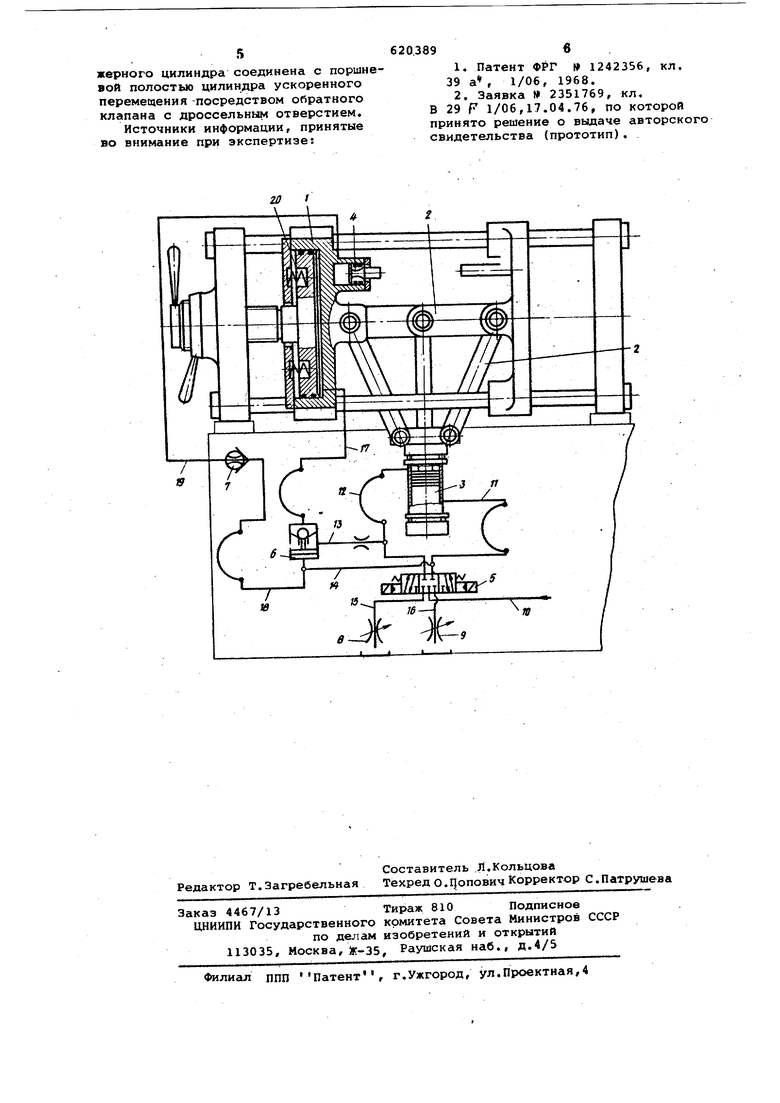
Изобретение относится к литьевьзм машинам по переработке термопласти-, ческих материалов методом литья под давлением. Гидравлическая система механизма запирания форм термопластавтомата предназначена для создания необходимого цикла работы механизма запирания форм термопластавтомата: медленный подвод - быстрый подвод силовое запирание - быстрый отвод -. медленный отвод. Известна система механизма запирания форм термопластавтомата, содержащая приводной цилиндр ускоренного перемещения подвижных частей форм и силовой цилиндр запирания flj Недостаток известной системы .малая производительность, обусловленная требуемым большим;временем смыкания форм в результате уйеличенного хода приводного цилиндра ускоренного перемещения и времени гидра влического торможения, необходимого для погашения инерционности в системе. Наиболее близкой по технической сущности к предложенному изобретению является гидравлическая система механизма запирания форм термопластавтомата, содержащая цилиндр ускорён ного перемещения подвижных частей форм, цилиндр силового запиран.ия, соединенный магистралью с поршневой полостью цилиндра ускоренного перемещения, плунжерный цилиндр, реверсивный золотник и обратный клапан с дроссельным отверстием 1.2 . Недостаток такой системы заключается в том, что создание необходимого цикла работы механизма запирания форм осуществляется путем электрического управления системой гидропривода, что приводит к увеличению времени запирания форм механизма, а также к наличию дополнительной, гидроаппаратуры и -электроаппаратуры. Кроме того, для создания медленного отвода в приходном гидроцилиндре. установлен дроссель, который осуществляет торможение подвижных частей механизма запирания форм через коленно-рычажный механизм, что приводит к значительному понижению долговечности механизма. Цель изобретения -повышение производительности термопластавтомата, Это достигается благодаря тому, что предложенная система снабжена установленным в магистрали, соединяющей цилиндр силового запирания с поршневой полостью цилиндра ускоренного перемещения, обратным управляемым клапаном, цилиндр управления которого соединен со штоковой полостью цилиндра ускоренного перемещения, а полость плунжерного цилиндра соединена с поршневой полостью цилиндра ускоренного перемещения посредством обратного клапана с дроссельным отверстием. На чертеже изображена предложенная гидравлическая система. Система механизма запирания форм состоит из цилиндра силового запирания - гидроподушки 1, коленно-рычажного механизма 2, приводного ци- линдра 3 ускоренного перемещения, плунжерного цилиндра 4, пятиходового реверсивного зог этника 5 с электрогидравлическим управлением, обратного управляемого клапана б, обратно го клапана 7 с дроссельным отверсти ем, дросселей 8 и 9, магистралей 10-19, пружины 20. Обратный управля емый клапан 6 установлен в магистрали 17, соединенной магистралями 14, 11 с поршневой полостью цилиндра 3 ускоренного перемещения, а цилиндр управления обратного управляемого клапана 6 соединен магистралью 13 со штрковой полостью цилиндра 3 ускоренного перемещения. Полость плунжерного цилиндра 4 соединена с поршневой полостью цилиндра 3 ускоренного перемещения посредством обратного клапана 7 с дроссельным отверстием и магистралей- 11,14,18,19. Гидравлическая система механизма запирания форм работает следующим образом. Рабочая жидкость по магистрали 10 через реверсивный золотник 5, ма гистраль 11 поступает в поршневую полость приводного цилиндра 3 ускоренного перемещения. Штоковая полос соединена со сливом. Одновременно рабочая жидкость по магистрали 18 через обратный клапан 7, магистраль 19 поступает в плунжерный цилиндр 4 Происходит медленное перемещение подвижной плиты под действием плунжерного цилиндра 4 и коленно-рычажного механизма 2. После того, как плунжер цилиндра 4 займет крайнее положение (полость цилиндра заполнена рабочей жидкость движение будет осуществляться тольк цилиндром 3 ускоренного перемещения т.