1
Изо(бретение относится к обработке материалов давлением, в частности к оборудованию для изготовления из проволоки деталей типа штырей.
Известен автомат для изготовления штырей, содержащий механизм подачи материала и узел формовки профиля 1
Недостатком известного устройства является то, что его технологические возможности ограничены.
Наиболее,близКИМ к предлагаемому по технической сущности является автомат для изготовления, из проволоки деталей типа штырей, содержащий установленные на станине механизм по-дачи проволоки, механизм мерной резки, имеющий подвижные верхнюю и нижнюю прижимные планки, узел формовки профиля, узел обработки торцовой поверхности заготовки и систему трубопроводов со штуцером для подачи охлаждающей технологической жидкости в ону обработки торцовой поверхности заготовки 2.
Недостатком устройства является то, что его технологические возможности ограничены.
Цель изобретения - снижение расхода технологической жидкости и расширение технологических возможностей автомата.
Указанная цель достигается тем, ЧТО1В автомат ё для изготовления из проволоки деталей типа штырей, содержа10щем установленные на станине механизм подачи проволоки, механизм мерной резки, имеющий подвижные верхнюю и нижнюю прижимные планки, узел формов ки профиля, узел обработки торцовой
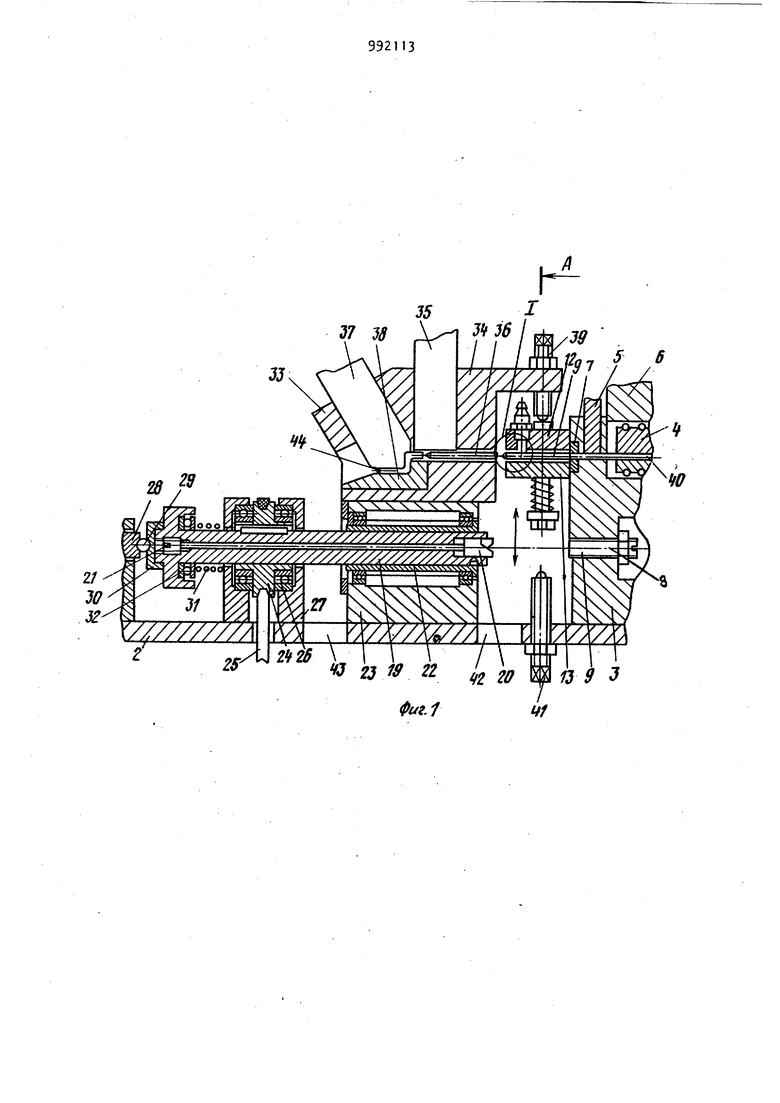
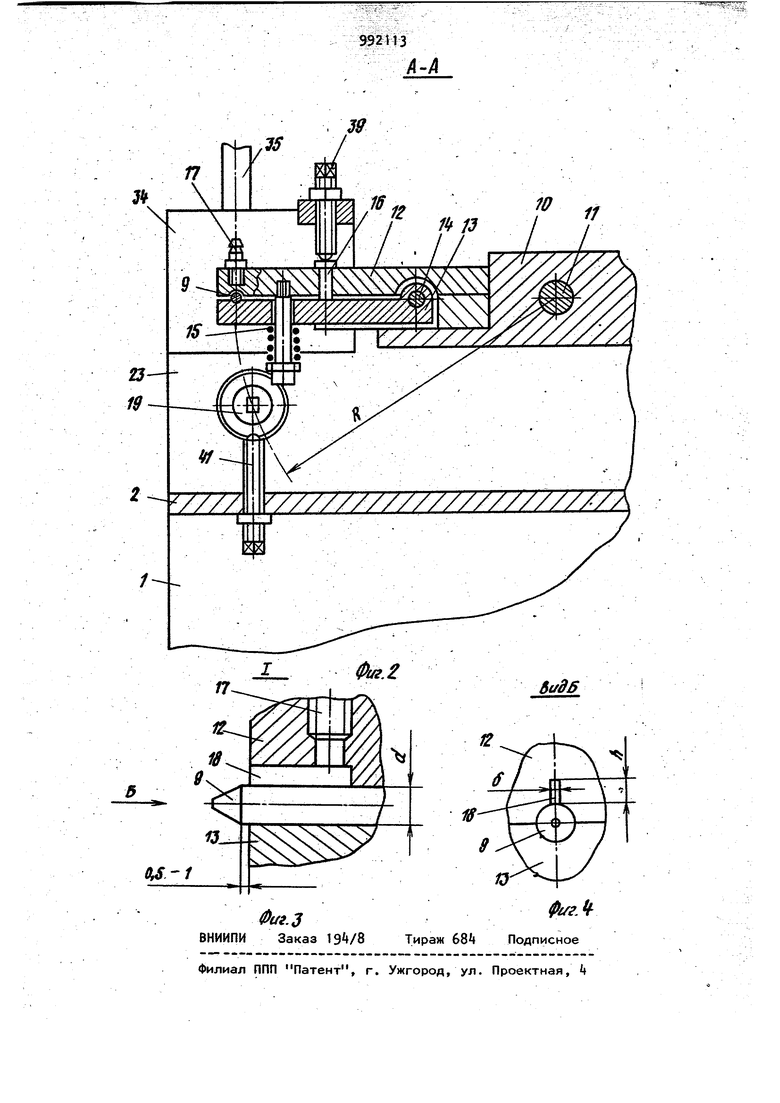
15 поверхности заготовки и систему трубопроводов со штуцером для подачи охлаждающей технологической жидкости в зону обработки торцовой поверхности заготовки, штуцер для подачи ох20лаждающей технологической жидкости в зону обработки торцовой поверхно- , сти заготовки смонтирован в верхней прижимной планке механизма мерной 39 резки, которая имеет канал, размещенный над обрабатываемой поверхностью заготовки, а узел формовки про филя расположен на станине автомата за механизмом мерной резки ооосно механизму подачи проволоки. На фиг, 1 показан автомат для из готовления из проволоки деталей типа штырей, вертикальный продольный разрез через технологическую зону; на фиг. 2 - разрез А-А на фиг. TJ .на фиг, 3 - узел J на фиг. 1J на фиг, А - вид по стрелке Б на фиг. Автомат для изготовления из проволоки деталей типа штырей состоит из станины 1, над которой закреплен стол 2, на котором закреплены в тех нологической последовательности механизмы обработки проволоки,состоящие из механизма подачи, механизма мерной резки, узла обработки торцовой поверхности заготовки и узла формовки профиля, а также механизмы их привода. Механизм подачи проволоки состои из корпуса 3 подвижного зажима , неподвижного зажима 5, прижима 6 