Изобретение относится к области сварки или пайки, а более конкретно к контролю качества косостыкового сварного или паяного соединения разнородных материалов.
Известен способ контроля качества косостыкового сварного или паяного соединения разнородных материалов, при котором вместе с деталями сваривают или спаивают контрольные образцы соединений деталей, контрольные образцы нагружают до разрушения и о качестве соединения деталей судят по результатам разрушения образцов (Назаров С.Т. Методы контроля качества сварных соединений. - М.: Машгиз. - 1961. -С. 48-56).
Недостатком известного способа контроля является низкая надежность, так как возможно несоответствие режимов сварки или пайки образцов и деталей. Кроме того, при нагружении образцов не обеспечивается предельное напряженное состояние соединения образцов, что не приводит к разрушению некачественного соединения.
Наиболее близким к изобретению по совокупности существенных признаков является способ контроля качества косостыкового сварного или паяного соединения разнородных материалов, при котором на наружной поверхности сварных или паяных деталей выполняют бурт, содержащий часть соединения, бурт разрезают на лепестки, которые нагружают до разрушения и о качестве соединения судят по результатам разрушения (авторское свидетельство СССР 620866, МПК G 01 N 3/00, опубликовано 04.07.78).
Недостатком известного способа контроля качества является низкая надежность, так как при нагружении лепестков бурта не обеспечивается предельное напряженное состояние соединения, что не приводит к разрушению некачественного соединения.
Задачей изобретения является повышение надежности способа контроля качества косостыкового сварного или паяного соединения разнородных материалов за счет гарантированного разрушения некачественного соединения.
Задачу решают за счет того, что в предложенном способе контроля качества, при котором на наружной поверхности сварных или паяных деталей выполняют бурт, содержащий часть соединения, часть бурта нагружают до разрушения и о качестве соединения судят по результатам разрушения, толщину бурта вычисляют по формуле
Δ = C1D1/4[1-(D1/D2)2],
где Δ - толщина бурта;
C1 - затабулированный коэффициент, определяемый отношением D2/D1;
D1 - диаметр бурта в месте выхода соединения на боковую поверхность бурта, наиболее удаленного от оси деталей;
D2 - наружный диаметр бурта,
нагружают часть бурта выше соединения равномерно распределенной нагрузкой параллельно оси деталей в направлении, противоположном выходу соединения на наружную поверхность деталей, и качественным считают соединение при разрушении бурта в приграничной зоне соединения.
Благодаря наличию отличительных признаков, связанных с расчетом толщины, и нагружением части бурта выше соединения, при осуществлении предложенного способа контроля качества получают технический результат, заключающийся в обеспечении предельного напряженного состояния в части соединения, расположенного в бурте. Поэтому в случае некачественного соединения при нагружении бурт гарантированно разрушается по соединению. В случае качественного соединения бурт разрушается в приграничной зоне соединения.
Формулу для вычисления толщины бурта вывели на основе анализа напряженного состояния бурта при нагружении.
Предложенный способ контроля качества поясняется чертежом, на котором изображен переходник 1, имеющий бурт 2, выполненный толщиной Δ, диаметром D1 в месте выхода соединения на боковую поверхность бурта, наиболее удаленного от оси деталей, и наружным диаметром D2. На часть бурта 2 выше соединения приложена параллельно оси переходника 1 нагрузка 3 в направлении, противоположном выходу соединения на наружную поверхность переходника 1.
Качество сварного соединения переходников (технический алюминий марки АД1 - коррозионностойкая сталь марки 08Х18Н10Т, наружным диаметром 22,0 мм и толщиной стенки 3,5 мм) контролируют следующим образом. Прессовой сваркой сваривают 40 заготовок переходников. При этом 10 заготовок сваривают на оптимальных режимах, а 30 с нарушением режимов (температура нагрева алюминиевых элементов заготовок 350oС вместо 450oС). Перед механической обработкой заготовок вычисляют толщину бурта по формуле
Δ = C1D1/4[1-(D1/D2)2],
где Δ - толщина бурта;
С1 - затабулированный коэффициент, определяемый отношением D2/D1;
D1 - диаметр бурта в месте выхода соединения на боковую поверхность бурта, наиболее удаленного от оси деталей;
D2 - наружный диаметр бурта.
При этом принимают следующие данные для расчета:
D1 = 23,3 мм как минимальный диаметр, обеспечивающий наличие части соединения в бурте выше наружной поверхности переходников;
D2 = 29,0 мм как минимальный диаметр, обеспечивающий заданный характер нагружения бурта;
C1 = 0,1, исходя из отношения D2/D1=1,3 по соответствующей таблице (Справочник под редакцией Биргера И.А., Пановко Я.Т. "Прочность, устойчивость, колебания", М., Машиностроение, т. 1, 1968, с. 832).
Подставив все эти величины в формулу, получают Δ≈ 3,0 мм. Затем механической обработкой изготавливают 40 переходников, разбитых на 4 группы. При этом на наружной поверхности переходников выполняют бурт, содержащий часть соединения деталей.
Первая группа: 10 переходников, изготовленных из заготовок с соединениями, полученными на оптимальных режимах, с оптимальной толщиной бурта 3,0 мм.
Вторая группа: 10 переходников, изготовленных из заготовок с соединениями, полученными на неоптимальных режимах, с оптимальной толщиной бурта 3,0 мм.
Третья группа: 10 переходников, изготовленных из заготовок с соединениями, полученными на неоптимальных режимах, c неоптимальной толщиной бурта 2,0 мм.
