(54) СТЕНД ДЛЯ ИЗГОТСВЛЕНИЯ ДЛИННОМЕРНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
2
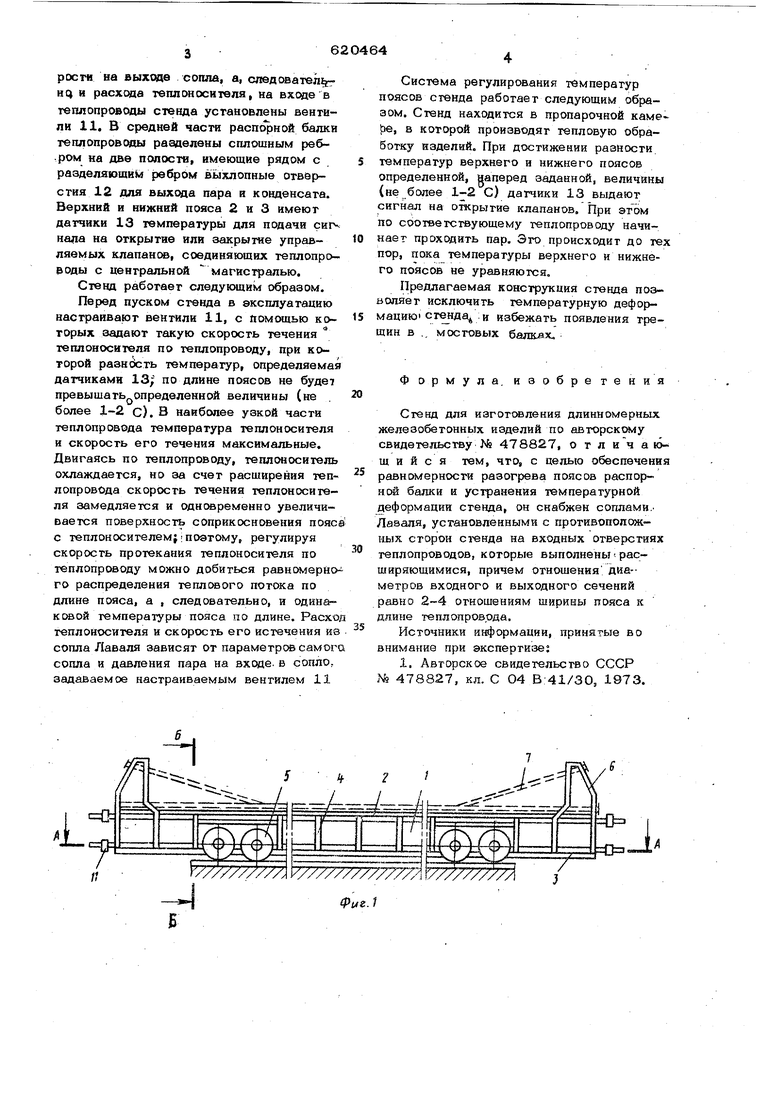
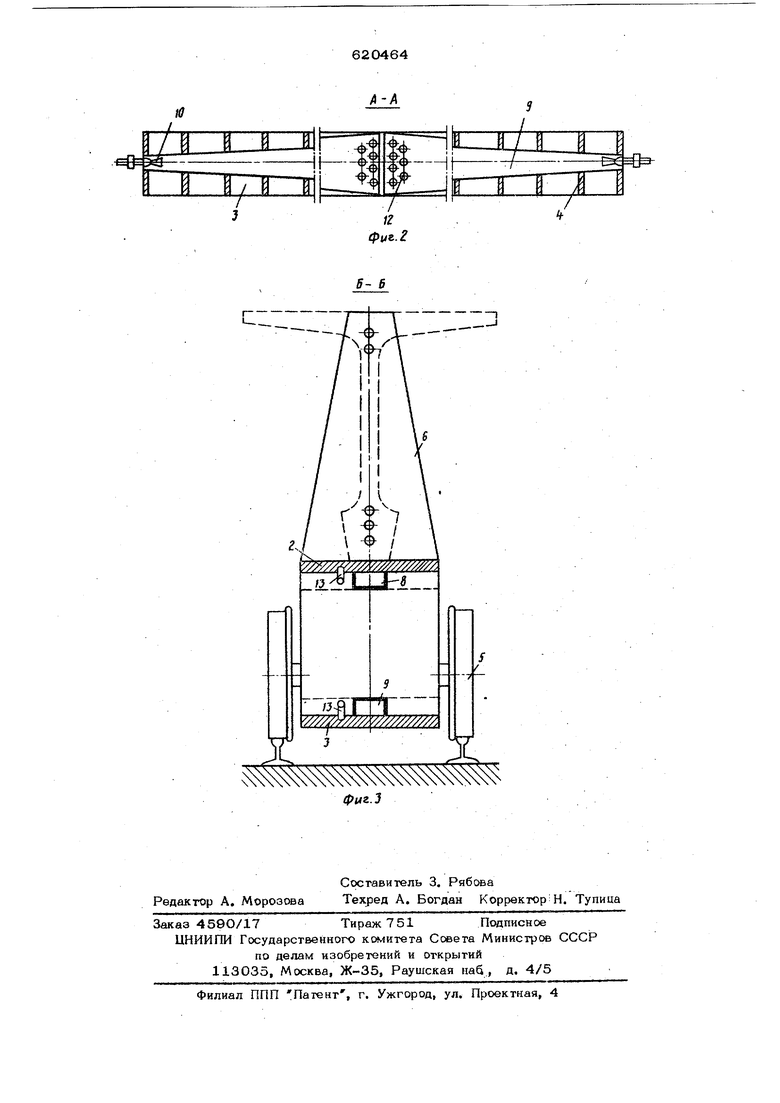
росги на выходе сошш, а, слвдовател } н() и расхода теплоносителя, на входе в теплопроводы стенда установлены вентили 11. В средней части распорной балки теплопроводы разделены сплошным ребром на две полоств, имеющие рядом с разделяющим ребром выхлопные отверстия 12 для выхода пара и конденсата. Верхний и нижний пояса 2 и 3 имеют датчики 13 температуры для подачи сиг нала на открытие или закрытие управляемых клапанов, соединяющих теплопророды с центральной магистралью.
Стенд работает следующим образом.
Перед пуском стенда в эксплуатацию настраивают вентили 11, с помощью которых задают такую скорость течения теплоносителя по теплопроводу, при которой pasHiicTb температур, определяемая датчиками 13/ по длине поясов не буде превышать определенной величины (не более 1-2 с). В наиболее узкой части теплопровода температура теплоносителя и скорость его течения максимальные. Двигаясь по теплопроводу, теплоноситель охлаждается, но за счет расширения теплопровода скорость течения теплоносителя замедляется и однсжременно увеличивается поверхность соприкосновения поясас теплоносителем};поэтому, регулируя скорость протекания теплоносителя по теплопроводу можно добиться равномерно го распределения теплового