по вижного зажима, отрезной втулки 7 и упорного вимта 8, служащего задним упором заготовки 9 при обработке ее торца. Механизм мерной резки состоит из рычага 10 и центральной оси 11 рычага 10, На рычаге 10 закреплена ве няя прижимная планка 12,оа нижняя п жимная планка 13 закреплена шарнирно в планке 12 при помощи оси ,1 и прижата к ней пружиной 15. Для раскрытия планок 12 и 13 в в нем крайнем положении служит толкатель 16, Для подвода технологическо охлаждающей жидкости, например спир та, в верхней прижимной планке уста новлен штуцер 17 и в планке 12 имеется канал 18, Узел обработки торцовой поверхности заготовки состоит из централь ной оправки-резцедержателя 19, комп лекта резцов 10, винта 21 для продольной регулировки резцов 20, направляющей втулки 22 и корпуса 23. Для вращательного движения оправки 19 служит шкив 2А, который приводится а движение от электродвигател (не прказан) при помощи ремня 25. Шкив 2k установлен в подшипниках 26 закрепленных в корпусе 27, Для оксиального привода оправки 19 служит толкатель fB, передающий 4 (Движение оправке 19 через шарик 29 и чашу 30. Возвратное движение оправки 19 осуществляется пружиной 3 Через упорный подшипник 32. Узел формовки профиля 33 служит для формоизменения заготовки 9 после обработки торца и состоит из корпуса 3, закрепленного над корпусом 23, прижимом 35 заготовки 36, гибочного пуансона 37 (или комплекта пуансонов) и матрицы 38 закрепленной в корпусе З. На правой стороне корпуса З расположен упорный винт 39, Служащий для раскрытия механизма мерной резки в момемт подачи проволоки tO. В столе 1 под механизмом мерной резки закреплен регулировйчный винт 1, сделано отверстие 42, сг(ужащее для отвода стружки и отработанной охлаждающей технологической жидкости, и отверстие 3, служащее для отвода согнутой детали fik в тару. Конец проволоки kO под действием подвижного зажима k входит в центровочный паз раскрытых планок 12 и 13., выталкивая из них механически обработанную заготовку 9, которая в свою очередь выталкивает заготовку 36 из промежуточной зоны узла формовки в зон1 под гибочным пуансоном 37г выталкивая из узла формовки (гибочного штампа) согнутую деталь kk, Автомат работает следующим образом. Мерная отрезка, заготовки 9 от проволоки «О и перенос ее в зону обработки тс Ьцовой поверхности осуществляется перемещением вниз планок 12 и 13 за счет поворота рычага 10 вокруг центральной оси 11, Планка 13 прижимается к планке 12, фиксируя проволоку О за смет усилия пружины 15, так как в момент начала движения толкатель 16 выходит из контакта с винтом 39. Дальнейшим движением планок 12 и 13 вниз 12 отрезает заготовку 9 и затем планка 13 упирается в регулировочный винт , .