Изобретение относится к области обработки материалов, в том числе металлов, давлением, а более конкретно - к способам обработки холодным объемным деформированием пористых материалов искусственного и естественного происхождения и пористых заготовок, спрессованных и спеченных из порошков, а также к области изготовления длинномерных и других изделий различного назначения из пористых заготовок, предварительно спрессованных и спеченных из порошков.
Как известно, пористые заготовки (полуфабрикаты) получают спеканием порошковых материалов в формах. Пористые заготовки имеют обычно простую геометрическую форму (цилиндр, прямоугольник, квадрат и т.д.), причем для получения из них деталей необходимой формы и с необходимыми свойствами пористые заготовки нужно дополнительно обрабатывать давлением. К заготовке, размещенной в форме, прикладывают давление с помощью инструмента (например, пуансона). С помощью давления, например, осуществляют прямое и обратное выдавливание. Обработка давлением пористых заготовок с целью получения изделия заданной формы называется в этом описании также объемным деформированием.
Известно, что обработка металлов давлением при высоких температурах имеет ряд недостатков. Поэтому в мировой практике широкое применение находят процессы холодного объемного деформирования металлов (обработка металлов давлением при комнатной температуре). При этом обеспечиваются получение точных размеров, формирование улучшенных механических характеристик. Однако в значительной степени затруднена деформация в холодном состоянии металлов и их сплавов, обладающих повышенными характеристиками сопротивления деформированию (стали, легированные стали, твердые сплавы, жаропрочные сплавы и др.), значительной твердостью, имеющие плотно упакованную кристаллическую решетку. Помимо перечисленных характеристик, предопределяющих низкую пластичность, не менее важным фактором, уменьшающим степень деформации металла, является трение, возникающее (например, при выдавливании) между деформируемой пористой заготовкой и формообразующим инструментом. Для уменьшения трения применяют различные способы, в том числе смазку.
Известен способ выдавливания полых изделий, при котором для получения более равномерной структуры готового изделия и получения деталей из труднодеформируемых материалов на боковую поверхность заготовки воздействуют силами, совпадающими по направлению с деформирующим усилием, для чего заготовку помещают в контейнер, который расположен на опорном пуансоне и перемещается в том же направлении, что и деформирующий пуансон, но с большей скоростью. Однако это приводит к усложнению конструкции пресса для выдавливания [1].
Известно устройство для создания сверхвысокого давления в замкнутом объеме в жесткопластичной среде. Оно используется для многоосного сжатия образцов при более равномерной деформации образца и уменьшении величины внешних сил, прикладываемых к устройству. Это достигается за счет усложнения конструкции устройства [2].
Известны способы холодного выдавливания деталей из спеченных пористых заготовок [3]. Спеченная заготовка, полученная методами порошковой металлургии, подвергается последующей холодной обработке выдавливанием, а именно заготовка размещается в форме (матрице) и на нее воздействуют с помощью пуансона.
На стр.114 в [3] сказано: «Однако холодное выдавливание спеченных заготовок из железного порошка, легированного упрочняющими добавками, практически не применяется из-за больших удельных сил, необходимых для формоизменения заготовки и, как следствие, неудовлетворительной стойкости штампового инструмента».
Для улучшения способа обработки спеченных пористых заготовок необходимо снижение величин удельных сил, действующих на инструмент. В [3] предлагается проводить выдавливание в штампах, рабочие элементы которых перемещаются относительно друг друга таким образом, чтобы «силы трения на поверхности контакта пластически деформируемого материала заготовки с этими элементами инструмента становились направленными в сторону течения материала и способствовали этому течению. Такие силы трения названы «активными силами контактного трения»».
Устройство для выдавливания с активными силами трения описано также в [4]. Этот способ включает расположение заготовки в матрице и воздействие на нее с помощью пуансона при помощи специального оборудования, обеспечивающего приложение активных сил контактного трения.
