых машин -трансформаторов со сроком эксплуатации 20-40 лет. В них рабочая температура может составлять до 105°С и в экстремальных режимах доходить до 120°С. При использовании проводов с условным пределом текучести от 100-220 Мпа (соответствует 100-220 Н/мм2) и выше падение фактических значений условного предела текучести ниже расчетного может привести к выходу трансформатора из строя в случае возникновения короткого замыкания и динамического удара в обмоточном проводе.
Основным техническим результатомизобретения является увеличение срока службы обмоточного провода эксплуатируемого в условиях высоких температур (90-105°С) и, состоящего из различного количества жил (по меньшей мере, из одной прямоугольной жилы из бескислородной меди) при использовании его в качестве силовых обмоток мощных электрических машин (в частности, в силовых трехфазных трансформаторах мощностью более 40 МВа) за счет обеспечения необходимой заданной геометрической точности площади поперечного сечения в жилах и одновременного достижения высокого предела текучести. В заявленном техническом решении обеспечиваются одновременно и высокие электрические характеристики провода и устойчивые прочностные характеристики - происходит увеличения времени, в течение которого предел текучести о0>2 падает менее чем на 50% от заданного - что также дополнительно способствует повышению надежности работы провода.
Чтобы реализовать заявленный технический результат необходимо было отобрать и использовать для жил из бескислородной меди определенные оптимальные технологических этапы формирования жил обмоточного провода, придающие им необходимые физико-механические и электрические свойства, позволяющие обеспечить не только необходимую геометрическую точность изготовления жил, но и обеспечивающие высокие пределы исходный текучести σ0,2, как и в патенте прототипе, и которые не падают существенно в течение характерного времени эксплуатации обмоточного провода (примерно от 8 до 40 лет).
Для достижения указанного технического результата разработан медный обмоточный провод состоящий из, по меньшей мере, одной токопроводящей изолированной жилы с прямоугольным поперечным сечением, при этом жила выполнена из меди с условным пределом текучести σ0,2, удовлетворяющим условию 100 Н/мм2 ≤ σ0,2 ≤ 400 Н/мм2, при этом медь является бескислородной. Исходная заготовка для медной жилы выполнена в виде катанки полученной методом вытяжки из расплава, при этом для формирования жилы из вышеуказанной исходной заготовки используются последовательно технологические операции экструзиионной обработки жилы и пластической деформации жилы путем прокатки, при этом максимальное отклонение площади сечения жилы Ω по длине от заданной площади сечения удовлетворяет условию Ω ≤ 3%. Прокатка жилы может быть выполнена со степенью обжатия жилы а, при этом 2% ≤ α ≤ 20%. Пластическая деформация жилы может проводиться путем прокатки жилы между вертикальными и горизонтальными парами прокаточных роликов, причем, по меньшей мере, 3 парами вышеуказанных роликов. После вышеуказанной технологической операции пластической деформации жилы путем прокатки жилы можно проводить промежуточный отжиг жилы с последующей дополнительной прокаткой жилы, причем суммарная степень обжатия при вышеуказанных операциях прокатки не превышает 20%. Для операции прокатки можно использовать предварительные заготовки жил, полученные после экструзиионной обработки жилы с промежуточным условным пределом текучести жилы от 60 Н/мм2 до 95 Н/мм2. Количество токопроводящих изолированных жил с прямоугольным поперечным сечением может быть от 1 до 99, имеется общий слой изоляции, который может быть выполнен из лент электроизоляционной бумаги. Количество токопроводящих изолированных жил с прямоугольным поперечным сечением может быть от 2 до 6, причем жилы сложены параллельно. Обмоточный провод может быть транспонированным с количеством токопроводящих изолированных жил с прямоугольным поперечным сечением от 5 до 99. Медный обмоточный провод может иметь толщину токопроводящей изолированной жилы с прямоугольным поперечным сечением Н от 0,8 до 8 мм, ширина W от 2,0 до 30 мм, а радиусы закругления прямоугольной проволоки от 0,5 мм до 2,00 мм, при этом условный предел текучести удовлетворяет условию 100 Н/мм2 ≤ σ0,2 ≤ 300 Н/мм2, Исходная заготовка для медной жилы может быть катанкой полученную методом вытяжки из расплава по технологии бескислородного литья UPCAST. В настоящей заявке используются следующие термины и определения.