что соответствует соосному положению обрабатываемой заготовки 9 и оправки-резцедержателя 19, Вылет заготовки 9 из зоны планок 12 и 13 не более 1 мм длиннее обрабатываемого участка, что обеспечивает достаточную жесткость системы при обработке торца в виде конуса. Во время механической обработки торца заготовки 9 резцами 20 в зону -;-- -5 /i -- . - . ;.;Щ резания подается охлаждающая технологическая жидкость. Так, например, при обработке заготовок из бронзы наилучшее качество обработанной поверхности достигается путем применения технологической жидг кости в виде спирта« Технологическая жидкость из емкости с регулируемым до затором подается по эластичной трубке (не показана) через штуцер 17 по каналу 18 в планке 12 на обрабатываемый конец заготовки 9. Высота h канала 18 определяется в зависимости от объема подаваемой технологической жид /кости за определенный период времени, а ширина (fкаИала 18 определяется кон /структивно по формуле О (О,1-0,3), где (f- ширина паза, мм, d - диаметр обрабатываемой заготовки, мм. Например, при обработке заготовки из бронзы диаметром 1 мм и применении спирта как охлаждающей технологической жидкости ра змеры канала 18 следующие: ,5 мм, 0 0,2 мм. Соосность заготовки 9- с осью вращения оправки 19 достигается в вертикальной плоскости регулировкой винтом Ц, а в горизонтальной плоскости перемещением узла обработки торцовой. поверхности. Практически диапазон регулировки невелик, так как требуется только устранять погрешность изготовления механизма мерной резки и погрёш ность его крепления на рычаге 10, и колеблется в пределах О, ,2 мм. После операций обработки торца заготовки 9, рычагом 10 планки 12 и 13 вместе с заготовкой 9 поднимают вверх ДО упорного винта ЗЭ. Нажимая толкателем 16 на винт 39, сжимается пружина 15 и нижняя планка 13 отходит, освобождая заготовку 9.; Приповторении цикла подачи проволока kO при помощи механизма подачи выдвигает заготовку 9 из зоны планок 12 и 13 во входное отверстие узла фор мовки профиля, Параллельно с операцией механической обработки торца происходит гибка заготовки kk пуансоном 37 относительно матрицы 38. Фиксация промежуточной заготовки 3.6иодного конца огибаемой заготовки kk осуществляется прижимом 35. Цикл подачи проволоки, ее Механическая обработка,и гибка происходят автоматически до израсходования всей бухты материала. f: - - - : -6 . Такая конструкция автомата для изготовления из проволоки деталей типа штырей обеспечивает существенную экономию охлаждающей технологической жидкости (спирта) за счет ее подачи через