Однако такой процесс выдавливания имеет тот недостаток, что усложняется оборудование для выдавливания. Метод холодной обработки пористой порошковой заготовки давлением, описанный в [4] (впрочем, как и другие аналогичные способы), имеет следующие недостатки:
во-первых, для процессов выдавливания требуется приложение значительного внешнего давления на заготовку, так как пластичность пористой заготовки, особенно из твердых металлов и сплавов, в холодном состоянии невелика. Деформация в холодном состоянии металлов и сплавов, обладающих повышенной твердостью, в значительной степени затруднена. Необходимость приложения большого внешнего давления при обработке пористых заготовок сокращает возможности обработки таким способом заготовок большого размера и заготовок из сверхтвердого металла, сокращает срок службы инструментов, требует применения более габаритного и сложного оборудования (прессов), затрудняет весь процесс выдавливания;
во-вторых, в пористой заготовке до 60% и более ее объема могут занимать поры, имеющие хаотическую форму с острыми углами, ребрами и т.п. При повышенном давлении на заготовку происходит изменение ее внутренней структуры. Поры уменьшаются, деформируются и исчезают, но в дальнейшем на их месте могут появиться трещины и другие дефекты, что приводит к потере прочности выдавленного изделия;
в-третьих, при известном процессе выдавливания пористой заготовки, особенно из твердых металлов и при использовании значительных сил давления, за счет увеличения трения между заготовкой и инструментом на поверхности заготовки (и изделия) могут появляться шероховатости и другие дефекты, что в ряде случаев не желательно;
в-четвертых, при известном процессе выдавливания пористой заготовки, особенно из твердых металлов и при использовании значительных сил давления, бывает затруднительно выдерживать заданные размеры получаемого из заготовки изделия;
в-пятых, при известном процессе выдавливания пористой заготовки, особенно из твердых металлов и при использовании значительных сил давления, срок службы инструмента сокращается за счет значительных усилий, используемых в процессе;
в-шестых, при известном процессе выдавливания пористой заготовки, особенно из твердых металлов, невозможно выдавливание изделий сравнительно крупных размеров.
Известен способ изготовления спеченных изделий с внутренней резьбовой поверхностью [5], включающий спекание заготовки и ее объемное обжатие на резьбовую оправку, причем перед обжатием заготовку пропитывают жидкой средой, представляющей собой суспензию жидкого полиуретана с наполнителем в виде 10-20 об.% коллоидного графита или дисульфида молибдена.
Это позволяет, по мнению авторов изобретения [5], снизить энергосиловые затраты, увеличить плотность готового изделия и, следовательно, его прочность, обеспечить равномерное распределение плотности по объему заготовки и получить резьбовую поверхность высокой точности.
Известный способ изготовления спеченных изделий, описанный в [5], взят за прототип. Однако указанное изобретение имеет недостатки. Способ изготовления спеченных изделий по прототипу не обеспечивает получения изделий с высокой степенью деформации заготовки, так как в прототипе не определена и не зафиксирована необходимая степень заполнения текучей средой пор в заготовке, то есть не определены и не заданы условия для получения высоких степеней пластичности заготовки. Кроме того, недостатком изобретения по прототипу является то обстоятельство, что оно предназначено, как видно из его названия, только для изделий с внутренней резьбовой поверхностью.
Предлагаемое изобретение устраняет указанные недостатки.
Технической задачей настоящего изобретения является получение из пористых материалов разнообразных изделий высокого качества за счет обеспечения значительной деформации заготовки с использованием высокой степени заполнения текучей средой открытых пор пористой заготовки.
Технической задачей, решаемой предлагаемым изобретением, являются уменьшение внешней удельной силы давления на пористую порошковую заготовку, повышение прочности получаемого близкого к теоретической плотности изделия, улучшение качества поверхности, повышение точности размеров, обеспечение возможности выдавливания изделий сравнительно крупных размеров. К достоинствам процесса следует отнести также увеличение срока службы используемых инструментов.
Уменьшение внешней удельной силы давления на пористую порошковую заготовку достигается за счет создания (с помощью предлагаемого изобретения) значительного внутреннего давления, обусловленного реактивными напряжениями, равномерно распределяемыми по всей внутренней поверхности открытых пор пористой заготовки. За счет этого внутреннего давления достигается значительное увеличение пластичности металла пористой порошковой заготовки, имеющей повышенную твердость.