Медь с пониженным содержанием кислорода определяется как медь с содержанием кислорода не более 0,001%. В соответствии с ГОСТ 859-2014 этому критерию соответствуют, например, марки бескислородной меди М0б и М00б и их зарубежные аналоги CuOFl и CuOFEl. (CW009A и CW007A по Европейской системе обозначений).
Катанка - пруток из бескислородной меди (например, 5-30 мм в диаметре).
UPCAST - технология производства катанки с использованием установки восходящего вертикального литья. Особенностью процесса UPCAST является получение катанки требуемого диаметра исключительно операцией литья.
Под условным пределом текучести σ0,2 (пределом текучести) в настоящей заявке подразумевают такое механическое напряжение, при котором остаточная деформация соответствующего образца (из бескислородной меди) - составляет 0,2%. Значение σ0,2 обычно определяют по результатам статических испытаний на растяжение (например, по ГОСТ 1497, ГОСТ Р 52857.1-2007) и с учетом ГОСТ IEC 60851-3-2016 для механических испытаний обмоточных проводов.
Степень обжатия (деформации) определяется отношением разности площадей поперечного сечения прямоугольной жилы (или жил провода) до и после операций прокатки (умноженной на 100 - для определения его в %).
Общий слой изоляции - это слой изоляции, охватывающий все жилы обмоточного провода (или одну жилу - если провод одножильный), выполненный из электроизоляционной, кабельной или трансформаторной бумаги.
Краткое описание чертежей
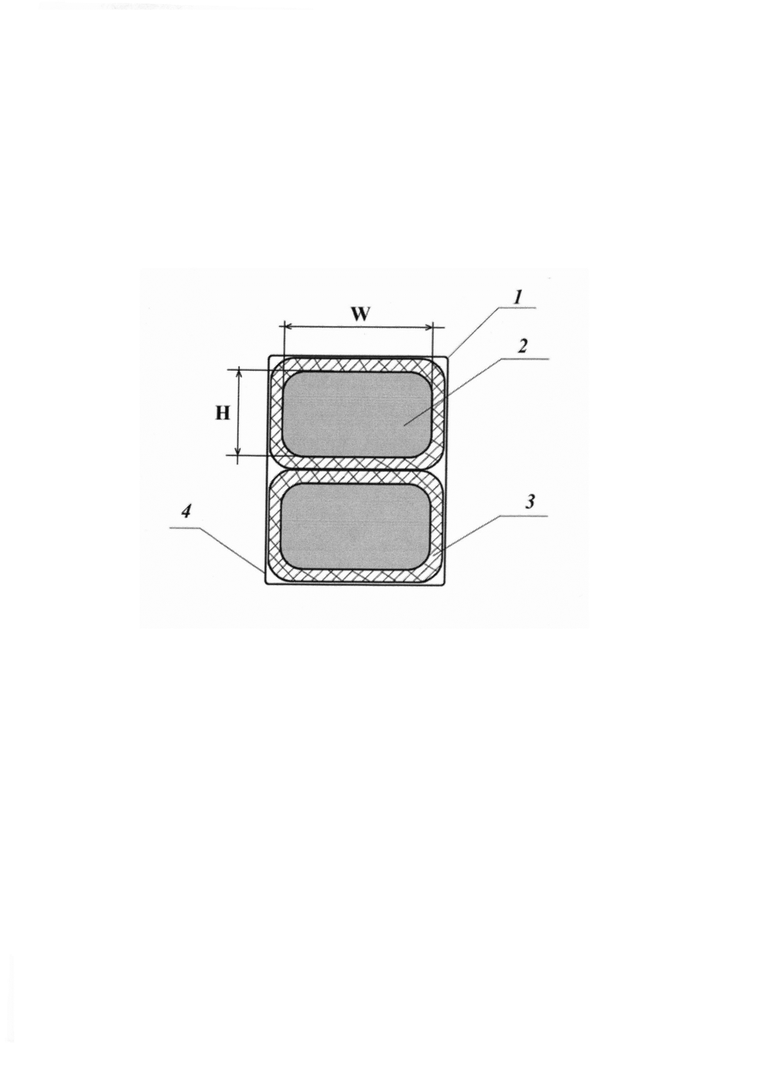
Фиг. Структура обмоточного провода с прямоугольными жилами из бескислородной меди.
Осуществление изобретения
Исходная заготовка для жилы представляла собой катанку из бескислородной меди, полученную методом вытяжки из расплава. Катанка полученная таким методом (и особенно полученная на основе разновидности этого метода - технологии UPCAST) обладает наиболее "качественной" микроструктурой материала и наиболее высокой электропроводностью и именно она наиболее эффективна при достижении необходимых параметров материала жил при дальнейшее ее обработке.