Четвертая группа: 10 переходников, изготовленных из заготовок с соединениями, полученными на неоптимальных режимах, с неоптимальной толщиной бурта 4,0 мм.
Часть бурта выше соединения всех четырех групп переходников нагружают равномерно распределенной нагрузкой параллельно оси переходников в направлении, противоположном выходу соединения на наружную поверхность переходников. Бурты переходников первой, третьей и четвертой групп разрушаются по алюминию в приграничной зоне соединения. Бурт второй группы переходников разрушается по соединению. Из всех переходников всех групп изготавливают и испытывают на статический изгиб образцы по ГОСТ 6996-66. При испытании образцов переходников первой группы регистрируют угол изгиба 180o без разрушения соединения. При испытании образцов переходников второй, третьей и четвертой групп регистрируют средний угол изгиба ~ 45o. Анализ характера разрушения бурта и результатов испытания на изгиб образцов позволяет утверждать, что только при осуществлении предложенного способа контроля качества можно определить некачественность соединения переходников третьей и четвертой групп.
Кроме того, контролировали косостыковые паяные соединения переходников, выполненных аналогично переходникам косостыковых сварных соединений. Полученные результаты контроля аналогичны предыдущим.
Изобретение может быть использовано при контроле качества косостыкового сварного или паяного соединения цилиндрических деталей из разнородных материалов. На наружной поверхности сварных или паяных деталей выполняют бурт, содержащий часть соединения. Толщину бурта вычисляют по формуле Δ = C1D1/4[1 - (D1/D2)2] , где Δ - толщина бурта; C1 - затабулированный коэффициент, определяемый отношением D2/D1; D1 - диаметр бурта в месте выхода соединения на боковую поверхность бурта, наиболее удаленного от оси деталей; D2 - наружный диаметр бурта. Часть бурта выше соединения нагружают равномерно распределенной нагрузкой параллельно оси деталей в направлении, противоположном выходу соединения на наружную поверхность деталей. Такое распределение нагрузки обеспечивает предельное напряженное состояние в части соединения, расположенного в бурте. В случае некачественного соединения при нагружении бурт гарантированно разрушается по соединению. Качественным считают соединение при разрушении бурта в приграничной зоне соединения. Изобретение позволяет повысить надежность контроля качества соединения. 1 ил.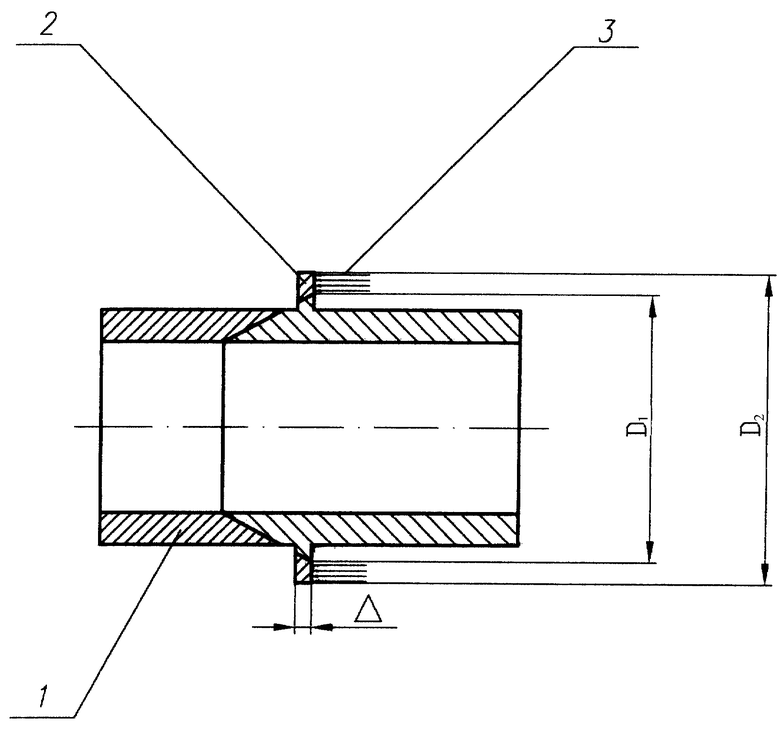
Способ контроля качества косостыкового сварного или паяного соединения разнородных материалов, при котором на наружной поверхности сварных или паяных деталей выполняют бурт, содержащий часть соединения деталей, часть бурта нагружают до разрушения и о качестве соединения судят по результатам разрушения, отличающийся тем, что толщину бурта вычисляют по формуле Δ = C1D1/4[l-(D1/D2)2] , где Δ - толщина бурта; C1 - затабулированный коэффициент, определяемый отношением D2/D1; D1 - диаметр бурта в месте выхода соединения на боковую поверхность бурта, наиболее удаленного от оси деталей; D2 - наружный диаметр бурта, нагружают часть бурта выше соединения равномерно распределенной нагрузкой параллельно оси деталей в направлении, противоположном выходу соединения на наружную поверхность деталей, и качественным считают соединение при разрушении бурта в приграничной зоне соединения.
| Способ контроля качества сварного соединения | 1976 |
|
SU620866A1 |
| СПОСОБ ХОЛОДНОЙ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ | 1989 |
|
SU1727293A1 |
| Образец для испытания биметаллического соединения на срез | 1984 |
|
SU1222467A1 |
| US 4331280, 15.05.1982. | |||