Для решения поставленной технической задачи в предлагаемом изобретении используется пористость структуры заготовки, причем используется от 60 до 95% открытых пор в заготовке.
Сущность изобретения заключается в том, что способ получения изделий из пористых материалов искусственного и естественного происхождения с помощью холодного объемного деформирования включает размещение пористой заготовки в матрице, приложение к пористой заготовке внешнего давления с помощью пуансона (далее следуют отличительные признаки), причем перед размещением в матрице пористую заготовку пропитывают текучей средой, обеспечивая заполнение 60-95% имеющихся в заготовке открытых пор, а приложение внешнего давления осуществляют с обеспечением равномерного распределения внутреннего давления, обусловленного реактивными напряжениями по всей внутренней поверхности открытых пор пористой заготовки.
Кроме того, сущность изобретения заключается в том, что (далее следует отличительный признак) в качестве текучей среды используют масло.
Кроме того, сущность изобретения заключается в том, что (далее следует отличительный признак) в качестве масла используют машинное масло.
Кроме того, сущность изобретения заключается в том, что (далее следует отличительный признак) в качестве масла используют машинное масло высокого давления.
Кроме того, сущность изобретения заключается в том, что (далее следует отличительный признак) в качестве масла используют трансформаторное масло.
Кроме того, сущность изобретения заключается в том, что (далее следует отличительный признак) в качестве текучей среды используют расплавленный металл.
Кроме того, сущность изобретения заключается в том, что (далее следует отличительный признак) в качестве текучей среды используют эмаль или краситель.
Кроме того, сущность изобретения заключается в том, что (далее следует отличительный признак) пропитку осуществляют путем полного погружения пористой заготовки в текучую среду.
Кроме того, сущность изобретения заключается в том, что (далее следует отличительный признак) пропитку осуществляют путем выдержки пористой заготовки в текучей среде в течение времени от пяти минут до трех часов.
Кроне того, сущность изобретения заключается в том, что (далее следует отличительный признак) пропитку осуществляют путем погружения части пористой заготовки в текучую среду.
Кроме того, сущность изобретения заключается в том, что (далее следует отличительный признак) осуществляют вакуумную пропитку пористой заготовки.
Кроме того, сущность изобретения заключается в том, что (далее следует отличительный признак) осуществляют ультразвуковую пропитку пористой заготовки.
Кроме того, сущность изобретения заключается в том, что (далее следует отличительный признак) пропитку осуществляют путем впрыскивания текучей среды в поры пористой заготовки, при этом используют оборудование для инжекционного формования.
Кроме того, сущность изобретения заключается в том, что (далее следует отличительный признак) пропитку осуществляют путем впрыскивания текучей среды в поры пористой заготовки, при этом используют оборудование для литья под давлением.
Кроме того, сущность изобретения заключается в том, что (далее следует отличительный признак) во время приложения внешнего давления процесс деформации осуществляют в условиях жидкостного трения, обеспечиваемого подачей под внутренним давлением текучей среды из открытых пор пористой заготовки в зону контакта пористой заготовки с матрицей.
Кроме того, сущность изобретения заключается в том, что (далее следует отличительный признак) пористую заготовку располагают в матрице, обеспечивая зазор в размере 0,04-0,1 мм между внешней поверхностью пористой заготовки и внутренней поверхностью матрицы.
Изобретение будет понятно из нижеследующего описания. Изобретение описывается на примере технологического процесса холодного деформирования, заключающегося в выдавливании пористой порошковой заготовки.
