(54) ИНСТРУМЕНТ ДЛЯ ГОРЯЧЕЙ МТАМПОВКИ
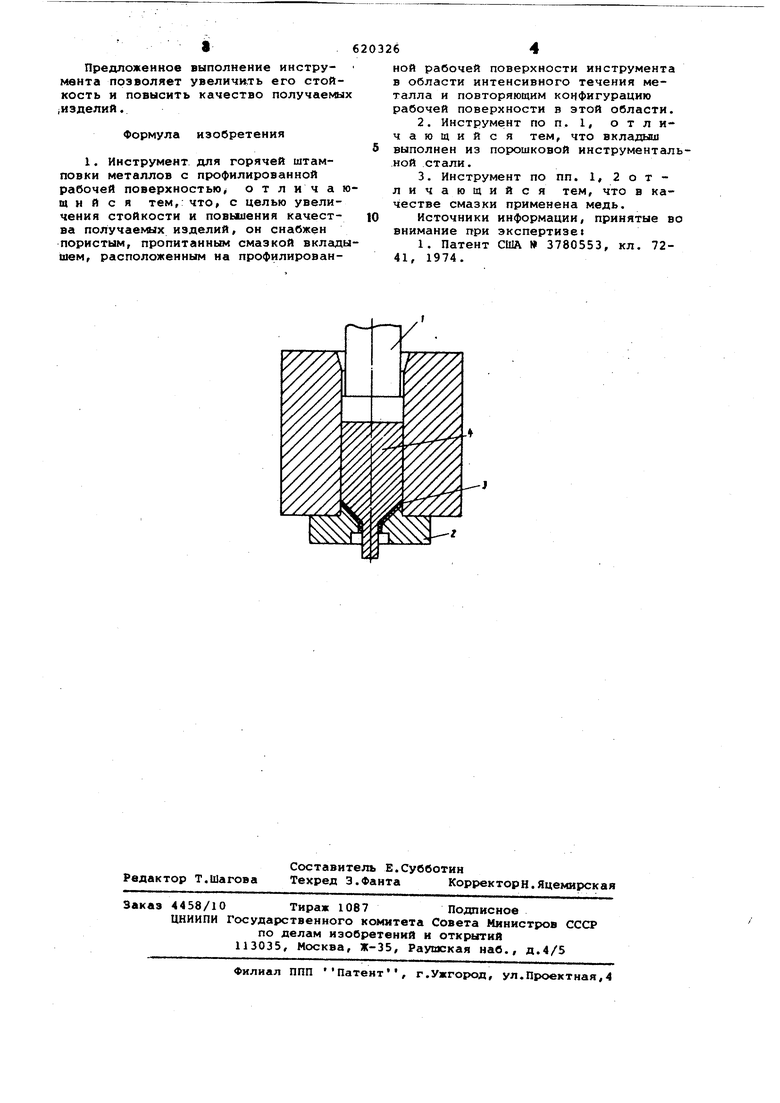
Изобретение относится к обработке металлов давлением, а именно к инструментам для горячей штамповки. Известен инструмент для горячей штамповки металлов с профилированно рабочей поверхностью l. Недостатком известного инструмен та является его низкая стойкость и недостаточно высокое качество получаемых изделий. Для увеличения стойкости и повышения качества получаемых изделий предлагаемый инструмент снабжен пористым пропитанным смазкой вкладышем, расположенным на профилированной рабочей поверхности инструмента в области интенсивного течения металла и повторяющим конфигурацию ра бочей поверхности в этой области. Кроме того, вкладыш выполнен из пор ш1ковой/ инструментальной стали, а в качестве смазки применена медь.. На чертеже изображен предлагаекш инструмент. Он содержит верхнкио часть 1, ниж нюю часть 2 и пористый вкладыш 3, расположенный на рабочей поверхност инструмента в области интенсивного течения металла и повторяющий конфи рацию рабочей поверхности. Перед деформированием заготовку 4, например из никелевого сплава, нагревают до температуры штамповки и помещают между верхней 1 и нижней 2 частями инструмента. Совершается рабочий ход, за время которого заготовка 4 деформируется и контактирует с пористым вкладышем 3, изготовленным, например, из пористой инструментальной стсши, пропитанной медыр. Медь расплавляется, но не испаряется, так как штамповочная температура труднодеформируемого сплава лежит ниже температуры испарения меди, равной 2595 С, и выше температуры плавления меди, равной 1083с. За счет капиллярного эффекта рабочая поверхность всегда снабжается свежими порциями меди, поступающей через капилляры пористого -вкладыша. Вместо меди могут использоваться олово, свинец, магний, цинк и их сплавы, а также другие металлы в зависимости от температуры нагрева штампуемого матеРИсша. Вкладыш 3 может быть изготовлен не только из порошковой инструментальной стали, но и из пористых металлокерамических материалов типа сложнолегированных карбидов, нитридов, баридов и т.п.
Предложенное выполнение инстру- мента позволяет увеличить его стойкость и повысить качество получаемых изделий.
Формула изобретения
Источники информации, принятые в внимание при экспертизеt