потока по длине пояса, а , следовательно, и одинаковой температуры пояса по длине. Расход теплоносителя и скорость его истечения ив сопла Лаваля зависят от параметров самога сопла и давления пара на входе, в сопло, задаваемое настраиваемым вентилем 11
Система регулирования температур поясов стенда работает следующим образом. Стенд находится в пропарочной камеf)e, в которой производят тепловую обработку изделий. При достижении разности, температур верхнего и нижнего поясов определенной, наперед заданной, величины (не более 1-2 С) датчики 13 выдают сигнал на отерытие клапанов. При этом по соответствующему теплопроводу начинает проходить пар. Это происходит до те пор, пока температуры верхнего и нижнего поясов не уравняются.
Предлагаемая конструкция стенда позволяет исключить температурную деформацию стенда ;и избежать появления трещин в ., мостовых балклх.
Формула, изобретения
Стенд для изготсдаления длинномерных железобетонных изделий по авторскому свидетельству № 478827, о т л ич а torn и и с я тем, что, с целью обеспечения равномерности разогрева поясов распор- иой балки и устранения температурной деформация стенда, он снабжен соплами,. Лаваля, установленными с противоположных сторон стенда на входных отверстиях теплопроводов, которые выполнены расширяющимися, причем отношения диа-метров входного и выходного сечений равно 2-4 отношениям ширины пояса к длине теплопровода.