Способ по предлагаемому изобретению состоит в следующем. Берут изготовленную обычными методами (например, спеканием из порошкового металла) пористую заготовку. (Можно также использовать природные пористые металлические и неметаллические материалы, полученные как естественным путем, так и искусственно.) Размеры матрицы выбираются такими, чтобы они возможно точнее соответствовали размерам пористой заготовки (и наоборот), т.е. необходимо, чтобы зазоры между матрицей и заготовкой были минимальными в пределах, например, от 0,04 до 0,1 мм. Затем пористую заготовку пропитывают текучей средой. Как известно, в пористом теле имеются как открытые (сообщающиеся с внешней поверхностью пористого тела) поры, так и закрытые (не сообщающиеся с внешней поверхностью пористого тела) поры. Во время процессе пропитки заполняют текучей средой открытые поры пористой заготовки, причем обеспечивают заполнение текучей средой от 60 до 95% открытых пор, имеющихся в пористой заготовке. В качестве текучей среды может быть использовано, например, масло (в том числе машинное масло, масло высокого давления, трансформаторное масло и т.п.). В качестве текучей среды могут быть использованы также расплавленный металл, красители, эмульсии, водные растворы, поверхностно-активные жидкости. Поверхностно-активные вещества (например, карбоновые кислоты, спирты жирного ряда и др.) повышают количество плоскостей скольжения при деформации материала заготовок за счет проникновения атомов этих веществ в кристаллическую решетку по ее дефектам и тем самым облегчают процесс. Красители и эмульсии выполняют в определенных случаях роль средств коррозионной защиты деформированных изделий либо их декорирования.
Для текучей среды, используемой для пропитки пористой заготовки, важна ее вязкость, которая должна быть такой, чтобы текучая среда не выливалась самопроизвольно из заполненных открытых пор заготовки. При небольшой вязкости текучей среды пропитка может занимать несколько минут (5 минут и больше). В связи со значительной вязкостью текучей среды процесс самопроизвольной (свободной) пропитки может занимать достаточно большое время, например до трех часов. При использовании трансформаторного масла и при значительных размерах заготовки процесс пропитки может занимать большое время. Перед планированием технологического процесса под соответствующую текучую среду можно провести испытание, заключающееся в том, что берут несколько требуемых заготовок и пропитывают их в течение разного времени, а потом на срезах под микроскопом определяют степень пропитки пор текучей средой.
Могут быть применены различные способы пропитки, описанные в литературе, в том числе самопроизвольная (свободная) пропитка полным погружением заготовки в текучую среду, пропитка частичным погружением заготовки в текучую среду (при этом текучая среда заполняет открытые поры за счет капиллярных сил), вакуумная пропитка, ультразвуковая пропитка и т.д. В любом случае задача пропитки состоит в том, чтобы наиболее эффективно заполнить текучей средой открытые поры заготовки.
Эти методы пропитки описываются здесь кратко из-за их известности. При вакуумной пропитке, являющейся разновидностью пропитки под давлением, в качестве движущей силы используется атмосферное давление. При ультразвуковой пропитке движение жидкости в порах заготовки усиливается под действием ультразвуковых колебаний
Может быть также использована пропитка с помощью впрыскивания текучей среды в поры пористой заготовки с помощью оборудования, применяемого при литье под давлением или при инжекционном формовании. При этом пористая заготовка размещается в форму указанного оборудования, а затем текучая среда подается, например, из литьевой машины под давлением.
Использование в качестве текучей среды расплавленного металла, имеющего температуру плавления ниже, чем температура плавления металла пористой заготовки, дает возможность получать изделия со специальными свойствами поверхности. При этом процесс надо вести, естественно, при более высокой температуре, чем температура плавления металла, использованного для пропитки.
После пропитки пористый образец размещается в матрице, а затем производится обычный процесс выдавливания (или объемной штамповки), при котором с помощью пуансона подают внешнее давление на пористую заготовку. При этом в открытых порах, заполненных несжимаемой текучей средой (как известно, любая жидкость является несжимаемой), создаются условия для всестороннего внутреннего неравномерного объемного сжатия. В пористой заготовке металлическая часть выглядит как не имеющий дефектов сплошной каркас, пористая часть в этом каркасе представляет собой соединенную капиллярно систему полостей - открытую и закрытую.
При приложении внешнего давления текучая среда, находящаяся в открытых порах заготовки и почти не имеющая выхода в пространство между внутренней поверхностью матрицы и внешней поверхностью заготовки (из-за незначительности зазора между ними), будет обеспечивать повышенное давление на материал, обусловленное реактивными напряжениями, равномерно распределяемыми по всей внутренней поверхности открытых пор пористой заготовки.
