Изобретение относится к обработке металлов давлением и может быть использовано для обработки длинномерного материала. .
Целью изобретения является повышение надежности в работе.
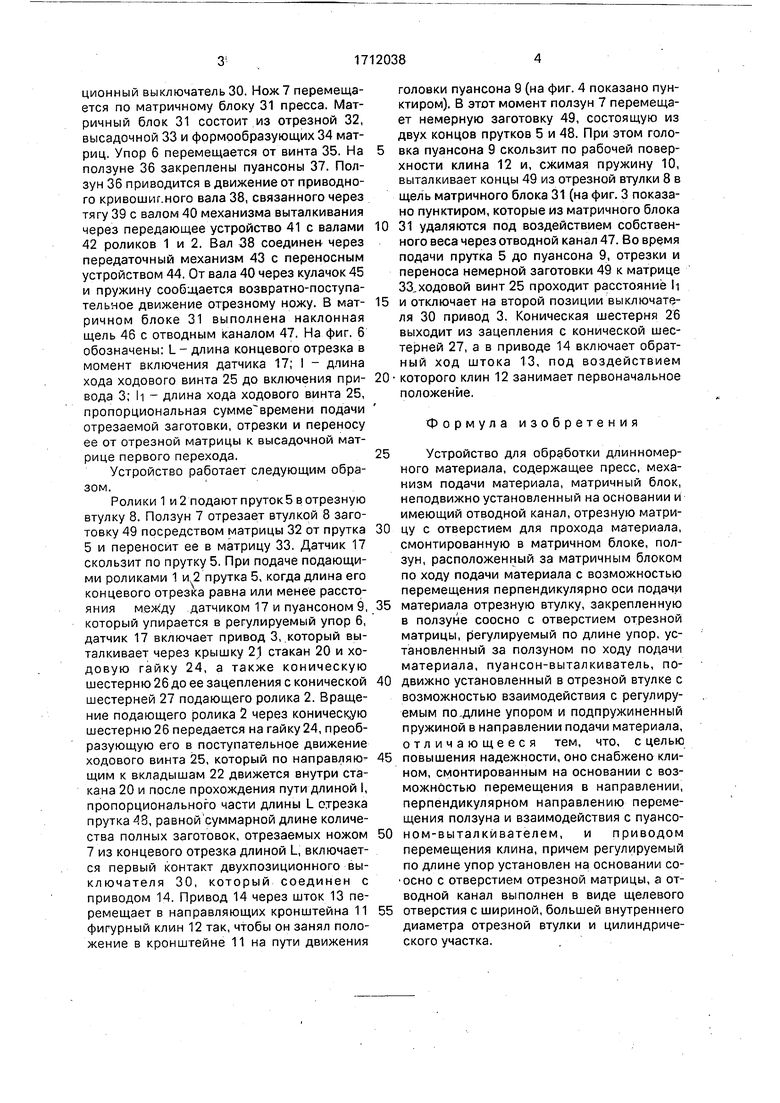
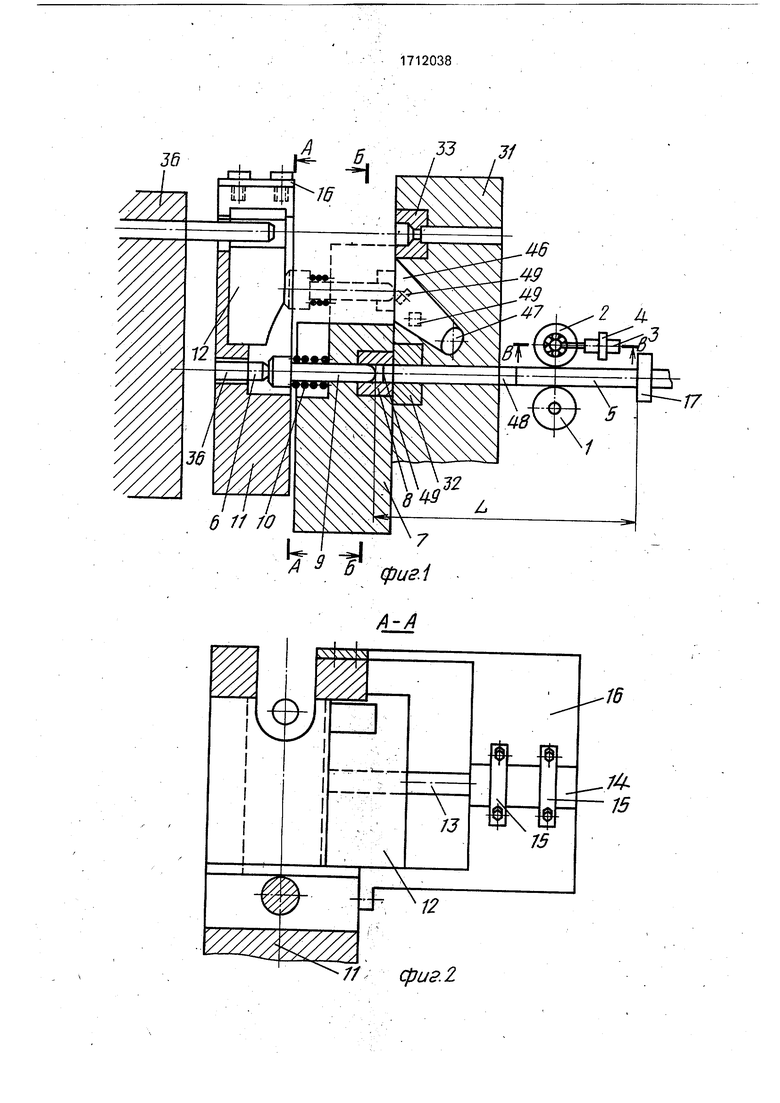
На фиг. 1 изображено предлагаемое устройство, разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - кинематическая схема пресса; Haj фиг. 5 - кинематическая схема привода ползуна; на фиг. 6 - разрез В-В на фиг. 1.