верхнюю зажимную планку непосредственно на обрабатываемый неподвижный участок заготовки, что более эффективно по сравнению с разбрызгиванием в зоне обработки через враща-ющиеся элементы узла обработки торцовой поверхности заготовки, Кроме того, расширены технологические возможности узла формовки профиля за счет его размещения на станине автомата за механизмом мерной резки и выноса за;зону обработки торцовой поверхности заготовки, а также свободного доступа к гибочным nyarfсонам, их автономного привода и удобства снятия согнутой детали, что позволяет выполнять -более сложные гибочные операции в нескольких плоскостях. Формула изобретения Автомат для изготовления из проволоки деталей типа штырей, содержащий установленные на станине механизм подачи проволоки, механизм мерной резки, имеющий подвижные верхнюю и нижню прижимные планки, узел формовки профиля, узел обработки торцовой поверхности заготовки в систему трубопроводов со штуЦерОм для подачи охлаждающей технологической жидкости в зону обработки торцовой поверхности заготовки,- о т ,л и Ч а ю щ и и с я тем, что, с целью снижения расхода технологической жидкости и расширения технологических возможностей автомата штуцер для подачи охлаждающей технологической жидкости в зону обработки торцовой поверхности заготовки смонтирован в верхней прижимной планке механизма мерной резки, которая имеет канал, размещенный над обрабатываемой поверхностью за- / готовки, а узел формовки профиля расположен на станине автомата sа механизмом .мерной резки ооосно механизму подачи проволоки. Источники информации, принятые вовнимание при экспертизе 1.Авторское свидетельство СССР №583719, кл. 821 К 21/00, 197. 2.Авторское свидетельство СССР : ff J T{03t, кл. 821 F 21/00. 1971. J7 8 5 J 5 J 6
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления деталей из проволоки | 1987 |
|
SU1470404A1 |
| Устройство для изготовления из проволоки деталей типа штырей | 1982 |
|
SU1180129A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПРОВОЛОКИ ДЕТАЛЕЙ ТИПА ШТЫРЕЙ | 1971 |
|
SU414034A1 |
| Автомат для изготовления из проволоки деталей типа штырей | 1977 |
|
SU679291A1 |
| Автомат для изготовления сборных изделий | 1978 |
|
SU753583A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| Устройство для изготовления из проволоки фигурных пружинных деталей | 1989 |
|
SU1688964A1 |
| Цепевязальный автомат | 1990 |
|
SU1776198A3 |
| Способ изготовления одинарных рыболовных крючков и автомат для их изготовления | 1989 |
|
SU1789316A1 |
| Устройство для изготовления из ленты гофрированных деталей кольцевой формы | 1988 |
|
SU1563808A1 |