1
Изобретение относится к черной металлургии, конкретнее к конструкциям двухванных сталеплавильных агрегатов.
Известен сталеплавильный агрегат, содержащий две плавильные ванны со сливными носками и рабочими окнами, установленные на люльках и накрытые сводами с отверстиями для ввода в печь источников нагрева, подвешенных к полупорталам, установленным на отдельных фундаментах. Трансформатор, являющийся электрическим ИСТОЧНИКОМ питания, установлен со стороны рабочих окон и выдвинут в плавильный пролет цеха .
Недостатком известной конструкции сталеплавильного агрегата является затруднение обслуживания плавильных ванн, вследствие того, что трансформатор занимает большую площадь в печном пролете перед рабочими окнами. Его обслуживание требует очень четкой ритмичной работы, что в условиях металлургического цеха весьма затруднено. Кроме того, такой агрегат снабжен только двумя сводами, установленными на плавильные ванны. Это затрудняет его обслуживание, так как введение в ванны ИСТОЧНИКОВ нагрева через отверстия, выполненные в сводах, требует
большой ТОЧНОСТИ.
Целью изобретения является улучшение компановки сталеплавильного агрегата.
Для этого предлагается сталеплавильный агрегат, содержащий две плавильные
ванны со СЛИВНЫМИ носками и рабочими окнами, расположенные на уровне рабочей площадки И накрытые сводами, подвешенными к трем полупорталам, несущим также электрические и топливные источники
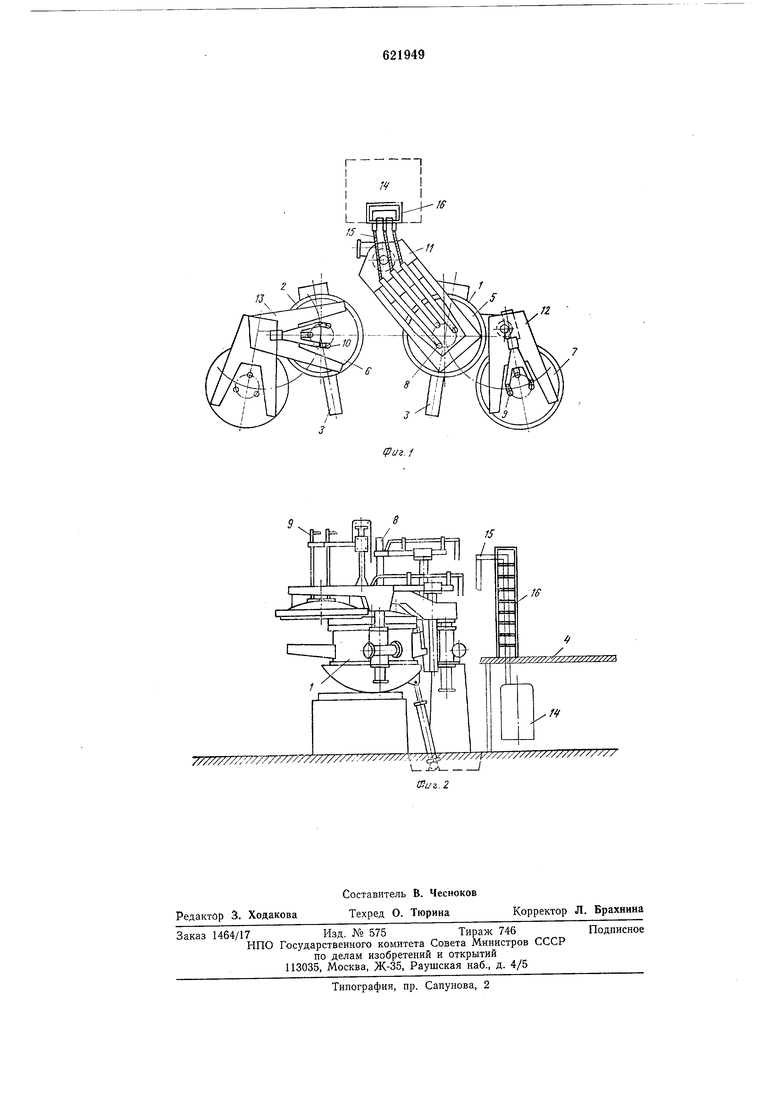
нагрева, и печной трансформатор, отличающийся, тем, что печной трансформатор расположен под рабочей площадкой, а количество сводов равно количеству полупорталов, причем плавильные ванны расположены так, что их осевые линии, проходящие через сливные носки, при пересечении образуют угол 30-90°. . На фиг. 1 представлен предлагаемый сталеплавильный агрегат, вид сверху; на
фиг. 2 - то же, вид сбоку.
Предлагаемый сталеплавильный агрегат СОСТОИТ ИЗ двух плавильных ванн 1 и 2 со СЛИВНЫМИ носками 3. Ванны расположены на уровне рабочей площадки 4. Сверху
ванны накрыты сменными сводами 5, 6 ИЛИ 7, в отверстия которых установлены ИСТОЧНИКИ нагрева: электрические (электроды) 8 И топливные (горелки) 9 и 10. Электрические источники нагрева подвешены к полупорталу 11, установленному на отдельном фундаменте. Полупорталы 12 и 13, несущие топливные источники нагрева (горелки) 9 и 10 жестко связаны с кожухом плавильных ванн 1 и 2, но не исключена их установка на отдельном фундаменте. Печной трансформатор 14 установлен под рабочей площадкой 4. Он соединен шинами 15, проведенными через шахту 16, с электрическими источниками нагрева (электродами) 8, прнчем плавильные ванны 1 и 2 расположены так, что их оси, проходящие через сливные носки 3, пересекаются под углом 30-90°.
