Изобретение относится к сварочной технике, в частности к дуговой приварке стержней к металлическим конструкциям и может быть испопьаовано в строительстве и других отраслях для крепления анкеров йри устройстве футердаовк isnловых агрегатов, теплоизоляции технологического оборудования и строительных конструкций и т. п.
Известен способ приварки стержней к изделию с зашитой, при котором применение флюсовых защитных колед позволяет производить сварку в гаобом пространственном положении jlj,
Недостатком этого способа является то, что технология изготовления защитных колец сложна, они характери; ютса хрупкостью, низкой прочностью и гиг- роскопичностыо, срок хранения колец ограничен.
Известен также способ приварки сте| жней к изделию с защитой фшосом, при котором возбуждают дугу между торцом стержня и изделием, а затем производят осадку и выдержку до полной кристаллизации сварочной ванны |2. Данный способ является наиболее близким к изобретению по технической сущности и достигаемому результату.
Недостатком его является сложность технологии сварки и высокая стоимость сварного соединения из-за необходимости изготовления и закрепления на конце привариваемого стержня специальных защитных колец при приварке стержней во всех пространственных положениях.
Целью изобретения является упрощение технологии сварки и снижение стоимости сварного соединения при приварке стержней во всех пространственных положениях..
Это достигается тем, что подачу фгарса осуществляют посредством отреэков порощковой проволоки, которые закрепляют на привариваемом конце стержня.
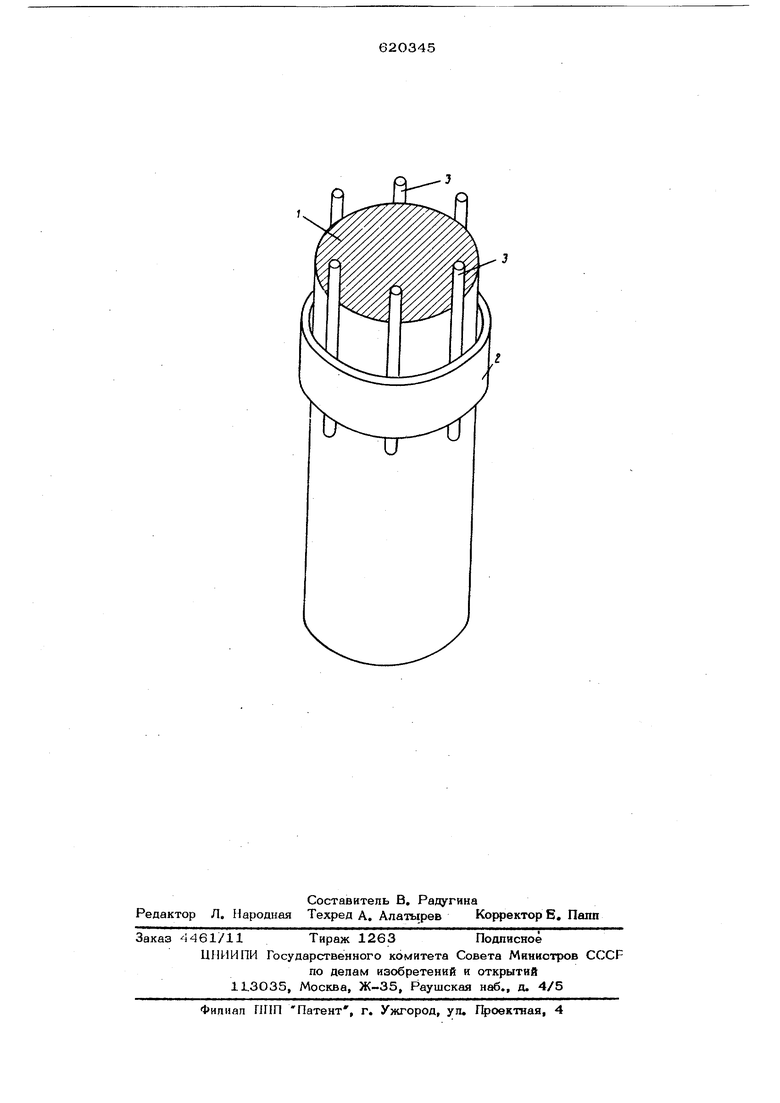
На чертеже изображен OAira из вариаИтов снабжения стержней наконечником, акссшометрическая проекция. На стержне 1 с помощью стяжного кольца 2, вьшолненного из легковозгорае мого материала, например, хлопчатобумажной ленты, укрепляют отрезки порош ковой проволоки 3, при этом обеспечивают эпектрический контакт между отрез ками 3 и стержнем 1, Марку порошковой проволоки выбираю в зависимости от положения, в котором приваривают стержень 1, Например, при приварке стержня 1 в тавр к вертикальной поверхности используют порошковую проволоку ППВ-4 или , предназначенную для сварки вертикальных швов. Далее приварку ведут в следующей последовательности. Стержень 1 с отрез ками 3 устанавливают в цанговом захва те пистолета для приварки стержней и возбуждают дугу между отреакш 4И 3 и металлоконструкцией. По мере их оплавлени стержень 1 приближают к поверхности металлоконструаии, при этом между ними возникает дуга, оплавляющая конец срежня. После этого .. стержень