е. весь расход рабочей жидкости будет поступать в поршневую полость цилиндра 3 ускоренного перемещения. Механизм будет работать в цикле Быстрый подвод . При распрямлении рабочих рычаго (передающих усилие запирания) коленно-рычажного механизма 2 в сист ме начинает возрастать давление, которое через гидроподушку 1 создае .необходимое усилие запирания, при этом прекращается подача рабочей жидкости в систему, обратный управляемый клапан б запирается, гидроподушка 1 находится под давлением, т.е. механизм запирания форм закрыт с усилием запирания, пропорциональным давлению в гидррподушке 1. Происходит силовое запирание с дальнейшей выдержкой под давлением полученного изделия. После формообразования изделия срабатывает реверсивный золотник 5, и рабочая жидкость по магистрали 10 через реверсивный золотник 5, магистраль 12 поступает в штоковую полость, цилиндра 3 ускоренного перемещения. Поршневая полость соединена со сливом. Одновременно поступает сигнал на управление обратного клапана б по магистрали 13. Обратный клапан раскрывается, и полость гидроподушки 1 соединяется со сливом. Происходит быстрый отвод. Когда подвижная плита коснется плунжера цилиндра 4, рабочая жидкость из полости плунжерного цилиндра 4 будет поступать на слив по магистрали 19, дроссельному отверстию обратного клапана 7, магистрали 18, реверсивному золотнику 5. Дроссельное отверстие позволяет осуществлять медленный отвод. Дроссели 8 и 9 позволяюсь осуществлять регулирование скорости быстрого перемещения (раскрытие и закрытие) . Применение данной системы механизма запирания форм термопластавтомата позволит повысить производительность термопластавтомата, упростить гидропривод и уменьшить знергоемкость за счет автоматического переключения скоростей механизма запирания форм. Формула изобретения Гидравлическая система механизма запирания форм термопластавтомата, содержащая цилиндр ускоренного перемещения подвижных частей форм, цилиндр силового запинания,соединенный магистралью с порииневой полостью цилиндра ускоренного перемещения,-плунжерный цилиндр, реверсивный золотник и обратный клапан с дроссельным отверстием, отличающаяся тем, что, с целью повышения производительности термопластавтомата,система снабжена установленным в магистрали, соединяющей цилиндр силового запирания с поршневой полостью цилиндра ускоренного перемещения, обратным управляе1«1М клапаном, цилиндр управления которого соединен со штоковой полостью цилиндра ускоренного перемещения, а полость плун5жерного цилиндра соединена с поршн вой полостью цилиндра ускоренного перемещения -посредством обратного клапана с дроссельным отверстием. Источники информации, принятые во внимание при экспертизе: 89 1.Патент ФРГ f 1242356, кл. 39 а, 1/06, 1968. 2.Заявка 2351769, кл, В 29 F 1/06,17.04.76, по которой принято решение о вьщаче авторского свидетельства (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм запирания форм литьевой машины для пластмасс | 1976 |
|
SU565831A1 |
| МЕХАНИЗМ ЗАПИРАНИЯ ФОРМ ТЕРМОПЛАСТАВТОМАТОВ | 1973 |
|
SU377248A1 |
| Гидропривод литьевой машины | 1984 |
|
SU1265061A1 |
| ГИДРАВЛИЧЕСКОЕ УСТРОЙСТВО УДАРНОГО ДЕЙСТВИЯ | 2010 |
|
RU2456424C1 |
| Ножницы для резки материала | 1980 |
|
SU935219A1 |
| Система управления гидравлическим прессом | 1980 |
|
SU929463A1 |
| Гидропривод шагового перемещения | 1977 |
|
SU661157A1 |
| ГИДРАВЛИЧЕСКИЙ ПРИВОД | 1992 |
|
RU2037677C1 |
| Система управления гидравлическим прессом | 1980 |
|
SU912548A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1999 |
|
RU2206456C2 |
