(54) СПОСОБ ЙЗГОТСВЛЕНИЯ ВТУЛСЖ ПОДШИПНИКОВ
СКОЛЬЖЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОПРЕССОВАННЫХ ВТУЛОК ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2010 |
|
RU2446914C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ВТУЛОК ИЗ ЛИСТОВОГО МАТЕРИАЛА | 2011 |
|
RU2451572C1 |
| Способ Дагиса и Кошика восстановления деталей типа втулок | 1991 |
|
SU1782201A3 |
| СПОСОБ ШТАМПОВКИ ТОНКОСТЕННЫХ КОЛЬЦЕВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2428271C2 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1993 |
|
RU2072271C1 |
| Способ и устройство для получения оболочки с переменной толщиной стенки по высоте | 2019 |
|
RU2707456C1 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ С ТОРЦЕВЫМ ПОДПОРОМ ФЛАНЦА ЗАГОТОВКИ | 1994 |
|
RU2111817C1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ | 1994 |
|
RU2082525C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| Способ изготовления полых деталей из трубчатой заготовки и устройство для его осуществления | 1989 |
|
SU1741949A1 |
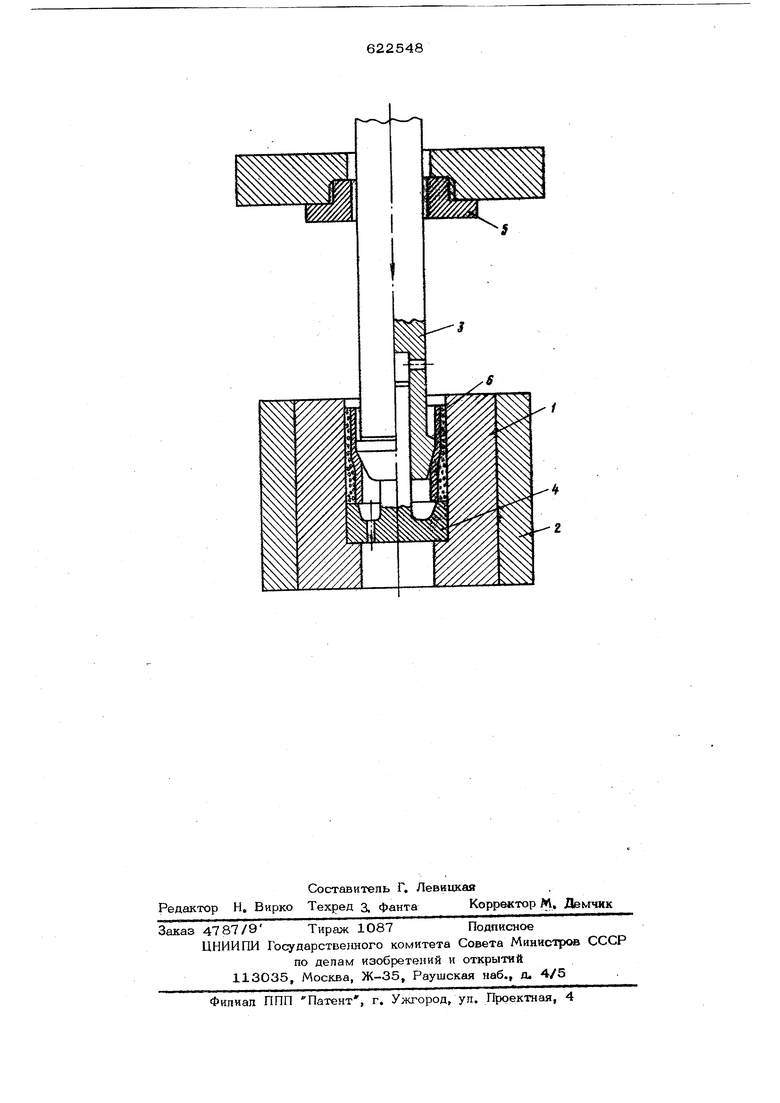
Изобретение относится к обработке металлов давлением. Оно может бытъ ис пользовано в любой отрасли машиностроения, а также в авиационной, автомобипь ной и других отраслях промышленности. Известен способ изх отовления попых биметаллических изделий из двух заготовок, выполненных из различного материала - основного и плакирующего, заключающийся в том, что заготовки с пред варительно подготовленными поверхностями вставл51ют со свободной посадкой одну в другую и подвергают совместной ра даче посредством протяжк} внутри изделия конусной оправки ij, Однако этот способ предусматривает деформирование обоих слоев изделия без фиксации наружного размера. Известен также способ изготовления втулок подшипников скольжения из комбинированного металлофтороппастового антифрикционного материала, расположенного на внутренней поверхности эаготов: ИИзвестный способ заключается в том, что полую заголэвку подвергают деформированию, например, вытяжке, с утонением стенки и с фиксацией наружного размера в зоне деформации. Указанный способ не может быть использован для изготовления втулок с наружным антифрикционным покрытием, таккакв процессе вытяжки с утонением рабочий поясок матрицы внедряется в пористое антифрикционное покрытие и сдирает его, при этом несущая способность и износостойкость антифрикционного покрытия снижаются. Целью изобретения является получение втулок с антифрикционным покрытием на наружной поверхности. Достижение поставленной цели обеспечивается тем, что деформирование. полой заготовки с фиксацией наружного размера производят путем раздачи изнутри металлической основы втулки. На чертеже