1
Изобретение относится к обработке металлов давлением, в частности к формообразованию силовых панелей из высокопрочных сплавов, и может быть использовано в авиационной промышленности.
Известен способ формообразования панелей, при котором лпст подвергают деформации путем обкатки роликами на шаблопе 1.
Однако существующий способ формоооразования панелей большой толщины из высокопрочных сплавов, имеющих малые значения относительного удлинения, требует очень высокого уровня напряжений для обеспечения больших степеней остаточных деформаций на внешних волокнах материала панели для фиксации необходимой кривизны, что на практике часто приводит к разрушению нанели в момент максимального изгиба.
При этом способе формообразования в местах утолщений, имеющихся на внутренней поверхности панелей, и в местах резких перепадов жесткостей происходит образование резких перегибов (граненность панели), ухудшающих качество внешней поверхности.
Целью изобретения является повышение эксплуатационных качеств изделий.
С этой целью панели упруго заневоливают на шаблоне, имеющем теоретическую кривизну, а обкатку роликами ведут с нрпложенпем пульсирующей нагрузки, после чего производят дробеударное деформирование.
В зонах местных утолщений панелей на ролики могут воздействовать пзльсирующей нагрузкой, увеличенной на расчетное значение.
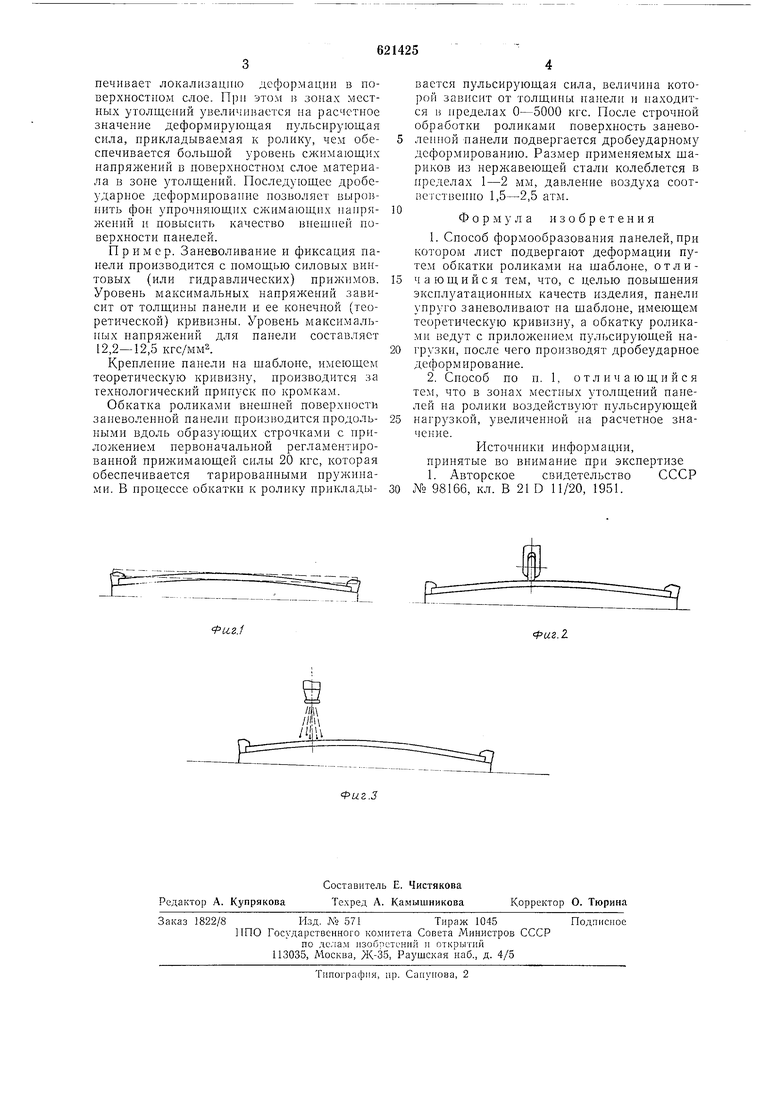
На фиг. 1-3 Показаны последовательные стадии формообразования панелей.
Упругое заневоливание (огибание) панели на болванке, имеющей теоретический обвод, исключает необходимость создания больших растягивающих напряжений на внешней поверхности панели. Последующее поверхностное пластическое деформирование обкаткой ролпком и дробеударной обработкой изменяет напряженное состояние в растянутой от изгиба зоне на сл имающие, при этом уровень максимальных сжимающих напряжений равен величине напряжений в сжатой от изгиба зоне. Это обеспечивает равновесие момента внутреннпх сил и, следовательно, отсутствие изменения кривизны после разгрузки.
Строчная обкатка роликом с пульсирующим действием деформирующих сил обеспечивает локализацию деформации в поверхностном слое. При этом в зонах местных утолщений увеличивается на расчетное значение деформирующая пульсирующая сила, прикладываемая к ролику, чем обеспечиваетея большой уровень сжимающих напряжений в поверхностном слое материала в зоне утолщений. Последующее дробеударное деформирование позволяет выровпить фон упрочняющих сжимающих паиряжений н повысить качество внешней поверхности панелей.
Пример. Заневоливание и фиксация панели производится с помощью силовых винтовых (или гидравлических) прижимов. Уровень максимальных напряжений зависит от толщины панели и ее конечной (теоретической) кривизны. Уровень максимальных напряжений для панели составляет 12,2-12,5 КГС/ММ2.
