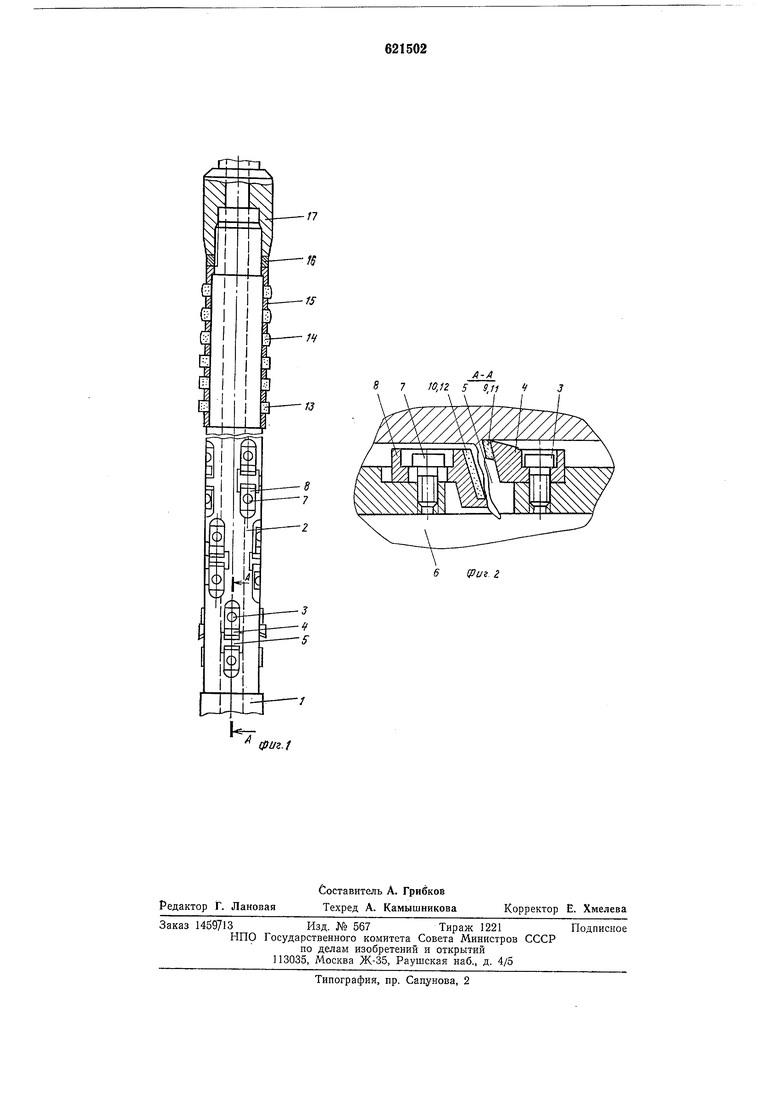
ляющие элементы 8 устанавливаются в пазовых отверстиях 5 на внешней поверхности корпуса 2, причем для обеспечения оптимального размера щели между передней поверхностью 9 режущих зубьев 4 и рабочей поверхностью 10 пазовые отверстия 5 имеют большую длину, чем длина направляющих элементов 8, на величину регулирования размеров щели, а отверстие под крепежный винт 7 в направляющем элементе 8 выполнено в виде паза, что позволяет, ослабив винт 7 перемещением направляющего элемента 8 по пазу корпуса 2 вдоль оси протяжки 1, получить необходимые размеры щели в зависимости от толщины срезаемой стружки и от ее вида, т. е. стружки скалывания или же сливной.
Чтобы протялша использовалась до полного износа режущих зубьев 4, твердосплавные пластинки И режущих зубьев 4 не доходят до наружной цилиндрической поверхности корпуса 2 на величину, обеспечивающую полное стачивание последних.
Предлагаемая протяжка работает следующим образом.
При обработке металлов и сплавов, образующих сливную стружку, срезаемая стружка, направляясь в пазовое отверстие 5, упирается при образовании стружечного валика в рабочую поверхность 10 направляющего элемента 8 и, скользя по ней, попадает во внутренний канал 6 корпуса 2, вымываясь оттуда струей смазочно-охлаждающей жидкости.
Таким образом, предлагаемая протяжка может использоваться для обработки металлов и сплавов, образующих сливную струл ку.
Формула изобретения
Протялска, содержащая полый корпус со вставными режущими зубьями, перед каждым из которых выполнено отверстие, отличающаяся тем, что, с целью улучшения стружкоотвода, она снабжена направляющими элементами, передняя поверхность которых расположена параллельно передней поверхности режущих зубьев и на расстоянии, большем толщины снимаемой стружки, причем высота направляющего элемента меньше режущей кромки зуба на 1,5-2 толщины снимаемого слоя, а направляющие элементы закреплены в отверстиях корпуса.
Источники информации, принятые во внимание при экспертизе 1. Жигалко Н. И. и др. Протяжки для обработки поверхности большой длины. Минск, 1973, с. 56-58.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ПАЗОВ | 1992 |
|
RU2047429C1 |
| МЕТЧИК-ПРОТЯЖКА | 1992 |
|
RU2008146C1 |
| СПОСОБ ПРОТЯГИВАНИЯ ПАЗОВ И ПРОТЯЖНОЙ БЛОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151031C1 |
| Устройство для обработки трубных заготовок | 1982 |
|
SU1034855A1 |
| СПОСОБ ПРОТЯГИВАНИЯ УШКОВ ДЕТАЛИ ТИПА "ВИЛКА РУЛЕВОГО УПРАВЛЕНИЯ" И ПРОТЯЖНОЙ БЛОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2321477C1 |
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2003 |
|
RU2237551C1 |
| СПОСОБ ВЫТЯЖНОГО РАСТАЧИВАНИЯ ВНУТРЕННЕГО ОТВЕРСТИЯ ЗАГОТОВКИ ПОД ПРОКАТ ИЗ ЦИРКОНИЯ И СПЛАВОВ НА ЕГО ОСНОВЕ И ИНСТРУМЕНТ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1998 |
|
RU2138370C1 |
| Способ определения глубины дефектного слоя | 1979 |
|
SU931298A1 |
| Деформирующе-режущая протяжка | 1990 |
|
SU1787076A3 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2478456C2 |
13
Ф С)
С)
7
(Риг- г
- f-i-