Другими словами, так как жидкость в порах является несжимаемой, то в ней под влиянием внешнего давления начинает возникать противодействие. Наступает момент, когда действие внешних сил уравновешивается силами внутреннего давления жидкости в порах. При этом система «металл-поры-жидкость» приобретает свойства компактного материала, и при дальнейшем увеличении внешнего давления начинается истечение материала заготовки в зазор между пуансоном и матрицей. В итоге после выдавливания заготовка превращается в полую тонкостенную деталь.
Повышенное внутреннее давление обеспечивает пластическое деформирование металла в узкую щель, при этом, чем эта щель меньше, тем более интенсивным будет пластическое деформирование.
Кроме того, находящаяся под высоким давлением в порах пористой заготовки текучая среда, обладающая меньшей вязкостью, чем металл матрицы и заготовки, проникает в небольшой зазор между заготовкой и матрицей (инструментом), создавая тончайший слой смазки. При этом отсутствует непосредственный контакт между заготовкой и матрицей, что исключает массообмен и обеспечивает высокую стойкость и малый износ матриц, а также появляется возможность изготавливать матрицы, не используя в ряде случаев инструментальные стали. Появляется возможность снижения требований к материалу инструмента, а его износостойкость увеличивается многократно.
Одним их главных условий протекания процесса деформации является герметизация всех возможных путей истечения металла заготовки, кроме обусловленного задачей. При этом процесс деформации осуществляется в условиях жидкостного трения. Микронеровности поверхности заготовки обуславливают ничтожно малый зазор между металлом заготовки и инструментом, что дает возможность продавливать под давлением текучую среду из пор в этот зазор, а это значительно уменьшает контактное трение или исключает его. В этих условиях для выполнения выдавливания уже не требуются инструменты из высоколегированных инструментальных сталей, так как непосредственного контакта между заготовкой и инструментом не происходит. Наличие в зазоре между инструментом и заготовкой текучей среды, находящейся под давлением из пор заготовки, значительно уменьшает (не менее чем на 30%) удельные силы давления в ходе деформации заготовки.
Далее приводятся примеры осуществления предложенного способа получения изделий из пористых материалов. Предложенный способ проверялся путем деформации пористых заготовок с целью получения из них полуфабрикатов в виде трубчатых изделий. Были выбраны спеченные заготовки из железного и медного порошков в виде втулок, затем осуществлялись пропитка пор заготовок гидравлическим маслом, установка заготовок в матрицу и приложение внешнего давления.
Исходные данные для экспериментов и их результаты приведены в таблице.
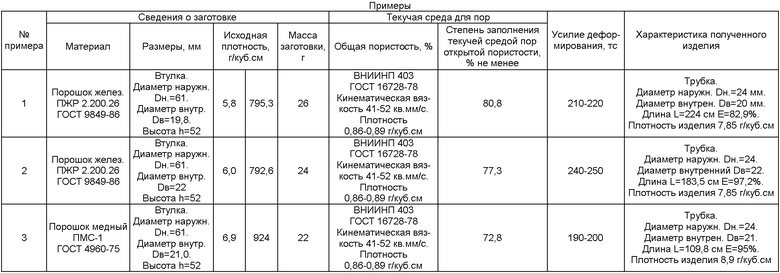
Следует, во-первых, обратить внимание на достаточно высокую степень заполнения текучей средой пор в пористой заготовке (72,8 - 80,8). Именно высокая степень заполнения пор обеспечила высокую пластичность, полученную в ходе экспериментов.
Степень деформации заготовки Б, которая зависит от пластичности, может быть рассчитана по формуле
E=(Fк-Fм)×100/Fк%,
где Fк=26,4 кв.см - площадь сечения заготовки,
Fм=4,52 кв.см - площадь сечения полученного изделия.
Для примера №1 Е=(26,4-4,52)×100/26,4=82,9%.
При снижении толщины стенки до 1 мм степень деформации составляет для примера №2 - 97,2% и для примера №3 - 95%.