Обработка каждой жилы из медной катанки осуществлялась путем экструзии с последующей прокаткой выполнена путем пластического деформирования каждой жилы 2 путем ее перемещения на прокатном стане между вертикальными и горизонтальными парами роликами прокатного стана. Степень обжатия а при этом составляла не более 20%. Размер проволоки меняется при прохождении каждой пары роликов.
Обмоточный провод 1 может иметь две жилы (см. Фиг. ), каждая из которых представляет прямоугольную токопроводящую жилу 2 из бескислородной меди со скругленными гранями (им соответствуют скругленные углы в поперечном сечении). Жила 2 имеет толщину Н, ширину W и площадь поперечного сечения Ω. Изоляционный слой 3 вокруг жилы выполнен из электроизоляционного лака (возможно и выполнение слоя 3 как составного изолирующего слоя из электроизоляционного лака и эпоксидной смолы). Общий слой изоляции 4 охватывает все вышеуказанные жилы и выполнен из лент электроизоляционной бумаги.
Полученная (в результате выполнения все технологических операций) жила имеет практически прямоугольную форму в поперечном сечении и точную геометрию с выдержанными заданными радиусами скруглений. Сочетание вышеуказанных технологических процессов, специально подобранных для оптимизации микроструктуры материала (прежде всего структуры зерен) и необходимых пластических свойств позволило добиться как точной геометрии - именно минимизации разброса площади поперечного сечения жилы, а именно максимальное отклонение площади сечения жилы Ω по длине от заданной площади сечения удовлетворяет условию Ω ≤ 3%. Кроме того оценки показали, что падение условного предела текучести в жилах σ0,2 не превышает 50% в течение характерного срока эксплуатации (от 8-40 лет) обмоточного провода от первоначально заданного предела текучести. Это связанно в частности с тем, подобранные технологии формирования жилы обеспечивают в процессе последующей эксплуатации обмоточного провода меньший темп рекристаллизации жил - а это в свою очередь снижает темп падения предела условной текучести жил, так как рекристаллизация сопровождается снижением прочностных параметров материала.
Каждая жила выполнена с высотой Н и шириной W, при этом 0,8 ≤ Н ≤ 8 мм, 2 мм ≤ W ≤ 30 мм, а радиусы закругления углов (радиусы закругления прямоугольной проволоки) от 0,5 мм до 2,00 мм, при этом условный предел текучести удовлетворяет условию 100 Н/мм2 ≤ σ0,2 ≤ 300 Н/мм2. Прямоугольная форма жил позволяет осуществить их плотное складывание друг с другом, что является одним из факторов обеспечивающим повышенный ресурс за счет повышенной динамической прочности обмотки. Указанные геометрические параметры (H,W) также необходимы для обеспечения заданной динамической прочности обмотки.
При изготовлении провода обеспечивается стабильность условного предела текучести по длине и соблюдаются ограничения значений условного предела текучести. Более точный диапазон предела текучести в рамках заданного основного, может определяться при расчете конструкции конкретной обмотки электрической машины, причем она по всей длине кабеля не должна быть ниже заданной величины, т.к. в противном случае есть повышенный риск деформации обмотки при динамическом ударе в этой точке.
Прокатка представляет из себя последовательное пластическое деформирование (холодную прокатку) прямоугольной медной проволоки роликами в горизонтальной и вертикальной плоскости. Степень деформации (обжатие) α при этом 2% ≤ α ≤ 20%. Заданный условный предел текучести зависит от суммарной степени обжатия по всем парам роликов прокатного стана. Размер проволоки меняется при прохождении каждой пары роликов. При прохождении последней пары формируется требуемый конечный размер жилы размер проволоки. Заданный условный предел текучести зависит от суммарной степени обжатия по всем парам роликов прокатного стана.