показан штамп для осуШествления предложенного способа. Штамп содержит матрнп - 1, банда- нро lionbixoM 2g пуансон 3, выталкиватель 4 и съемник 5, Способ ;осушествпяется спедзгющим о6« рааомо Полученную поспедоватепьнойвь1тяж кой попую заготовку торгуют с одного Н51И обоих концов и помещают в матрицу HapjrjitKfciii диаметр заготовки В1улки 6 меньше окончательного размера. Внутрь покой заготовки вводят пуансон с рабочим пояском и конической эаходной чаотыо Пуансон раздает метанпическую основу втулки,, не нарушая расположенного на ее наружной поверхности анти. фрикционного покрытия. При этом дефор- марующее усилие на покрытие лередается черва основу втулки, вызывая в ней ежи™ мазэщяе напр-яжения. Стенка втулки утокяетсзз а es наружный диаметр принимае точйый размер рабочей полости матриць if, При этом происходит уплотнение рпсл бронзовых гранул покрытия и до поляитэльное вдавливание фторопласта в поры межщ гранулами, отчего несущая спог.сбность и износостойкость втулок псдшнпкнков повышается Олйсьшаемый способ изготовлениа в-тугеоЕ подшипников скольжения полностко нсхнАОчазт механическую обработку ке.р 31ской поверхностИо Из матрицы готовая втулка удаляется вьзталкйва-Г8Л81/ 5 а Б случае, если она остается на п;;а л соке „ снимаетсяс не--го cbSR-JHKKOM при обратном ходе штампа Споссб опробован при изготовлении в-г ГхОл с наружньтм антифрикционным покрь тисы 1,вкутреннай диаметр 26 мм, высот 20 Mt.-: и нсходнал топшана материала Заготовка втулки из металнофторопластового материала была подучена за два перехода вытяжкой без прижима с на жным диам;етром 25, 9 мм. Попучеинук) заготовку торцовали на высоту 2О мы, после чего ее помест|али в штамп и проиввепи деформацию, при этом слой брон аовых гранул .уплотнился а толщина уменьшилась с О,3 мм до 0,22 мм. При испытании было установлено, что износостойкосугь втунки повысилась с 150 до 430 циклов при увеличении удельной нагрузки с 10 до 17 кг/мм.. ормула изобретения Способ изготовления втулок подшипников скольжения из комбинированного металлофторопластового f антифрикционного материала путем деформирования полой заготовки с фиксацией ее наружного размера в зоне деформации, о т л и ч а ющ и и с я тем, что, с целью получения втулок с антифрикционным покрытием на наружной поверхности, деформирование заготовки производят путем раздачи изнутри металлической.основы втулки. Иоточники информации, принятые во внимание при экспертизе; ,1.0 Авторское свидетельство СССР № 87842, кл, В 23 Р 3/06, 1949; 2, Едемский В„ А и др. Опыт внед рения подшипников скольжения из самосмазывающегося кo rбиниpoвaннoгo антифрикционного материала для шарнирных соединений шасси, Авиационная промышленность, 1972,№ 1, Со 7-10