Полученные значения степени деформации Е подтверждают высокую пластичность материала заготовки в ходе деформации, что обусловлено использованием предложенного способа.
Следует обратить внимание на то обстоятельство, что в ходе эксперимента были получены изделия (трубки), у которых отношение длины к наружному диаметру составляет около 100. Таким образом, подтверждено экспериментом, что предложенный способ позволяет получать длинномерные изделия из спеченных порошковых заготовок, возможность чего ранее была неочевидной.
Следует также отметить, что в ходе экспериментов не обнаружено дефектов в виде трещин, расслоений и других следов разрушения материала, отклонения от прямолинейности, овальность, отклонения толщины стенок отсутствуют, поверхность изготовленного изделия получается зеркально-матовая.
Приведенные примеры подтверждают возможность реализации предложенного способа и достижение заявленного технического эффекта.
Для реализации предложенного процесса выдавливания используются широко распространенные обычные прессы и инструменты, применяемые для выдавливания изделий из не обладающих особой твердостью металлов.
Предложенный способ является промышленно применимым, так как все процессы и технологические операции, использованные для его реализации, могут быть выполнены на освоенном промышленностью оборудовании и с использованием известных технологических приемов и приемов, описанных выше.
Литература
1. Е.И.Семенов и А.Г.Овчинников. Способ выдавливания полых изделий. Авторское свидетельство СССР на изобретение №326997. Опубл. 26.01.72. Бюл.№5.
2. Г.С.Бобровничий и др. Авторское свидетельство СССР на изобретение №232753. Опубл. 11.12.68. Бюл.№1 за 1969 г.
3. Технология конструкционных материалов./Под общей ред. А.М.Дальского, 6-е изд., М., «Машиностроение», 2005, с.112-119. Гл. 4, § 2 «Холодное вылавливание деталей из спеченных порошковых заготовок». Гл. 4, § 3 «Выдавливание с активными силами трения».
4. А.Г.Овчинников, А.М.Дмитриев, M.B.Широков, М.А.Антошин. Устройство для выдавливания с активными силами трения. Авторское свидетельство СССР на изобретение №1301725. Опубл. 07.04.87. Бюл.№ 13.
5. А.В.Степаненко, Л.С.Богинский, Л.Е.Реут, Т.Ф.Богинская. Способ изготовления спеченных изделий с внутренней резьбовой поверхностью. Авторское свидетельство СССР на изобретение №1397180. Опубл. 23.05.88. Бюл.№19.
6. Зарипов Н.Г. Технологические основы порошковой металлургии. - Учебное пособие для студентов специальности 1208 «Материаловедение в машиностроении». - Институт проблем сверхпластичности металлов РАН (г.Уфа).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОГЛОЩАЮЩЕГО СЕРДЕЧНИКА ОРГАНА РЕГУЛИРОВАНИЯ ЯДЕРНОГО РЕАКТОРА | 2009 |
|
RU2440215C2 |
| СПОСОБ ШТАМПОВКИ ОСЕСИММЕТРИЧНЫХ ТОНКОСТЕННЫХ ДЕТАЛЕЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2010 |
|
RU2457069C1 |
| Способ изготовления прутков из спеченных тугоплавких металлов | 1980 |
|
SU933261A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ДИСКОВЫХ ФРЕЗ | 1991 |
|
RU2094173C1 |
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2012 |
|
RU2515705C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПЛОТНЫХ ПОРОШКОВЫХ ИЗДЕЛИЙ С ПРОДОЛЬНЫМИ ВЫСТУПАМИ И ПАЗАМИ | 1994 |
|
RU2087256C1 |
| Способ изготовления спеченных трубчатых изделий с буртом из порошка | 2022 |
|
RU2792957C1 |
| СПОСОБ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ ТИПА СТАКАН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2660472C1 |
| СПОСОБ ОБРАТНОГО ВЫДАВЛИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2333067C1 |
| Способ изготовления спеченных изделий с внутренней резьбовой поверхностью | 1986 |
|
SU1397180A1 |
Изобретение относится к металлургии, в частности к обработке холодным деформированием пористых материалов, может применяться при изготовлении изделий из пористых материалов искусственного и естественного происхождения, из спеченных порошковых материалов. Пористую порошковую заготовку пропитывают текучей средой, заполняя 60-95% открытых пор, и размещают в матрице. После чего к заготовке посредством пуансона прикладывают внешнее давление с обеспечением равномерного распределения внутреннего давления, обусловленного реактивными напряжениями, по всей внутренней поверхности открытых пор пористой заготовки. Способ позволяет уменьшить удельную силу давления, повысить качество получаемых изделий и уменьшить износ инструментов для холодного деформирования. 15 з.п. ф-лы, 1 табл.