Предлагаемый сталеплавильный агрегат работает, например, следующим образом.
После загрузки шихтовых материалов в плавильную ванну 1 полупортал 12, несущий топливпые источники нагрева горелки 9, и свод 7 поворачивают, а ванну 1 накрывают сводом 7, в отверстия которого установлены горелки 9. Горелки 9 выключают и ведут нагрев шихты до 1300- 1400°С, пока коэффициент ислользования топлива достаточно высок и применение топлива экономически целесообразно. После подогрева шихты горелками 9 свод 7 поднимают, и полупортал 12 отводят в сторону. После чего полупортал 11, несущий электрические источники нагрева (электроды) 8, вместе со сводом 5 новорачивают к ванне 1 и накрывают ее сводом 5. Зажигают электрические дуги и ведут нагрев и плавление подогретой шихты до ее полного расплавления. В это время полупортал 13 поворачивают к ванне 2, загруженной щихтовыми материалами, и накрывают ее сводом 6, в отверстия которого установлены топливные источники нагрева (горелки) 10, и ведут подогрев шихты, загруженной в плавильную ванну 2. После подогрева шихты в ванне 2 полупортал 13 вместе со сводом 6 отворачивают в сторону, а полупортал И вместе со сводом 5 поворачивают от плавильной ванны 1 к ванне 2, накрывают ванну 2 сводом 5 и ведут нагрев нодогретой шихты электрическими дугами. К ванне 1 в это время подают полупорталом 12 свод 7 с горелками 9 и проводят продувку расплава кислородом или газокислородной смесью, после чего готовый расплав выпускают из печи. После выпуска плавильную ванну 1 очищают, заправляют, заваливают щихту, затем накрывают сводом 7 и ведут подогрев шихты горелками 9. В ванне 2 в это время полностью расплавляют шихту электрическими
дугами, которые после этого отключают, и свод 5 с электрическими источниками нагрева переставляют на плавильную ванну 1, а в плавильпой ванне 2 проводят продувку расплава, накрыв ее сводом 6. После чего проводят выпуск готового расплава из ванны 2. Далее все операции но обслуживанию ванн 1 и 2 повторяются. Г1рименение сталеплавильного агрегата
предложенной конструкции иозволяет снизить капитальные затраты на строительство сооружений, так как он займет значительно меньше места, чем известные конструкции. Кроме того, расположение трансформатора
под рабочей площадкой позволяет освободить место, как в разливочпом, так и в печном пролетах. Этим самым обеспечиваются как хорошие условия обслуживания плавильных ванн, так и улучшаются услоВИЯ работы в разливочном пролете, так как расположение ванн под углом 30-90° дает возможность обойтись лишь одной канавкой под установку ковша, в который металл может выпускаться из обеих плавильных ванн. Снабжение каждого полупортала отдельным сводом не только облегчает работу обслуживающего персонала, но и из-за меньшего хода электрических источников нагрева позволяет уменьшить электрические потери в короткой сети и увеличить тем самым электрический КПД установки.
Формула изобретения
Сталеплавильный агрегат, содержащий две плавильные ванны со сливными носками и рабочими окнами, расположенные на уровне рабочей площадки, установленные
на люльках и накрытые сводами с отверстиями для ввода в печь источников нагрева, подвешенных к полупорталам, установленным на отдельных фундаментах, и печной трансформатор, установленный со стороны рабочих окон, отличающийся тем, что, с целью улучшения компановки сталеплавильного агрегата, печной трансформатор расположен под рабочей площадкой, а количество сводов равно количеству полупорталов, причем плавильные ванны расположены так, что их осевые линии, проходящие через сливные носки, при пересечении образуют угол 30-90°. Источники информации,
принятые во внимание при экспертизе
1. Philip Carden «Steel Times, 1972, № 3, p. 297-299.
/г
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТАЛЛУРГИЧЕСКИЙ КОМПЛЕКС | 2009 |
|
RU2441074C2 |
| СПОСОБ НЕПРЕРЫВНОЙ ВЫПЛАВКИ СТАЛИ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2027777C1 |
| Дуговая сталеплавильная печь | 1976 |
|
SU739319A1 |
| Дуговая электропечь | 1979 |
|
SU808806A1 |
| Дуговая плавильная электропечь | 1978 |
|
SU737757A1 |
| Механизм подъема и поворота свода | 1984 |
|
SU1200108A1 |
| ДВУХВАННЫЙ СТАЛЕПЛАВИЛЬНЫЙ АГРЕГАТ И СПОСОБ ВЫПЛАВКИ СТАЛИ В ДВУХВАННОМ СТАЛЕПЛАВИЛЬНОМ АГРЕГАТЕ | 1999 |
|
RU2165462C2 |
| Сталеплавильная печь | 1975 |
|
SU516890A1 |
| ДУГОВАЯ ЭЛЕКТРОПЕЧЬ | 1996 |
|
RU2114364C1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2017 |
|
RU2656426C1 |
II uii /лт- sLj
// L