Устройство содержит нижний 1 и верхний 2 прижимные подающие ролики 2, привод 3 ролика 2 с креплением 4 для установки его на основании (не показано). За зоной обработки по ходу подачи длинномерного материала, в частности прутка 5, установлен регулируемый по длине упор 6, а в зоне обработки - ползун 7. В ползуне 1 размещена отрезная втулка 8 и соосно с ней формообразующий пуансон-выталкиватель 9 первого перехода, который подпружинен пружиной 10. Регулируемый упор 6 установлен за зоной обработки материала на
кронштейне 11, в направляющих которого установлен фигурный клин 12 с выполнением на нем прямолинейной или криволинейной рабочей поверхности, связанный посредством штока 13 с приводом 14 перемещения, жестко закрепленным посредством скоб 15 на кронштейне 16, который жестко закреплен на кронштейне 11 с помощью винтов (обозначены осевыми линиями). Кронштейн 11 размещен на основании (не показано). Перед роликами 1 и 2 по ходу подачи прутка 5 установлен датчик 17 наличия материала., Привод 3 закреплен на корпусе 18, несущем направляющую 19. В направляющей 19 подви)кно установлен ползун, выполненный в виде стакана 20. закрытого крышкой 21, и вкладышей 22, установленных в стакане 20. В дне стакана 20 установлены подшипники 23 и ходовая гайка 24, в которую ввернут ходовой винт 25. На гайке 24 закреплена коническая шестерня 26, входящая в зацепление с конической шестерней 27, закрепленной на ролике 2, На крышке 21 при помощи регулировочного винта 28 и гайки 29 смонтирован двухпозиционный выключатель 30. Нож 7 перемещается по матричному блоку 31 пресса. Матричный блок 31 состоит из отрезной 32, высадочной 33 и формообразующих 34 матриц. Упор 6 перемещается от винта 35. На ползуне 36 закреплены пуансоны 37. Ползун 36 приводится в движение от приводного кривошиг.ного вала 38, связанного через тягу 39 с валом 40 механизма выталкивания через передающее устройство 41 с валами 42 роликов 1 и 2. Вал 38 соединен через передаточный механизм 43 с переносным устройством 44. От вала 40 через кулачок 45 и пружину сообщается возвратно-поступательное движение отрезному ножу. В матричном блоке 31 выполнена наклонная щель 46 с отводным каналом 47. На фиг. 6 обозначены: L- длина концевого отрезка в момент включения датчика 17; I - длина хода ходового винта 25 до включения привода 3; И - длина хода ходового винта 25, пропорциональная суммевремени подачи отрезаемой заготовки, отрезки и переносу ее от отрезной матрицы к высадочной матрице первого перехода.
Устройство работает следующим образом.