Стоит дополнительно подчеркнуть, что простое упрочнение (нагартовка) бескислородной меди прокаткой без применения экструзии и без использования заготовок из катанки полученных методом вытяжки не обеспечивает необходимой геометрической точности (по площади сечения) и гарантированного сохранения необходимого уровня предела текучести в процессе эксплуатации. При пластической деформации - нагартовке медной прямоугольной требуемые деформационные усилия становятся настолько большими, что приводят к повреждению поверхности проволоки, неконтролируемому вытягиванию проволоки, и, как следствие к неконтролируемому изменению геометрических размеров. И если изменение основных размеров можно спрогнозировать и использовать можно заготовку больших размеров, то деформацию жилы в местах радиусов закруглений спрогнозировать и потом исправить до требуемых допусков практически невозможно. Данная проблема приводит к изменению расчетного сечения, появления искажений формы проводника в местах сопряжения радиусов закруглении и плоскости, что приводит к ухудшению эксплуатационных свойства провода. Изменение сечения проводника по длине более чем на 3% крайне нежелательно для обмоток силовых машин (особенно в мощных трансформаторах). Например, такое изменение сечения приводит к эффекту перекоса фаз в трехфазном силовом трансформаторе, а изменения формы радиусов округления приводит к ухудшению электрической прочности изоляции провода, за счет увеличения концентрации напряженности электрического поля в местах искажения радиусов скруглений сверх расчетных значений. Все это приводит к снижению ресурса обмоточного провода. Известно, что данная проблема, как правило, проявляется при попытке изготовить указанным способом проводник с условным пределом текучести σ0,2 свыше 100-170 Н/мм2.
В предлагаемом техническом решении в обмоточном проводе указанные проблемы решаются за счет подбора необходимых технологический операций, обеспечивающих необходимую геометрическую точность по площади сечения провода и по геометрии скругленных краев.
Пример осуществления изобретения
Прямоугольные токопроводящие жилы выполнялись из бескислородной меди. Использовались различные марки бескислородной меди (например, марка М0б, М00б). Сам провод формировался либо с одной, либо с несколькими жилами (в относительно произвольном количестве), сопряженных большей стороной друг с другом. Кабель мог состоять как из одиночный жилы, так из параллельных или транспонированных жил.
Исходная заготовка для медной жилы представляла собой катанку полученную методом вытяжки из расплава по технологии бескислородного литья UPCAST. Первичное формирование медной жилы из нее проводилось методом экструзии с применением экструзионных линий типа TLJ-300. Условный предел текучести полученной в результате экструзии предварительной заготовки жилы от 60 Н/мм2 до 95 Н/мм2. Для сохранения размеров зерна проводился процесс экструзии меди с обеспечением минимально возможных температур в формирующихся жилах (точное измерение их в самой медной массе затруднительно - но по некоторым приближенным оценкам температура не превышала 700°С), т.к. разбивание зерен меди (изменение размеров) приводит к ускорению нежелательных процессов рекристаллизации.
Далее проводилась прокатка прямоугольной проволоки на прокатном стане. При прохождении последней пары формируется требуемый конечный размер жилы. Степень обжатия а при этом составляла не более 20%. Размер проволоки меняется при прохождении каждой пары роликов. Заданный условный предел текучести зависит от суммарной степени обжатия по всем парам роликов прокатного стана. В частности, степень обжатия определяла получаемый условный предел текучести и для значения 260МПа составляет около 11%. Пластическое деформирование каждой жилы на прокатном стане между вертикальными и горизонтальными вращающимися роликами прокатного стана происходило с количеством прокатных пар роликов 5. Количество роликов не менее 3 позволяет уменьшить обжатие в каждой паре роликов для исключения сильной деформации металла при прохождении одной пары роликов. Невысокие обжатия с применением большего количества валков позволяют получить более стабильный прогнозируемый результат. Степень обжатия по каждой паре эмпирически подбиралась таким образом, чтобы исключить возможность исключения повреждения поверхности проволоки и появления внутренних дефектов, таких как трещины размером больше 10 мкм.
Изготовленный таким образом обмоточный кабель имеет высокую стойкость (сохраняет работоспособность) при снижении условного предела текучести даже при термообработке проволоки (жил) в процессе ее эмалирования и при дальнейших процессах изготовления и эксплуатации трансформаторов при температурах до 120°С. Дальнейшее изготовление обмоточного провода происходит на бумагообмоточных или лентообмоточных линиях. Общий слой изоляции выполняется из электроизоляционной бумаги. Для разных вариантов обмоточного провода использовались разные типы электроизоляционной бумаги. Наложение первого слоя изоляции производится известными в кабельной промышленности способами в зависимости от применяемых материалов: наложение бумажной изоляции производится на бумагоизолировочных машинах, наложение электроизоляционного или электроизоляционного, эпоксидного лаков может выполняться на эмальагрегатах, например на эмальагрегате фирмы MAG типа VZF-8/2L. Наложение общего слоя изоляции 3, выполненного из лент электроизоляционной бумаги, осуществляют на бумагоизолировочных машинах методом обмотки, например на машине ОГП-12 или ОГП-24.