Источники информации, принятые во внимание при экспертизе;
1. Авторское свидетельство СССР Jsfe 478827, кл. С 04 В 41/30, 1973.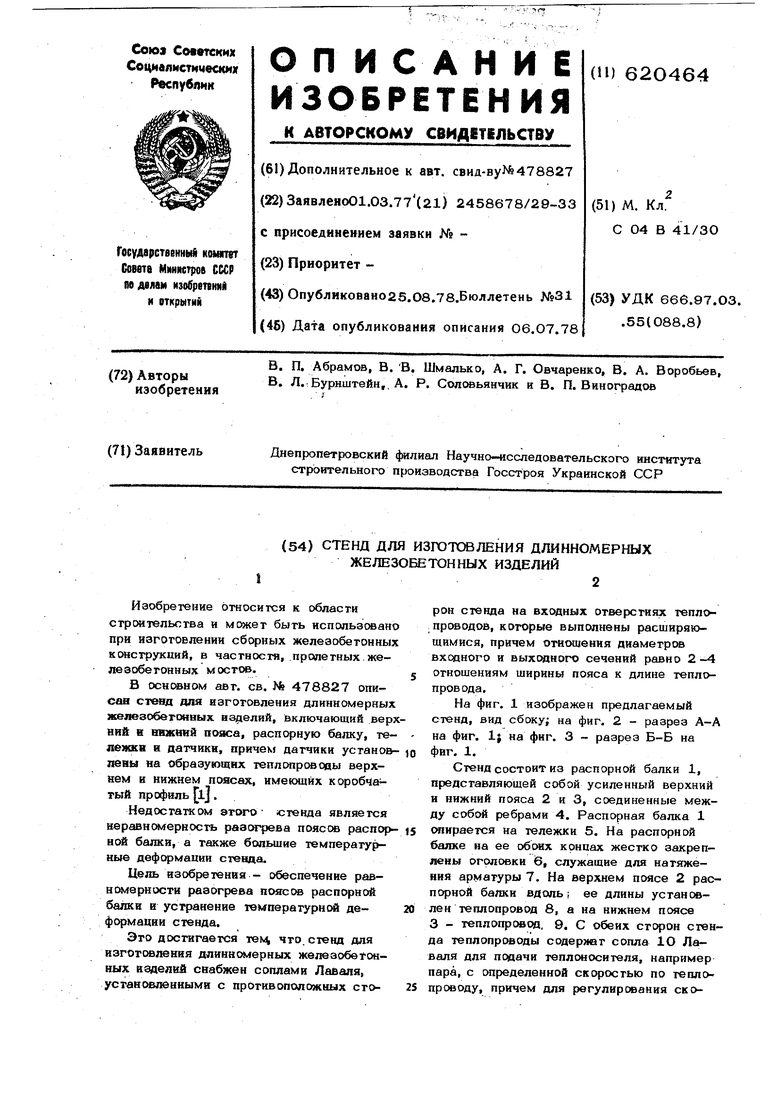
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для изготовления длинномерных железобетонных изделий | 1973 |
|
SU478827A1 |
| Способ автоматического управления процессом тепловой обработки длинномерных железобетонных изделий | 1978 |
|
SU765245A1 |
| Кассетная установка | 1990 |
|
SU1728027A1 |
| СИСТЕМА УТИЛИЗАЦИИ МОКРЫХ УГЛЕРОДСОДЕРЖАЩИХ ОТХОДОВ | 2011 |
|
RU2471726C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ТЕПЛОВОЙ ОБРАБОТКИ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ НА ТЕРМОСТЕНДЕ | 2018 |
|
RU2689472C1 |
| УНИВЕРСАЛЬНЫЙ ТЕРМОСТЕНД ДЛЯ ФОРМОВАНИЯ И ПРОГРЕВА ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2018 |
|
RU2685609C1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2021 |
|
RU2770602C1 |
| Пропарочная камера | 1988 |
|
SU1600956A1 |
| ТЕРМОФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1996 |
|
RU2111855C1 |
| Устройство для термообработкижЕлЕзОбЕТОННыХ ТРуб | 1979 |
|
SU814998A1 |
to
A-A
$$m$$$$$$$$$$$m
фиг.З
