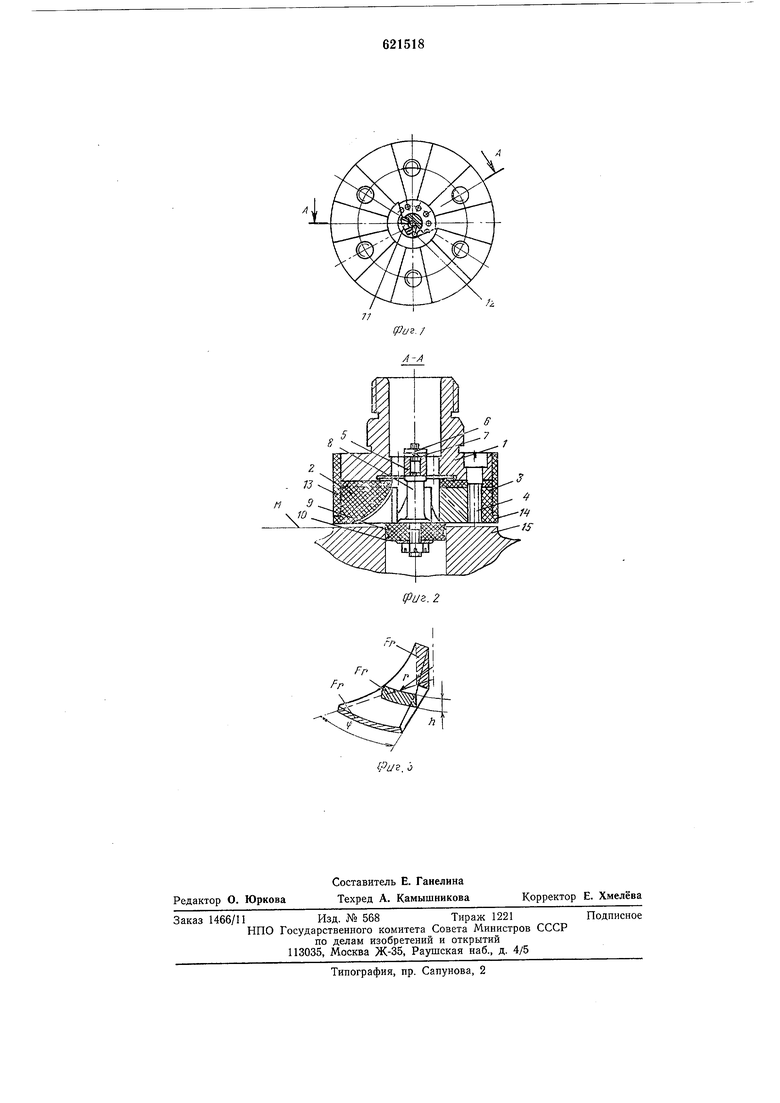
фиг. 1). Последняя фиксируется па стержне 8 шплинтом 12. Наружная цилиндрическая поверхность электрода-инструмента, выполненная в соответствии с размером обрабатываемой поверхности, закрыта изоляцией 13 с оставлением открытого пояска 14 по секторам 3.
Боковые плоскости секторов 3, фасонная поверхность фланца 2, внутренний торец шайбы 9 и обрабатываемая поверхность М детали 15 образуют проточные каналы (см. фиг. 3).
Закон изменения площади сечения FT этих каналов по радиусу электрода-инструмента определяется формулой
-
где г - текущий радиус; h - высота сечения; Ф - угол между секторами.
Электрод-инструмент работает следующим образом.
Корпус 1 соединяется со шпинделем станка и по уплотнительной шайбе 9 устанавливается в отверстие обрабатываемой детали 15. Размеры щайбы 9 выбираются так, чтобы уплотнить стык между ней и стенками отверстия детали 15. По установлении начального межэлектродного промежутка электроду-инструменту (или детали) сообщается вращение. Электролит по каналам, образованным фасонной поверхностью
фланца 2, стенками секторов, торцов шайбы 9 и обрабатываемой поверхностью детали 15, в межэлектродный зазор, имея по его длине стабилизированные давление и скорость, что исключает сепарацию потока в самом зазоре. Электрическая цепь образуется деталью 15, электролитом в зазоре, секторами 3, винтами 4 и корпусом 1.
Формула изобретения
Электрод-инструмент для электрохимической обработки, осуществляемой в условиях относительного вращения электрода и детали, торцовая поверхность которого выполйена в виде секторов, разделенных каналами, соединенными с центральным отверстием для подачи электролита, отличающийся тем, что, с целью повыщения точности и качества обработки посредством
стабилизации гидродинамических параметров потока электролита на входе в межэлект.родный зазор, каждый из упомянутых каналов выполнен с переменной высотой, причем высота на расстоянии любого радиуса от центра электрода выбирается из условия обеспечения постоянного проходного сечения канала.
Источники информации, принятые во внимание при экспертизе
1. Головачев В. А. и др. Электрохимическая размерная обработка деталей сложной формы. М., «Мащиностроение, 1969, с. 110, рис. 56.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ КОРРЕКТИРОВКИ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ДЕТАЛЕЙ ТИПА "КОЛЬЦО" | 1998 |
|
RU2136460C1 |
| Устройство для электрохимической обработки пазов | 1987 |
|
SU1500443A1 |
| Электрод-инструмент | 1982 |
|
SU1098738A1 |
| Электрод-инструмент для электрохимической обработки | 1980 |
|
SU979067A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОЛОСТЕЙ | 1999 |
|
RU2161551C1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ | 1992 |
|
RU2086367C1 |
| Устройство для электрохимической обработки | 1989 |
|
SU1646727A1 |
| Способ электрохимической обработки | 1990 |
|
SU1815040A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОЛОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2240210C2 |
| Электрод-инструмент для электрической обработки отверстий малого диаметра и способ его изготовления | 1990 |
|
SU1710240A1 |