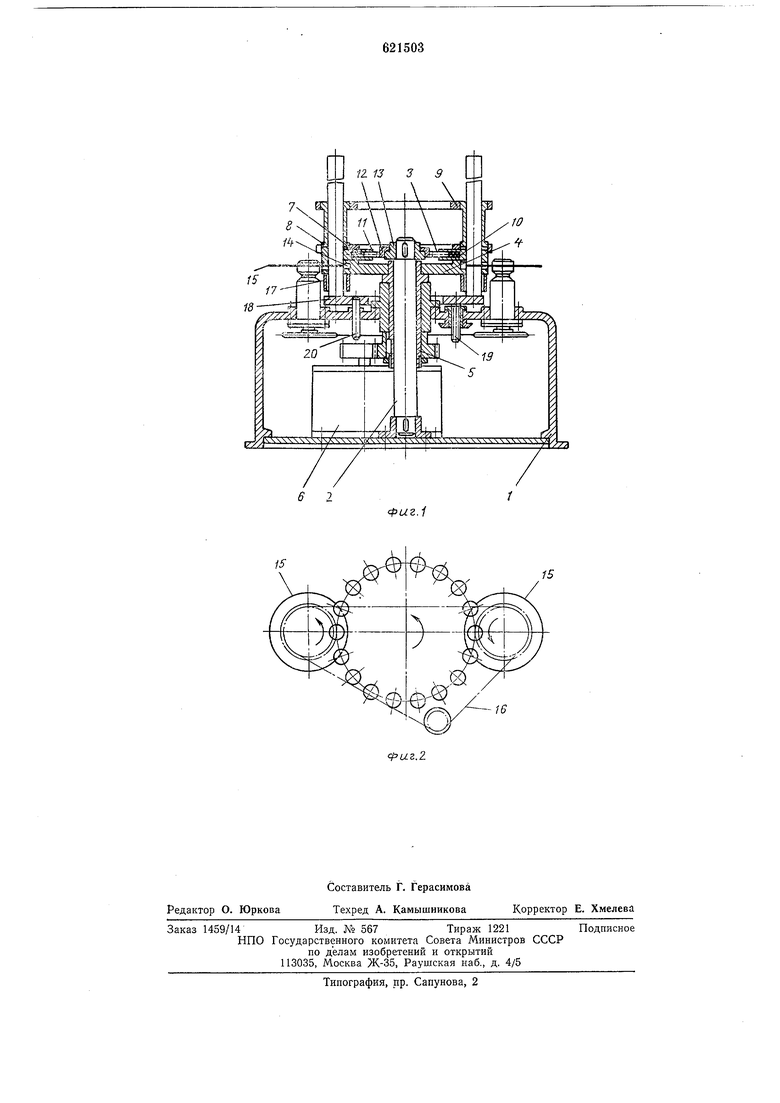
Опорный диск 18 регулируют и устанавливают при помощи трех винтов 19 в зависимости от длины отрезаемой заготовки. Устанавливают сменные направляющие втулки 8. На ступице устанавливают сменный кулачок 12, профиль которого зависит от диаметра отрезаемого прутка. В направляющие втулки 8 загружаются прутки. Включаются приводы, и автомат начинает работать. Загрузочпо-выгрузочный диск 4 посредством дисков и 9 и сменных направляющих втулок 8 перемещает прутки со скоростью подачи резания в зону обработки первого отрезного диска. В начале процесса прутки за счет сменных кулачков 12, толкателей 11 зажимаются прижимными планками 10 и входят в зону обработки. Диск 4, продолжая вращаться со скоростью подачи, проходит вместе с прутком через зону резания. Диск 15 отрезает заготовки. Каждая отрезанная заготовка переносится патрубками 17 в зону выгрузки и падает через выгрузочное окно опорного диска 18 в тару. Пруток, освобождаясь от зажима прижимной планки 10, под собственным весом опускается на опорный диск 18 и переносится в зону обработки другого пильного диска. За счет больщого диаметра отрезного диска и малого межцентрового расстояния между втулками 8 в зоне обработки находится несколько прутков.
Процесс резания на предлагаемом автомате происходит непрерывно.
Предлагаемый отрезной автомат позволяет значительно повысить производительность, обеспечиваемую непрерывно вращающимся диском, наличием нескольких загрузочных позиций, расположенных по кругу диска, и возможностью обработки одновременно нескольких заготовок.
При этом подача прутков для обработки производится под собственным весом, и цикл подачи вписывается в цикл обработки.
Транспортирующий механизм автомата выполняет одновременную функцию загрузки и выгрузки.
Формула изобретения
Отрезной автомат, содержащий центральный вал с установленными на нем транспортирующим дисками, прижимными планками для поджатия заготовок и режущим диском, отличающийся тем, что, с целью повыщения производительности при резке пруткового материала на мерное количество щтучных заготовок различных размеров, на неподвижном вертикальном валу установлены загрузочно-выгрузочный транспортирующий диск, выполненный с кольцевым пазом по периметру, со сквозными загрузочными отверстиями, на выходе которых установлены выгрузочные патрубки и регулируемый по высоте опорно-размерный диск с выгрузочным окном.
Источники информации, принятые во внимание при экспертизе 1. Кощкина Л. Н. Роторные мащины и линии для механической обработки. М., Мащпром, 1964, с. 61, ф. 34.
| название | год | авторы | номер документа |
|---|---|---|---|
| Отрезной автомат | 1980 |
|
SU891267A1 |
| СПОСОБ ПОПЕРЕЧНОЙ РАСПИЛОВКИ ЗАГОТОВОК И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2057639C1 |
| ОТРЕЗНОЙ СТАНОК | 2002 |
|
RU2238838C2 |
| Автомат для резки труб | 1990 |
|
SU1791079A1 |
| Автомат для правки и резки проволоки | 1991 |
|
SU1779450A1 |
| Устройство для разделения прутковогоМАТЕРиАлА HA зАгОТОВКи | 1978 |
|
SU841804A1 |
| ОТРЕЗНОЙ АВТОМАТ Для riPyTKOBblX ЗАГОТОВОК | 1969 |
|
SU252119A1 |
| АВТОМАТ ДЛЯ РЕЗКИ ТОНКОСТЕННЫХ ТРУБОК | 1970 |
|
SU282024A1 |
| Устройство для обработки длинномерного материала | 1989 |
|
SU1712038A1 |
| Автомат для изготовления из проволоки деталей типа штырей | 1981 |
|
SU992113A1 |
15
- 16
