(54) СПОСОБ КОНТРОЛЯ КАЧЕСТВА СВАРНОГО СОЕДИНЕНИЯ .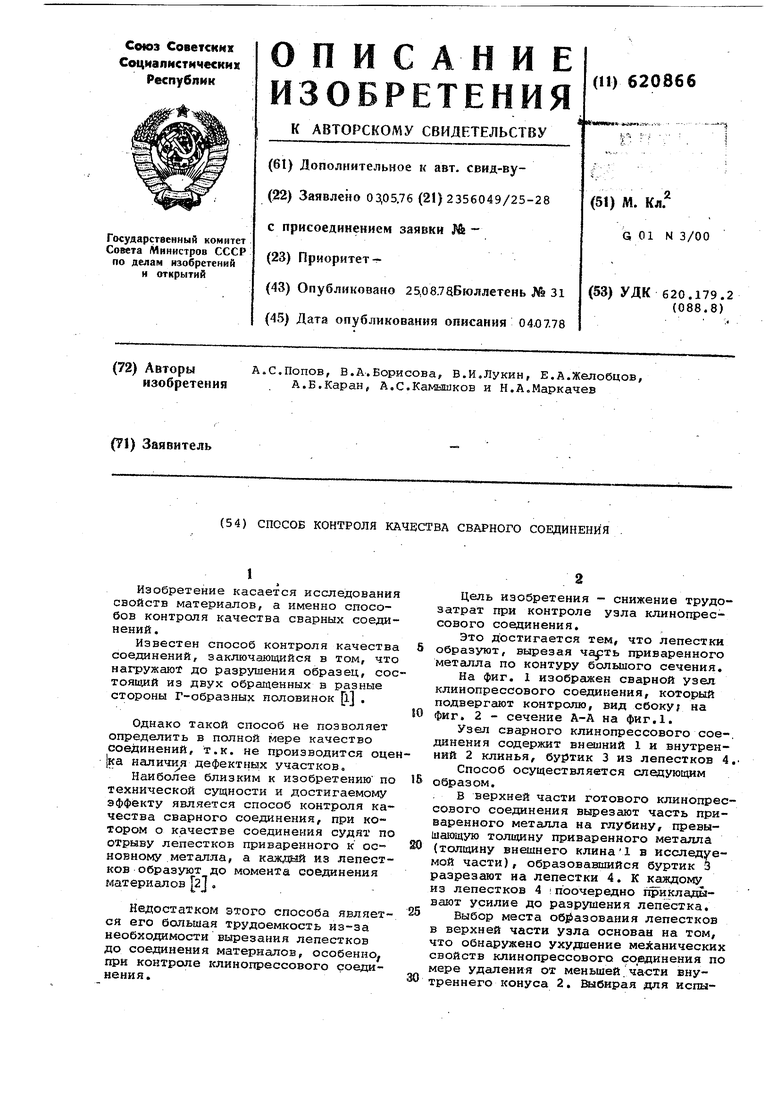
| название | год | авторы | номер документа |
|---|---|---|---|
| Образец для контроля качества соединения разнородных материалов | 1990 |
|
SU1793307A1 |
| СТОЙКА ПОВОРОТНАЯ ГИДРОМАНИПУЛЯТОРА | 1996 |
|
RU2111162C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ШТАМПОСВАРНЫХ ДОНЬЕВ | 2009 |
|
RU2415741C1 |
| Способ клинопрессовой сварки труб | 1983 |
|
SU1107986A1 |
| СПОСОБ ИСПЫТАНИЯ НА СУЛЬФИДНОЕ РАСТРЕСКИВАНИЕ МЕТАЛЛА ЭЛЕКТРОСВАРНЫХ И БЕСШОВНЫХ ТРУБ | 2014 |
|
RU2582231C1 |
| КАРКАС МНОГОЭТАЖНОГО ЗДАНИЯ | 1996 |
|
RU2118430C1 |
| Способ изготовления неразъемного рабочего колеса турбины | 1989 |
|
SU1819202A3 |
| Способ клинопрессовой сварки труб | 1983 |
|
SU1107985A1 |
| КОНСТРУКТИВНАЯ СИСТЕМА МНОГОЭТАЖНОГО ЗДАНИЯ И СПОСОБ ЕГО ВОЗВЕДЕНИЯ (ВАРИАНТЫ) | 2000 |
|
RU2197578C2 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА КОСОСТЫКОВОГО СВАРНОГО ИЛИ ПАЯНОГО СОЕДИНЕНИЯ РАЗНОРОДНЫХ МАТЕРИАЛОВ | 2001 |
|
RU2191670C1 |
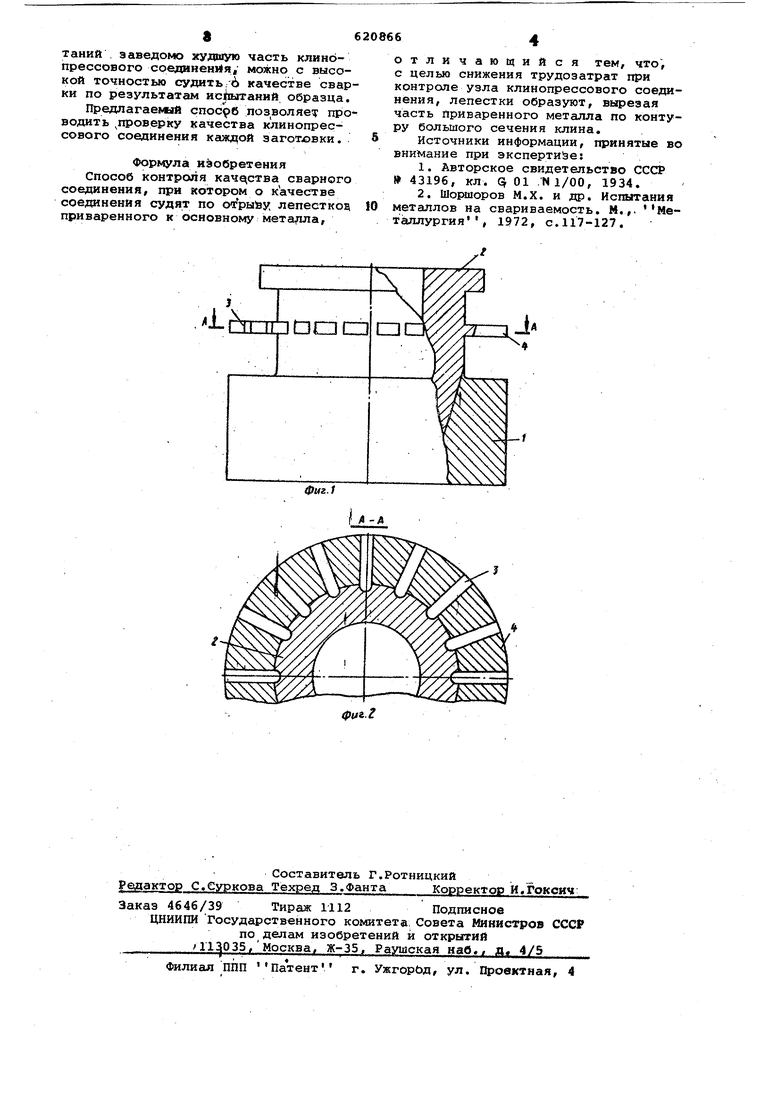
Изобретение касается исследования свойств материалов, а именно способов контроля качества сварных соединений. Известен способ контроля качества соединений, заключающийся в том, что нагружают до разрушения образец, сос тоящий из двух обращенных в разные стороны Г-образных половинок l . Однако такой способ не позволяет определить в полной мере качество соединений, т.к. не производится оце ка наличия дефектных участков. Наиболее близким к изобретению по технической сущности и достигаемому эффекту является способ контроля качества сварного соединения, при ко тором о качестве соединения судят по отрыву лепестков приваренного к основному металла, а кажддай из лепестков образуют до момента соединения материалов 2j , Недостатком этого способа является