Крепление панели на шаблоне, имеющем теоретическую кривизну, производится за технологический нринуск по кромкам.
Обкатка роликами внешней поверхности заневоленной панели производится продольнымн вдоль образующих строчками с приложением первопачальной регламентировапной прижимающей силы 20 кгс, которая обеспечивается тарированными пружинами. В процессе обкатки к ролику прикладывается пульсирующая сила, величина которой зависит от толщины панели и находится в пределах О-5000 кгс. После строчной обработки роликами поверхность заневоленной панели подвергается дробеударному деформированию. Размер нрименяемых щариков из нержавеющей стали колеблется в пределах 1-2 мм, давление воздуха соответственно 1,5-2,5 атм.
Формула изобретения
1.Способ формообразования панелей, при котором лист подвергают деформации путем обкатки роликами на щаблоне, отличающийся тем, что, с целью повышения эксплуатациоииых качеств изделия, панелп упруго заневоливают па шаблоне, имеющем теоретическую кривнзну, а обкатку роликами ведут с приложение.м пульсирующей нагрузки, после чего производят дробеударное деформирование.
2.Снособ по п. 1, отличающийся тем, что в зонах местных утолщений панелей на ролики воздействуют пульсирующей нагрузкой, увеличенной на расчетное значение.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР jNb 98166, кл. В 21 D 11/20, 1951.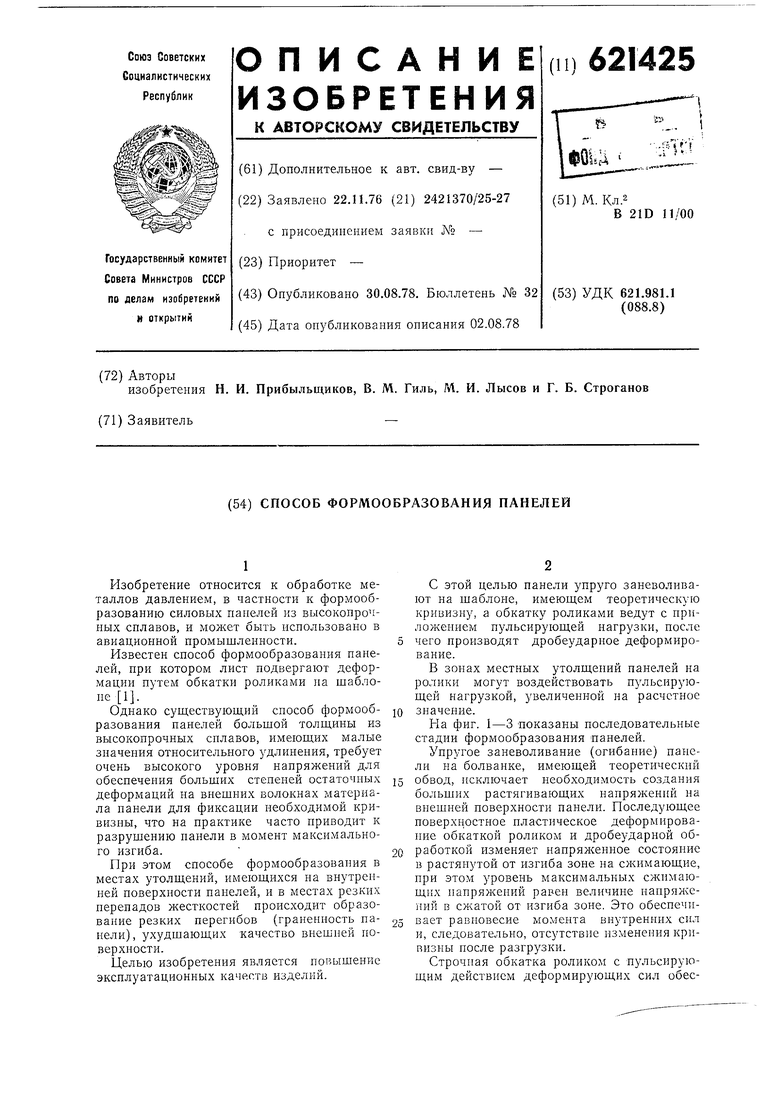
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ | 2011 |
|
RU2475322C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЯ ФОРМООБРАЗУЮЩИМИ ЭЛЕМЕНТАМИ ИЗ СПЛАВОВ С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ | 2007 |
|
RU2372416C2 |
| Устройство для заневоливания цилиндрической пружины | 2015 |
|
RU2615080C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЯ ИЗ СПЛАВА С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ | 2007 |
|
RU2372417C2 |
| Устройство для заневоливания цилиндрической пружины | 2017 |
|
RU2635594C1 |
| Способ формообразования деталей двойной крутизны и устройство для его осуществления | 1983 |
|
SU1147471A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 1999 |
|
RU2150344C1 |
| Устройство для заневоливания цилиндрической пружины | 2016 |
|
RU2634468C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КОНЦЕВОГО УЧАСТКА ТРУБЫ | 1994 |
|
RU2104112C1 |
| СПОСОБ ДРОБЕУДАРНОЙ ОБРАБОТКИ СЛОЖНЫХ КОНТУРОВ ДЕТАЛИ | 1989 |
|
SU1609024A1 |
