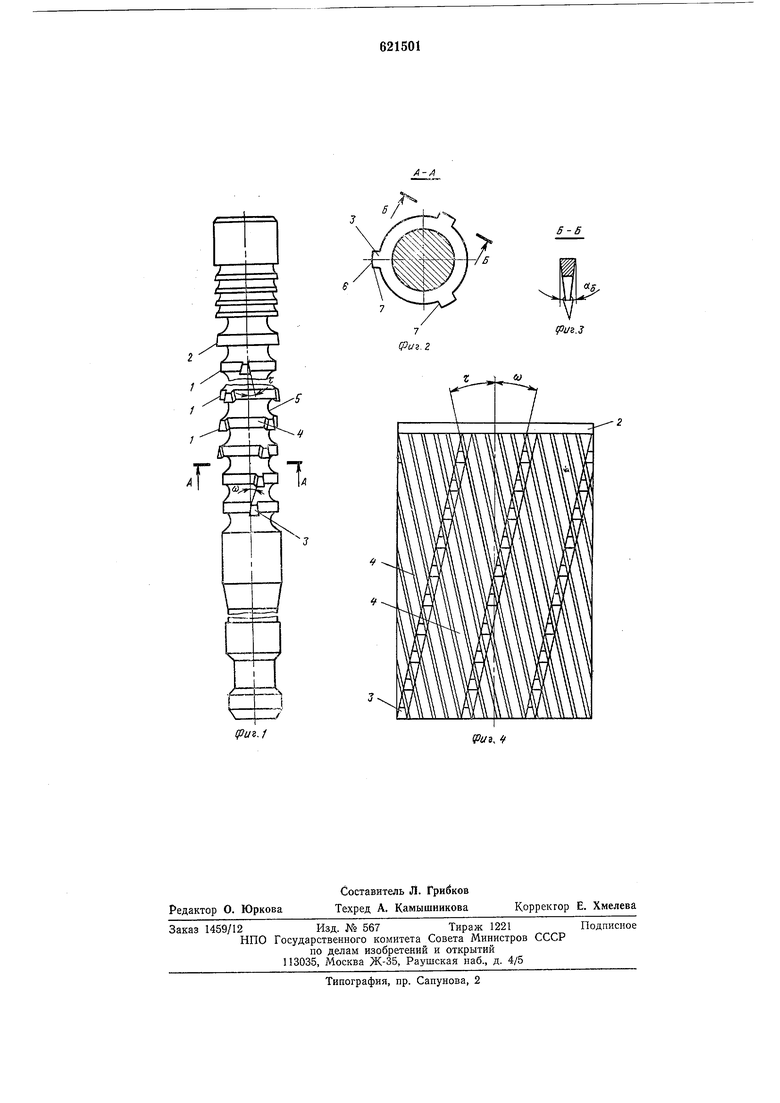
Шлицевые выступы 3 при изготовлении протяжки могут быть получены фрезеровапием правых и левых винтовых канавок 4, одни из которых наклонены к оси протяжки под углом со, другие - под углом т. Подбирая соответствующие величины углов (О и т, можно получать на вспомогательных (боковых) кромках 7 оптимальные задние углы ад порядка 8-15° (выбираются из конкретных условий обработки).
Протяжка работает следующим образом.
Заготовка, имеющая отверстие меньшего диаметра, чем диаметр шлицевых выступов 3, надевается на протяжку и протягивается через отверстие (движение резания прямолинейное вдоль оси протяжки). При этом шлицевые выступы 3 главными 6 и вспомогательными (боковыми) 7 режущими кромками прорезают в отверстии пазы, которые в силу винтового расположения шлицевых выступов 3, сливаясь, в конечном счете образуют в заготовке отверстие большего диаметра. Последний зуб 2, имея режущую кромку по всему периметру, подчищает отверстие.
Оптимальные задние углы на боковых
(вспомогательных) кромках щлицевых выступов позволяют уменьшить трение, увеличить стойкость протяжки до 30% и снизить силу протягивания на 10-15%. Образование шлицевых выступов путем пересечения разнонаправленных винтовых канавок дает возможность обрабатывать «напроход все шлицевые выступы, лежащие на одной винтовой линии, что существенно упрощает изготовление протяжки.
Формула изобретения
Протяжка, содержащая секции щлицевых выступов группового резания, расположенных со смещением друг относительно друга, отличающаяся тем, что, с целью упрощения изготовления протяжки, шлицевые выступы разных секций расположены на разнонаправленных винтовых линиях, образуя боковые поверхности с положительными углами.
Источники информации, принятые во внимание при экспертизе 1. Кацев П. Г. и Епифанов Н. П. Спраночник протяжника. М., 1963, с. 88-93, таблица 48.
L
Б-Б
риг.З
у
г}
./
. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Протяжка | 1977 |
|
SU810405A1 |
| Протяжка | 1983 |
|
SU1119794A1 |
| Шлицевая протяжка | 1990 |
|
SU1745444A1 |
| Протяжка | 1985 |
|
SU1256894A1 |
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ПАЗОВ | 1992 |
|
RU2047429C1 |
| Протяжка | 1988 |
|
SU1703305A1 |
| Протяжка | 1980 |
|
SU1220891A1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2478456C2 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |
| Протяжка | 1986 |
|
SU1399025A1 |