1. Способ получения изделий из пористых материалов искусственного и естественного происхождения с помощью холодной обработки давлением, включающий размещение пористой заготовки в матрице и приложение к пористой заготовке внешнего давления с помощью пуансона, отличающийся тем, что перед размещением в матрице пористую заготовку пропитывают текучей средой, обеспечивая заполнение 60-95% имеющихся в заготовке открытых пор, а приложение внешнего давления осуществляют с обеспечением равномерного распределения внутреннего давления, обусловленного реактивными напряжениями, по всей внутренней поверхности открытых пор пористой заготовки.
2. Способ по п.1, отличающийся тем, что текучая среда представляет собой масло.
3. Способ по п.2, отличающийся тем, что текучая среда представляет собой машинное масло.
4. Способ по п.2, отличающийся тем, что текучая среда представляет собой машинное масло высокого давления.
5. Способ по п.2, отличающийся тем, что текучая среда представляет собой трансформаторное масло.
6. Способ по п.1, отличающийся тем, что текучая среда представляет собой расплавленный металл.
7. Способ по п.1, отличающийся тем, что текучая среда представляет собой эмаль или краситель.
8. Способ по п.1, отличающийся тем, что для пропитки пористой заготовки текучей средой пористую заготовку полностью погружают в текучую среду.
9. Способ по п.1, отличающийся тем, что для пропитки пористой заготовки текучей средой пористую заготовку выдерживают в текучей среде в течение времени от 5 мин до 3 ч.
10. Способ по п.1, отличающийся тем, что для пропитки пористой заготовки текучей средой часть пористой заготовки погружают в текучую среду.
11. Способ по п.1, отличающийся тем, что применяют вакуумную пропитку пористой заготовки.
12. Способ по п.1, отличающийся тем, что применяют ультразвуковую пропитку пористой заготовки.
13. Способ по п.1, отличающийся тем, что применяют пропитку с помощью впрыскивания текучей среды в поры пористой заготовки, причем для впрыскивания используют оборудование, применяемое при инжекционном формовании.
14. Способ по п.1, отличающийся тем, что пропитку производят с помощью впрыскивания текучей среды в поры пористой заготовки, причем для впрыскивания используют оборудование, применяемое при литье под давлением.
15. Способ по п.1, отличающийся тем, что во время приложения с помощью пуансона внешнего давления к пористой заготовке осуществляют условия жидкостного трения на всех поверхностях контакта пористой заготовки и матрицы, для чего под внутренним давлением подают текучую среду из открытых пор пропитанной текучей средой пористой заготовки в зону контакта пористой заготовки с матрицей.
16. Способ по п.1, отличающийся тем, что перед размещением пористой заготовки в матрице обеспечивают такие размеры внутренней полости матрицы и внешней поверхности пористой заготовки, которые позволяют получить зазор между внешней поверхностью пористой заготовки и внутренней поверхностью матрицы в размере от 0,04 до 0,1 мм.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВЫХ ДЕТАЛЕЙ | 2002 |
|
RU2241576C2 |
| Способ изготовления спеченных изделий с внутренней резьбовой поверхностью | 1986 |
|
SU1397180A1 |
| Способ пропитки пористых спеченных изделий | 1976 |
|
SU551125A1 |
| Приспособление для вытягивания костылей из шпал | 1932 |
|
SU33993A1 |
| Устройство для защиты электроуста-НОВКи OT ОбРыВА фАзы | 1978 |
|
SU811390A2 |
| US 3756911 А, 04.09.1973. | |||