осажива ют под током в Сварочную ванну и выдерживают до кристаялизацни. Шпак и газы, образовавшиеся при расплавлении флюса, имеющегося в порошковой провол ке, защищают и удерживают сварочную ванну. П р и м е р. К пластине толщиной 1О мм приваривают стержни из ст. 3 д аметром 8 мм, снабженные наконечником из четырех отрезков порошковой про волоки марки ППВ-5, диаметр проволоки 2,3 мм, выступ отрезков порошковой проволоки над торцом стержня 10 мм. При этом сварочный ток 450-480 А, напряжение дуги ЗО-35 В, скорость подачи стержня 11О-15О мм/сек. Качество сварных соединений соответствует требованиям ГОСТ 10922-64. Использование предлагаемого способа дуговой приварки са«ржней обеспечивает упрощение технологии приварки стержней и снижает стоимость приварки стержней, так как для изготовления наконечника из порошковой проволоки применяется материал, выпускающийся серийно на специализированных заводах, а защитные люсовые и керамические кольца изготавливаются небольшими партиями по сложной технологии. Формула изобретения Способ дуговой приварки стержней к изделию с защитой : флюсом, при котором возбуждают дугу между торцом стержня и изделием а затем производят осадку и выдержку до полной кристаллизации сварочной ванны, отличающеес я тем, что, с целью упрощения технологии сварки и снижения стоимости сварного соединения при приварке стержней во всех пространственных положениях, подачу флюса осуществляют посредством отрезков порошковой проволоки, которые закрепляют на привариваемом конце стержня. Источники информации, принятые во внимание при экспертизе: 1,Вайнбойм Д. И. Автоматическая дуговая точечная сварка. М-Л., Маши ностроение 1966, с. 81-87. 2.Патент Японии № 32179, кл. 12 В 112. 6, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПОР ГИБКИЙ | 2000 |
|
RU2166675C1 |
| ЭЛЕКТРОЗАКЛЕПОЧНОЕ СОЕДИНЕНИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2006 |
|
RU2375161C2 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ ЗАКЛАДНЫХ ДЕТАЛЕЙ | 2012 |
|
RU2508971C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ МЕДИ И МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ СО СТАЛЬЮ | 2011 |
|
RU2470752C1 |
| Способ сварки под флюсом наклонного соединения анкерного стержня с элементом проката | 1982 |
|
SU1117165A1 |
| Способ дуговой приварки полых стержней | 1978 |
|
SU770694A1 |
| Устройство для приварки стержней к элементам сортового профиля | 1960 |
|
SU139037A1 |
| Способ дуговой сварки проволоки с листом | 1980 |
|
SU944837A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПЛАВОЧНЫХ СТЕРЖНЕЙ | 2013 |
|
RU2536839C1 |