Ролики 1 и 2 подают пруток 5 в отрезную втулку 8. Ползун 7 отрезает втулкой 8 заготовку 49 посредством матрицы 32 от прутка 5 и переносит ее в матрицу 33. Датчик 17 скользит по прутку 5. При подаче подающими роликами 1 и,2 прутка 5, когда длина его концевого отрезка равна или менее расстояния между датчиком 17 и пуансоном 9, который упирается в регулируемый упор 6, датчик 17 включает привод 3,,который выталкивает через крышку 21 стакан 20 и ходовую гайку 24, а также коническую шестерню 26 до ее зацепления с конической шестерней 27 подающего ролика 2. Вращение подающего ролика 2 через коническую шестерню 26 передается на гайку 24, преобразующую его в поступательное движение ходового винта 25, который по направляющим к вкладышам 22 движется внутри стакана 20 и после прохождения пути длиной I, пропорционального части длины L отрезка прутка 43, равнойсуммарной длине количества полных заготовок, отрезаемых ножом 7 из концевого отрезка длиной L, включается первый контакт двухпозиционного выключателя 30, который соединен с приводом 14. Привод 14 через шток 13 перемещает в направляющих кронштейна 11 фигурный клин 12 так, чтобы он занял положение в кронштейне 11 на пути движения
головки пуансона 9 (на фиг. 4 показано пунктиром). В этот момент ползун 7 перемещает немерную заготовку 49, состоящую из двух концов прутков 5 и 48. При зтом головка пуансона 9 скользит по рабочей поверхности клина 12 и, сжимая пружину 10, выталкивает концы 49 из отрезной втулки 8 в щель матричного блока 31 (на фиг. 3 показано пунктиром, которые из матричного блока
31 удаляются под воздействием собственного веса через отводной канал 47. Во врэмя подачи прутка 5 до пуансона 9, отрезки и переноса немерной заготовки 49 к матрице 33,ходовой винт 25 проходит расстояние ii
и отключает на второй позиции выключателя 30 привод 3. Коническая шестерня 26 выходит из зацепления с конической шестерней 27, а в приводе 14 включает обратный ход штока 13, под воздействием
которого клин 12 занимает первоначальное положение.
формула изобретения
Устройство для обработки длинномерного материала, содержащее пресс, механизм подачи материала, матричный блок, неподвижно установленный на основании и имеющий отводной канал, отрезную матрицу с отверстием для прохода материала, смонтированную в матричном блоке, ползун, расположенный за матричным блоком по ходу подачи материала с возможностью перемещения перпендикулярно оси подачи
материала отрезную втулку, закрепленную в ползуне соосно с отверстием отрезной матрицы, регулируемый по длине упор, установленный за ползуном по ходу подачи материала, пуансон-выталкиватель, подвижно установленный в отрезной втулке с возможностью взаимодействия с регулируемым по,длине упором и подпружиненный пружиной в направлении подачи материала, отличающееся тем, что, с целью
повышения надежности, оно снабжено клином, смонтированным на основании с возможностью перемещения в направлении, перпендикулярном направлению перемещения ползуна и взаимодействия с пуансоном-выталкивателем, и приводом перемещения клина, причем регулируемый по длине упор установлен на основании соосно с отверстием отрезной матрицы, а отводной канал выполнен в виде щелевого
отверстия с шириной, большей внутреннего диаметра отрезной втулки и цилиндрического участка.
// .2 3J фигА A-A
16 J/
10
15
20
25
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки длинномерного материала | 1987 |
|
SU1488077A1 |
| Холодновысадочный автомат | 1984 |
|
SU1281330A1 |
| МНОГОПОЗИЦИОННЫЙ ХОЛОДНО-ВЫСАДОЧНЫЙ АВТОМАТ | 1973 |
|
SU378278A1 |
| Устройство для разделения прутковогоМАТЕРиАлА HA зАгОТОВКи | 1978 |
|
SU841804A1 |
| Способ изготовления полупустотелых и пустотелых заклепок из проволоки | 1961 |
|
SU147903A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| Автоматический штамп для изготовления пустотелых заклепок из проволоки | 1957 |
|
SU113850A1 |
| Холодновысадочный автомат для изготовления полупустотелых заклепок | 1989 |
|
SU1632599A1 |
| Холодновысадочный автомат | 1977 |
|
SU659266A1 |
| Гвоздильный автомат | 1982 |
|
SU1121085A1 |

Изобретение относится к обработке мр- таллов давлением и может быть использова- но для обработки длинномерногоматериала. Цель изобретения - повышение надежности в работе. Подающие ролики подают пруток в отрезную втулку. За зоной обработки по ходу подачи материала установлен на кронштейне регулируемый упор. В направляющих кронштейна установлен фигурный клин, связанный посредством штока с приводом перемещения. После отрезки заготовки пуансон скользит по рабочей поверхности клина и, сжима^я пружину, выталкивает немерную заготовку в щель матричного блока. При атом целевое отверстие выполнено с шириной, большей внутреннего диаметра отрезной втулки. 6 ил.
ФигЛ
35 6
Фиг. 5
| ШТАМП ДЛЯ РЕЗКИ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК ТИПА СТЕРЖНЕЙ | 1972 |
|
SU428832A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