Стоит отметить, что обычная электротехническая медь марки Cu-ЕТР используемая в жилах, например при степени деформации 10% при прокатке (в частности холодной прокатке) высоких экстремальных нагревах до 150°С уже через год теряет примерно половину изначального предела текучести, при степени деформации 20% процентов такое разупрочнение происходит уже через 3 месяца, а при степени деформации 5% через 3 года. Оценки, проведенные для бескислородной меди, использующей технологические этапы в настоящем решении (в частности, при использовании холодной прокатки (роликами) прокатке), показывают, что примерно при 11% степени обжатия (деформации) ожидаемое двукратное падение предела текучести наступит не раньше чем через 50 лет. Учитывая, что более типичные температуры эксплуатации в силовых машинах обычно более "благоприятные" для жил - 100-105°С - ожидаемый интервал времени, в течение которого предел текучести упадет вдвое будет существенно больше 50 лет.
Результаты испытаний обмоточного провода, полученного по указанной технологии, показывают достижение необходимых характеристик жилы - заданного диапазона условной текучести одновременно с требуемой точностью площади прямоугольного сечения для каждой прямоугольной жилы и соответственно повышения ресурса обмоточного провода. В заявленном проводе одновременно обеспечиваются и высокие электрические характеристики провода (этому способствует и отсутствие примесей в каком-либо значимом количестве в бескислородной меди).
Обмоточный провод имеет повышенный ресурс работы в силовых трансформаторах и одновременно обеспечивает высокие электрические характеристики обмотки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОЙ СТАЛИ | 2005 |
|
RU2288061C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОДЕФОРМИРОВАННОЙ СТАЛЬНОЙ АРМАТУРЫ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ С ПОВЫШЕННЫМИ ПЛАСТИЧЕСКИМИ СВОЙСТВАМИ | 2021 |
|
RU2768064C1 |
| КАБЕЛЬ СИЛОВОЙ С ЭКСТРУДИРОВАННЫМИ ТОКОПРОВОДЯЩИМИ ЖИЛАМИ (ВАРИАНТЫ) И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2021 |
|
RU2760026C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНОЙ ХОЛОДНОДЕФОРМИРОВАННОЙ АРМАТУРЫ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 2023 |
|
RU2822910C1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОЙ СТАЛИ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 2002 |
|
RU2222612C1 |
| ХИМИЧЕСКИЙ СОСТАВ АРМАТУРНОГО ПРОКАТА | 2022 |
|
RU2802045C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОЙ ВЫСОКОПРОЧНОЙ АРМАТУРЫ | 2020 |
|
RU2764045C1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОГО ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 2007 |
|
RU2333059C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2003 |
|
RU2233892C1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОГО ПРОКАТА ПЕРИОДИЧЕСКОГО ПРОФИЛЯ ДЛЯ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2009 |
|
RU2389804C1 |
Изобретение относится к электрическим обмоточным проводам из меди. Технический результат заключается в увеличении срока службы обмоточного провода, эксплуатируемого в условиях высоких температур (90-105°С), и достигается за счет обеспечения необходимой заданной геометрической точности площади поперечного сечения в жилах и одновременного достижения высокого предела текучести. Медный обмоточный провод содержит токопроводящую изолированную жилу с прямоугольным поперечным сечением, причем максимальное отклонение площади сечения жилы по длине от заданной площади не превышает 3%. Жила выполнена из бескислородной