его большая трудоемкость из-за необходимости вырезания лепестков до соединения материалов, особенно, при контроле клинопрессового соединения. Цель изобретения - снижение трудозатрат при контроле узла клинопрессового соединения. Это достигается тем, что лепестки образуют, вырезая чарть приваренного металла по контуру большого сечения. На фиг. 1 изображен сварной узел клинопрессового соединения, который подвергают контролю, вид сбоку; на фиг. 2 - сечение А-А на фиг.1, Узел сварного клинопрессового сое-. динения содержит вншиний 1 и внутренний 2 клинья, буртик 3 из лепестков 4. Способ осуществляется следующим образом. В верхней части готового клинопрессового соединения вырезают часть приваренного металла на глубину, превышающую толщину приваренного металла (толщину внешнего клинаМ в исследуемой части), образовавшийся буртик з разрезают на лепестки 4. К каждому из лепестков 4 iпоочередно прикладывают усилие до разрушения лепестка. Выбор места об азования лепестков в верхней части узла основан на том, что обнаружено ухудшение ме; анических свойств клинопрессового со единения по мере удаления от меньшей.части внутреннего конуса 2. йлбнрая для испытаний заведомо худшую часть клинбпрессового соединения можно с высокой точностью судить.Л качестве сварки по результатам ис шгганий образца.
Предпагаелвй спос9б позволяет проводить проверку качества клинопрессового соединения каждой заготовки.
Формула изобретения Способ контроля качества сварного соединения, при котором о качестве соединения судят по очгрыйу лепесткоч приваренного к основному метадла.
отличающийся тем, что , с целью снижения трудозатрат при контроле узла клинопрессового соединения, лепестки образуют, вырезая часть приваренного металла по контуру большого сечения клина.
Источники информации, принятые во внимание при экспертизе:
таллургия
р«/г7