меди. Условный предел текучести (σ0,2) жилы удовлетворяет условию 100 Н/мм2 ≤ σ0,2 ≤ 400 Н/мм2. Исходная заготовка для медной жилы выполнена в виде катанки, полученной методом вытяжки из расплава. Для формирования жилы из исходной заготовки последовательно осуществляют экструзионную обработку и пластическую деформацию путем прокатки. Прокатка выполнена со степенью обжатия от 2 до 20%. Причем для операции прокатки используют предварительные заготовки, полученные после экструзионной обработки с промежуточным условным пределом текучести от 60 до 95 Н/мм2. 6 з.п. ф-лы, 1 ил.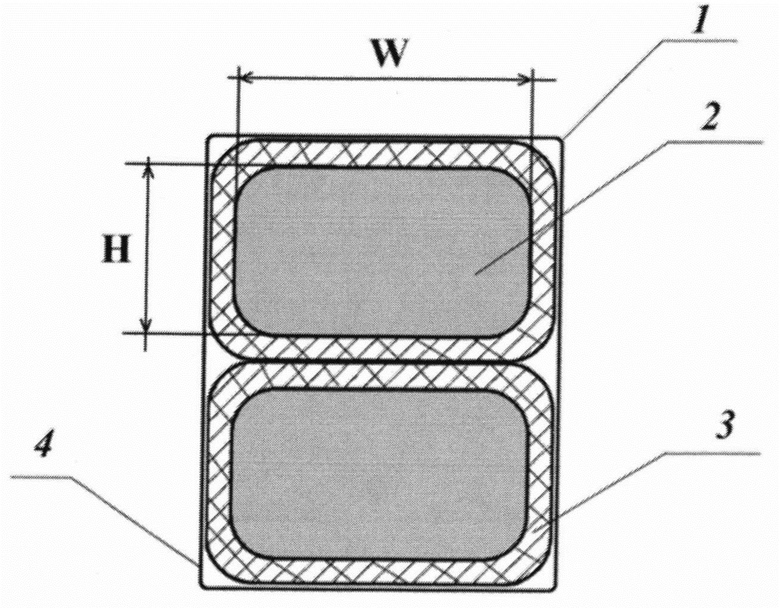
1. Медный обмоточный провод, состоящий из по меньшей мере одной токопроводящей изолированной жилы с прямоугольным поперечным сечением, при этом жила выполнена из меди с условным пределом текучести σ0,2, удовлетворяющим условию 100 Н/мм2 ≤ σ0,2 ≤ 400 Н/мм2, при этом медь является бескислородной, отличающийся тем, что исходная заготовка для медной жилы выполнена в виде катанки, полученной методом вытяжки из расплава, при этом для формирования жилы из вышеуказанной исходной заготовки используются последовательно технологические операции экструзионной обработки жилы и пластической деформации жилы путем прокатки, при этом максимальное отклонение площади сечения жилы Ω по длине от заданной площади сечения удовлетворяет условию Ω ≤ 3%, причем прокатка вышеуказанной жилы выполнена со степенью обжатия жилы α, при этом 2% ≤ α ≤ 20%, при этом для операции прокатки используют предварительные заготовки жил, полученные после экструзионной обработки жилы с промежуточным условным пределом текучести жилы от 60 до 95 Н/мм2.
2. Медный обмоточный провод по п. 1, отличающийся тем, что пластическая деформация вышеуказанной жилы проводится путем прокатки жилы между вертикальными и горизонтальными парами прокаточных роликов, причем по меньшей мере 3 парами вышеуказанных роликов.
3. Медный обмоточный провод по п. 1, отличающийся тем, что после вышеуказанной технологической операции пластической деформации жилы путем прокатки жилы проводят промежуточный отжиг вышеуказанной жилы с последующей дополнительной прокаткой жилы, причем суммарная степень обжатия при вышеуказанных операциях прокатки не превышает 20%.
4. Медный обмоточный провод по п. 1, отличающийся тем, что количество токопроводящих изолированных жил с прямоугольным поперечным сечением от 1 до 99, и он содержит общий слой изоляции, выполненный из лент электроизоляционной бумаги.
5. Медный обмоточный провод по п. 1, отличающийся тем, что количество токопроводящих изолированных жил с прямоугольным поперечным сечением от 2 до 6, причем жилы сложены параллельно.
6. Медный обмоточный провод по п. 1, отличающийся тем, что он является транспонированным с количеством токопроводящих изолированных жил с прямоугольным поперечным сечением от 5 до 99.
7. Медный обмоточный провод по п. 1, отличающийся тем, что толщина токопроводящей изолированной жилы с прямоугольным поперечным сечением Н от 0,8 до 8 мм, ширина W от 2,0 до 30 мм, а радиусы закругления прямоугольной проволоки от 0,5 до 2,00 мм, при этом условный предел текучести удовлетворяет условию 100 Н/мм2 ≤ σ0,2 ≤ 300 Н/мм2, а исходная заготовка для медной жилы представляет собой катанку, полученную методом вытяжки из расплава по технологии бескислородного литья UPCAST.
| EP 3242299 A1, 08.11.2017 | |||
| КРИОТРОННЫЙ СЧЕТЧИК | 0 |
|
SU184525A1 |
| УСТРОЙСТВО для РЕГУЛИРОВАНИЯ ПРОИЗВОДИТЕЛЬНОСТИ | 0 |
|
SU204482A1 |
| CN 101823134 A, 08.09.2010 | |||
| 0 |
|
SU161726A1 | |
